Спосіб отримання композиційних ниток
Номер патенту: 371
Опубліковано: 30.04.1993
Автори: Будаш Юрій Олександрович, Романкевич Олег Володимирович, Зубович Клара Аронівна
Формула / Реферат
Формула изобретения
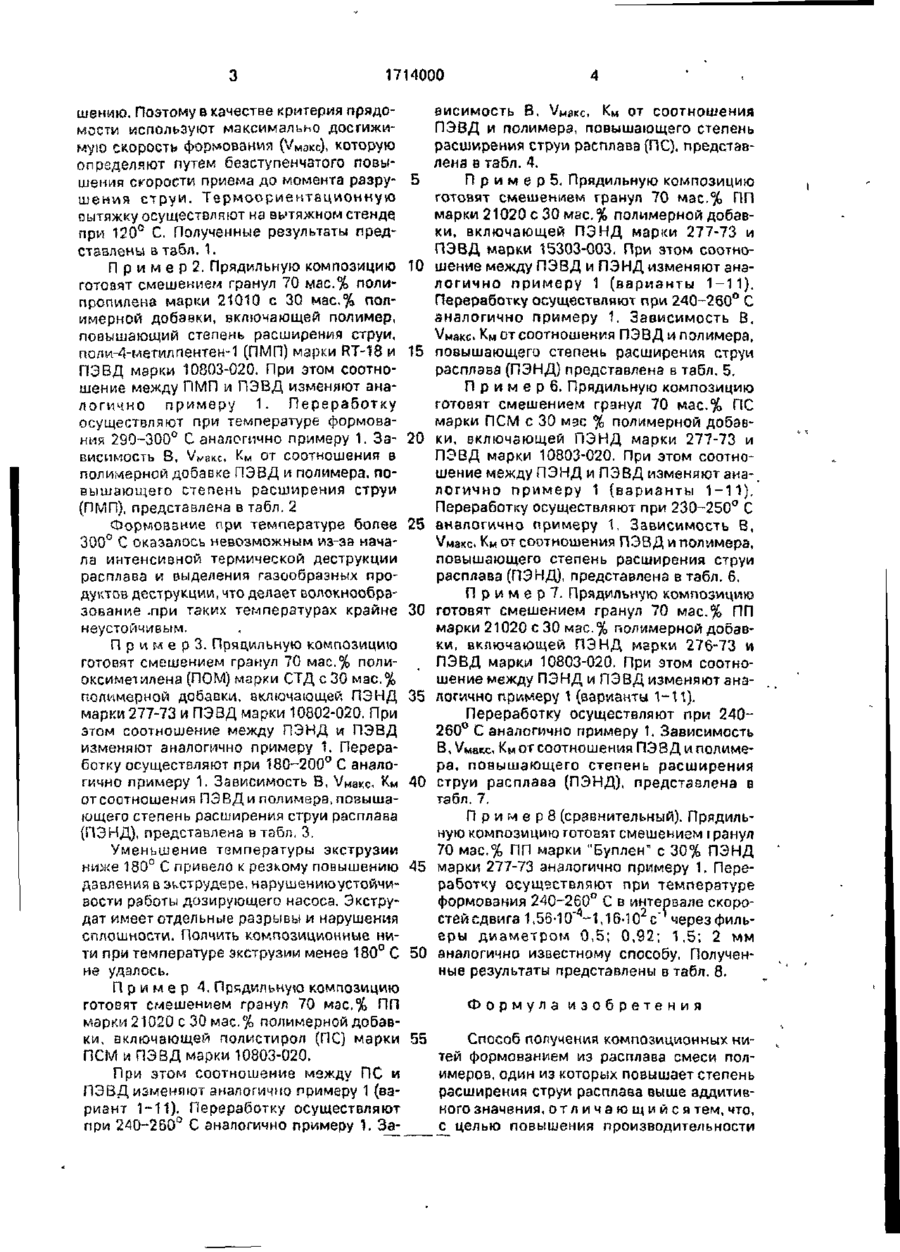
Способ получения композиционных нитей формованием из расплава смеси полимеров, один из которых повышает степень расширения струи расплава выше аддитивного значения, отличающийся тем, что, с целью повышения производительности процесса, формование осуществляют при 180-300°С из расплава, дополнительно содержащего 6-67% полиэтилена высокого давления с показателем текучести 0,3-2,0 в расчете на массу полимера, повышающего степень расширения струи расплава выше аддитивного значения.
Текст
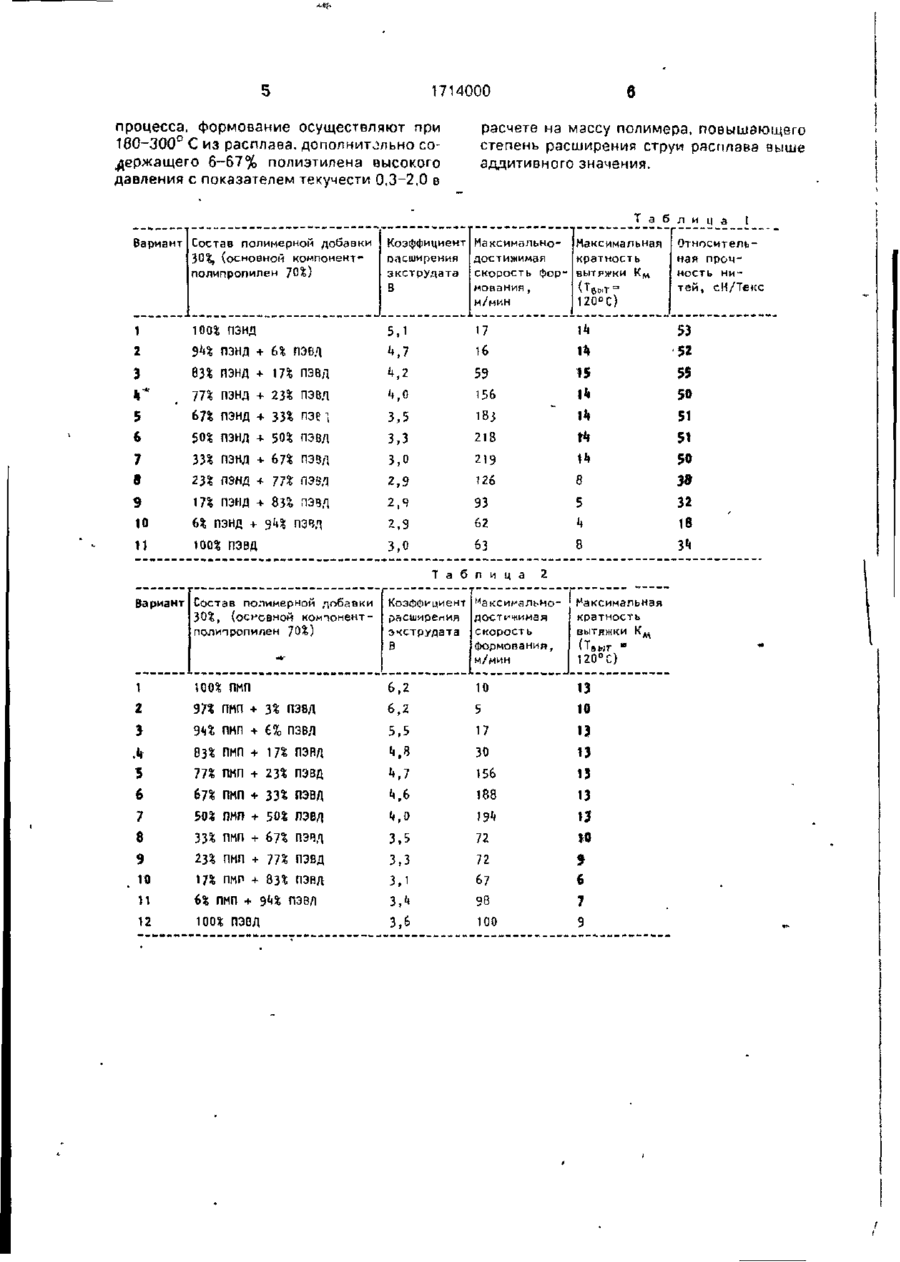
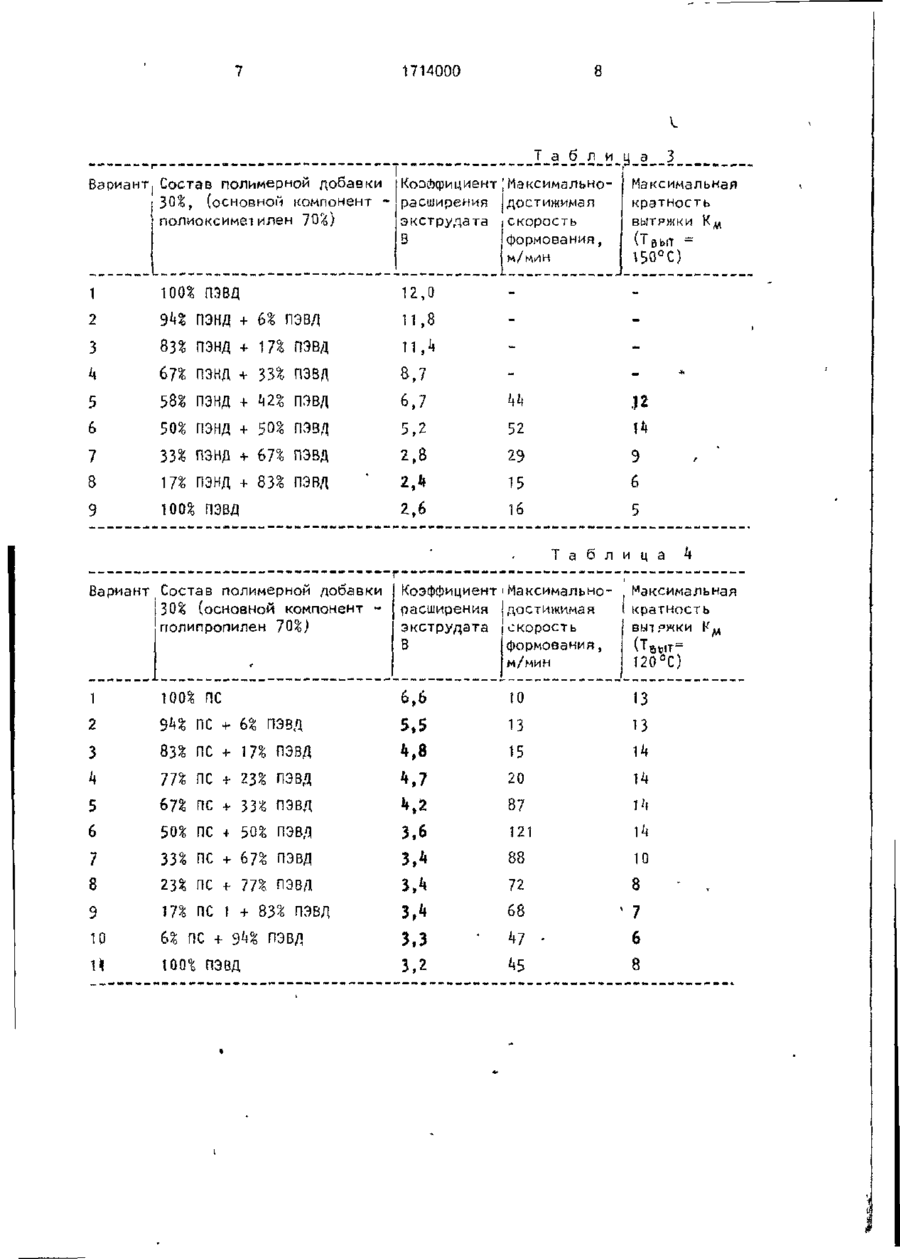
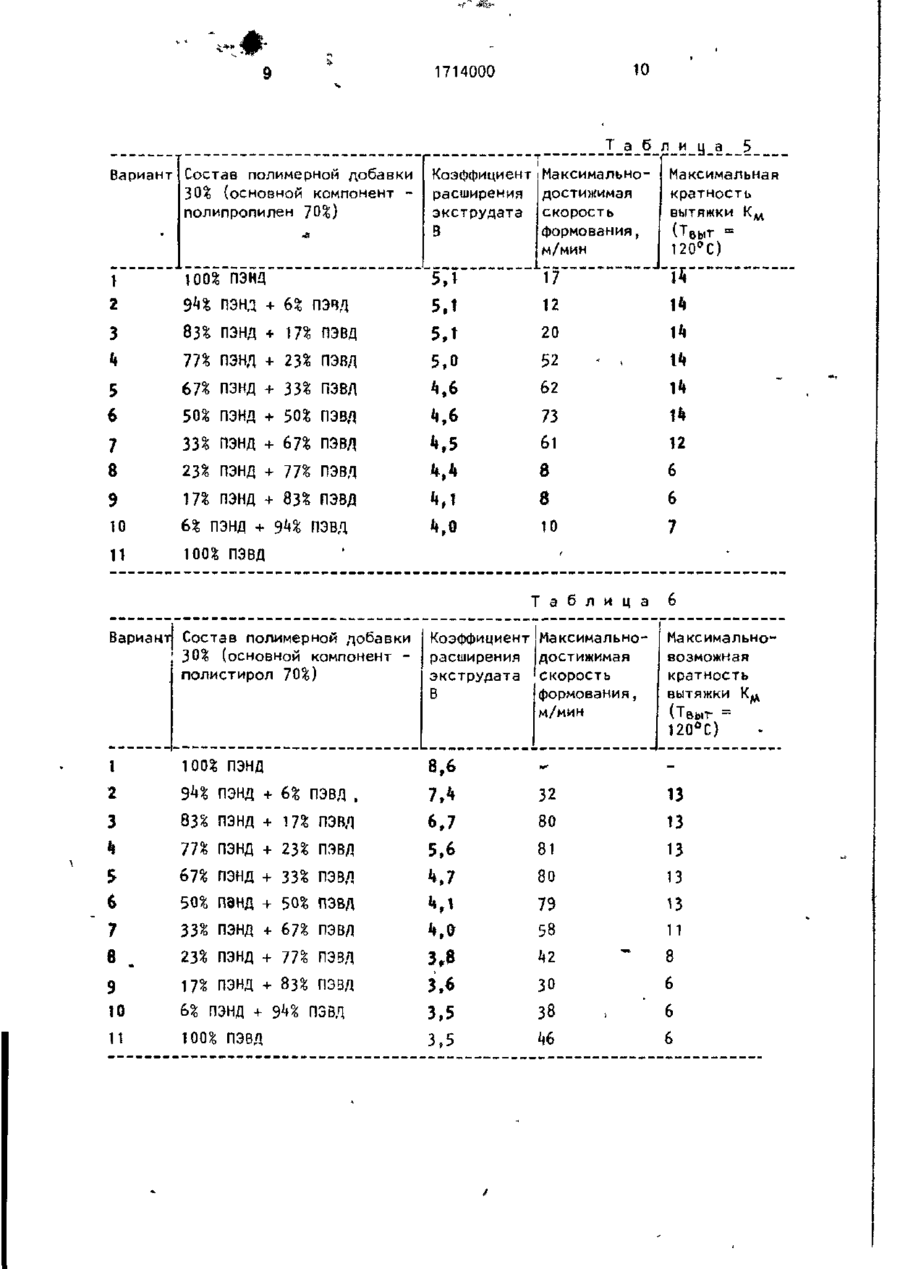
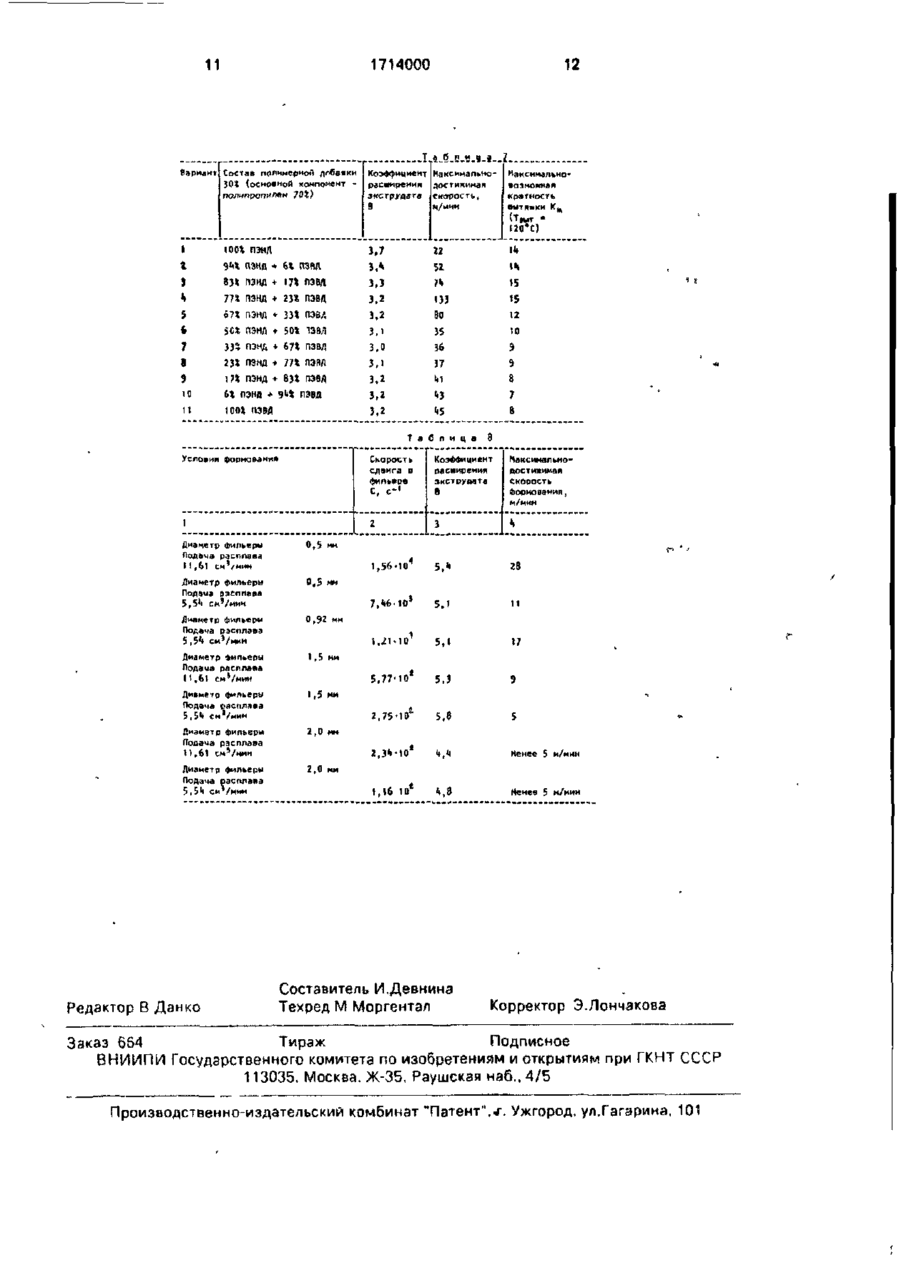
Изобретение относится к производству химических волокон и митей, є частности композиционных нитей из расплава смеси полимеров Цель изобретения - посышеные производительности процесса. Для этого формование композиционных нитей осуще сівляют при 180-300° С из расплава смеси двух полимеров, один из которых повышает степень расширения струи расплова выше аддитивного значения, и 6 67% (от млссы последнего) полиэтилена высокого ЛЗЙЛЄ* ния с показателем текучести 0,3-2 0 8 табл. Изобретение относиїся к1 производству химических волокон и нитей, в частности к получению композиционных нитей из расплава смеси полимеров Цель изобретения - повышение производительности процесса. П р и м е р ! Прядильные композиции готовят смешением гранул 70 мае % полипропилена (ПП), марки "Буплен" с 30 мае % полимерной добавки состоящей из полимера, повышающего степень расширения стоуи (полиэтилен низкого давления ПЭНД) марки 277-73 и полиэтилена высокого давления (ПЭВД), марки 10803-020 При этом соотношение между ПЭНД и ПЭВД изменяют следующим образом Вариант 1 100% ПЭНД, ПЭВД отсутствует. Вариант 2. 94% ПЭНД + 6% ПЭВД Вариант 3 83% ПЭНД + 17% ПЭВД. Вариант 4 77% ПЭНД * 23% ПЭВД. Вариант 5. 67% ПЭНД + 33% ПЭВД. Вариант 6 50% ПЭНД + 50% ПЭВД Вариант 7. 33% ПЭНД + 67% ПЭВД Вариант 8 23% ПЭНД + 77% ПЭВД Вариант 9 17% ПЭНД + 83% ПЭВД Вариант 10 6% ПЭНД + 94% ПЭВД Вариант 11 ПЭНД отсутствует + 100% ПЭВД. Смеси, приготовленные согласно ворм антам 1-Н,£кструдируютнаэкструзионноп прядильной машине типа УФТП-2 прм 2403 260° С ч скорости сдвига в фильере 1 2 10 1 с* , диаметр отверстия фильеры 0,92 мм Экструдат охлаждают в водяной ванне при 20° С и принимают на намоточное ус і роиство с заданной скоростью Коэффициент разОухания струи определяют как отношение макси мального диаметра свободно-вытекающей сгруи экструдата к диаметру отверстия Фильеры. Наиболее надежным и важным с практической точки зерния методом определения прядомости при получении химических волокон и нитей является определение критической скорости растяжения жидкой струйки, превышение которой приводит к ее рззру Г" 1714000 шению. Поэтому в качестве критерия прядомости используют максимально достижимую скорость формования (V KC), которую определяют путем безступенчатого повышения скорости приема до момента разру- 5 шения струи. Термоориентационную пытяжку осуществляют на вь'тяжном стенде при 120° С. Полученные результаты представлены в та&л. 1. П р и м е р 2. Прядильную композицию 10 готовят смешением гранул 70 мас.% полипропилена марки 21010 с 30 мас.%. полимерной добавки, включающей полимер, повышающий степень расширения струи, поли-4-мєтилпентен-і (ПМП) марки RT-18 и 15 ПЭВД марки 10803-020. При этом соотношение между ПМП и ПЭВД изменяют аналогично примеру 1. Переработку осуществляют при температуре формования 290-300° С аналогично примеру 1. За- 20 висимость В, VWSKC, Км от соотношения в полимерной добавке ПЭВД и полимера, повышающего степень расширения струи (ПМП), представлена в табл. 2 Формование при температуре более 25 300° С оказалось невозможным из-за начала интенсивной термической деструкции расплава и выделения газообразных продуктов деструкции, что делает водокнообрззование -при таких температурах крайне 30 неустойчивым. П р и м е р з . Прядильную композицию готовят смешением гранул 70 мас.% полиоксиметилена (ПОМ) марки СТД с 30 мас.% полимерной добавки, включающей, ПЭНД 35 марки 277-73 и ПЭВД марки 10802-020. При этом соотношение между ПЭНД и ПЭВД изменяют аналогично примеру 1. Переработку осуществляют при 180-200° С аналогично примеру 1. Зависимость В, Умакс, Км 40 от соотношения ПЭВД и полимера, повышающего степень расширения струи расплава (ПЭНД), представлена в табл. 3. Уменьшение тзмпературы экструзии ниже 180° С привело к резкому повышению 45 давления в зкструдере, нарушениюустойчивости работы дозирующего насоса. Экструдат имеет отдельные разрывы и нарушения сплошности. Полчить композиционные нити при температуре экструзии менее 180° С 50 не удалось. П р и м е р 4, Прядильную композицию готовят смешением гранул 70 мас,% ПП марки 21020 с 30 мас.% полимерной добавки, включающей полистирол (ПС) марки 55 ПСМ и ПЗВД марки 10803-020. При этом соотношение между ПС и ПЭВД изменяют аналогично примеру 1 (вариант 1-11), Переработку осуществляют при 240-260° С аналогично примеру 1. ЗаM3 висимость В, Уиакс, Км О СООТНОШения Т ПЭВД и полимера, повышающего степень расширения струи расплава (ПС), представлена в табл. 4. П р и м е р 5. Прядильную композицию готовят смешением гранул 70 мас.% ПП марки 21020 с 30 мас.% полимерной добавки, включающей ПЭНД марки 277-73 и ПЭВД марки 15303-003. При этом соотношение между ПЭВД и ПЭНД изменяют аналогично примеру 1 (варианты 1-11). Переработку осуществляют при 240-260° С аналогично примеру 1. Зависимость В, Умакс Км от соотношения ПЭВД и полимера, повышающего степень расширения струи расплава (ПЭНД) представлена в табл. 5. П р и м е р 6. Прядильную композицию готовят смешением гранул 70 мас.% ПС марки ПСМ с 30 мзс % полимерной добэвки, включающей ПЭНД марки 277-73 и ПЭВД марки 10803-020. При этом соотношение между ПЭНД и ПЭВД изменяют аиа-: логично примеру 1 {варианты 1-11). Переработку осуществляют при 230-250° С аналогично примеру 1. Зависимость В, N/макс. Км от соотношения ПЭВД и полимера, повышающего степень расширения струи расплава (ПЭНД), представлена в табл. 6. П р и м е р 7. Прядильную композицию готовят смешением гранул 70 мас.% ПП марки 21020 с 30 мас.% полимерной добавки, включающей ПЭНД марки 276-73 и ПЭВД марки 10803-020. При этом соотношение между ПЭНД и ПЭВД изменяют аналогично примеру 1 (варианты 1-И). Переработку осуществляют при 240260° С аналогично примеру 1. Зависимость В, Умакс, КМ ОТ соотношения ПЭ 8 Д и полимера, повышающего степень расширения струи расплава (ПЭНД), представлена в табл. 7. П р и м е р з (сравнительный). Прядильную композицию готовят смешением г ранул 70 мас.% ПП марки "Буплен" с 30% ПЭНД марки 277-73 аналогично примеру 1. Переработку осуществляют при температуре формования 240-260° С в интервале скоростей сдвига 1,55-10~4-1,16-102 с через фил ьеры диаметром 0,5; 0,92; 1.5; 2 мм аналогично известному способу. Полученные результаты представлены в табл. 8. Формула изобретения Способ получения композиционных нитей формованием из расплава смеси полимеров, один из которых повышает степень расширения струи расплава выше аддитивного значения, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности 1714000 процесса, формование осуществляют при 180-300° С из расплава, дополнитольно содержащего 6-67% полиэтилена высокого давления с показателем текучести 0,3-2,0 в 6 расчете на массу полимера, повышающего степень расширения струи расплава выше аддитивного значения. Т а б л и ц Зариант Состав полимерной добавки 30*, (основной компонентполипропилен 70*) Коэффициент Максимальноолсширения достижимая экструдата скорость формования , В м/мин 5,1 Максимальная кратность ВЫТРЖКИ К м (T6WT = 120°С) --. Относительная прочность нитей, сМ/Текс 17 16 й 53 52 1 100* 2 9 ** ПЭНД + 6* ПЭВД 47 3 83* 42 40 59 IS й 55 156 183 lt i 51 51 50 3» м* ПЭНД 1 77* ПЭНД + 17* ПЭВД ПЭНД + 23* ПЭВЛ 5 6 67* ПЭНД + 33* ПЭЕ1 50* ПЭНД + 50* ПЭВД 3,5 3,3 218 tk 7 33* ПЭНД + 67* ПЭЗД 3,0 219 8 9 23* ПЭНД + 77* ПЭЗД 2,9 Т26 1* 8 17* ПЭНД + 83% ПЭВЛ 2,4 93 50 5 10 6* ПЭНД + 9 »* ПЭВД 2,9 62 і* 32 18 и 100* 3,0 63 8 і 3» 1 ПЭВД Т а б л и ц а Зариант Состав полимерном добавки 30*, {основной компонент полипропилен 70*) *& г Коэффициент Максимальнорасширелия достижимая эчструдата скорость формования. В м/мин Максимальная кратность вытнжки К м 13 10 (T»WT 120°С) 1 100* 6,2 10 2 37% пмп + з* пэвд 6,2 3 k 5 6 7 8 9 9*t* ПМП + £% ПЭВД 5,5 8з* пмп + 17* пэвд 77* пмп + 23* пэвд 67* пмп + 33* пэвд 4В 47 5 17 30 156 188 50* ПМП + 50* ПЭВД 40 33* пмп + 67* пэвл 23* ПМП + 77* ПЭВД 3,5 3,3 10 17* ПМП + 83* ПЭВЛ 3,1 72 72 67 11 6* ПМП + 91** ПЭВЛ 3,* 93 9 6 7 12 100* 3,6 100 9 ПМП ПЭВД 4* 13 13 13 13 *о " 1714000 Т а б л и " " „ У з 3 Вариант Состав полимерной добавки Коэффициент Максимально30%, (основной компонент - расширения достижимал полиоксимеї илен 70%) экструдата скорость формования, В м/м^н й пзвд 1 100? 2 7 94% 83% 67% 58% 50% 33% 8 М% пэнд + 833 9 1 00^ ПЭВД 3 4 5 6 12,0 пэнд + 6% пэзд пэнд + м% ПЭВД пэнд + ъъ% ПЭВД пэнд + 42% ПЭВД пэнд + 50% ПЭВД _ 11,8 и,4 8,7 6,7 44 5,2 • 52 Й 2,8 пэнд + 67% ПЭВД • ПЭВД Максимальная кратность вытяжки К м (Тдыт = 29 2 , * 15 16 9 6 2,6 5 Т а б л и ц а ВариантрСостав полимерной добавки 30% (основной компонент полипропилен 70%) Й 62 й 73 Й 61 12 7 33% ПЭНД + 67% ПЭВД 8 23% ПЭНД + 77% ПЭВД 8 6 9 17% ПЭНД + 83% ПЭВД 8 6 10 6% ПЭНД + 9^% ПЭВД 10 7 11 100% ПЭВД м і Г 1 а б л и ца Вариант Состав полимерной добавки 30% (основной компонент полистирол 70%) Коэффициент расширения экструдата В Максимальнодостижимая скорость формования, м/мин 6 Максимально" возможная кратность ВЫТЯЖКИ Кцд 120°С) 1 2 9^% ПЭНД + 6% ПЭВД , 3 83% ПЭНД + 17% ПЭВД к Ь 100% ПЭНД 77% ПЭНД + 23% ПЭВД 67% ПЭНД + 33% ПЭВД 8,6 7,4 6,7 5,6 80 13 13 81 80 13 13 79 13 11 8 32 50% ПЭНД + 50% ПЭВД к,\ 7 8л 9 33% ПЭНД + 67% ПЭВД М 58 23% ПЭНД + 77% ПЭВД hi 10 6% ПЭНД + 9 t ПЗВД *% 3,8 3,6 3,5 35 , 17% ПЭНД + 83% ПЭВД 100% ПЭВД зо 38 кв 6 6 6 11 вариант Состав попииернгиі п р а в 30І (основной компонент полипропилен 701) lOOt ПЭНЛ г J к 5 * 7 8 9 10 И 12 1714000 эь% пэнд + 3.7 77* ПЭНД + 23* ПЭВЛ о7* ПЭНД * 33* ПЭВЛ 50% ПЭНД • 50* 1ЭВД 335 ПЭНД + 67* ПЭВД г з * пэнд • 77* пэял 17* ПЭНД • BJ* ГШД 1 »* ПЭВД 100* ПЭВД а_§- п - и -ы-в..Z. Максимзльно- Максимальподостинимая воз можна я Скорость, кратность ч/мин вытямки К м и.т ІЇО'С) 22 52 ы пэчл 83* ПЭНД + 17* ПЭВЛ (,% ПЭНД * Коэффициент расширения зкструдата 9 3.3 3,2 3.2 15 12 133 30 3,1 3,0 3,1 3.2 3,2 3.2 35 1Q 36 9 37 9 8 И 7 8 «З • Таблица Условия формований ChOpOCTk сдвига в фильере С, с-1 Диаметр фильеры Подача расплава 1 1 ,61 см*/мин Формования, м/мин СКОРОСТк 0 .92 мм Диаметр фильеры Подача расплава 5,5і* см*/мин Диаметр фильеры Подача расплава В 0 ,5 мм Диаметр фильеры Подача рэсплааэ 5(5^ см'/мин Диаметр фильеры Подайа расплаве 1 1,61 см'/мин Нвкснмальнодостикимая 0 ,5 мм Диаметр фильеры Подача оэеплева 5,5^ см'/мич Коэффициент оасиирения экструдата 1 ,5 мм 1 ,56*10* 5,5 і * СМ'/МИН Редактор Б Данко ге 7 ,lt6-10* 5, 1 її .л. ю1 5, 1 17 5 ,77-10* 5, 3 9 і 5. 6 5 її, і* Менее 5 м/мин it. 0 Ненее 5 м/мин і 1 ,5 мм 2 ,75-10 2 ,0 мм 11,61 CMVMHH Диаметр фильеры Подача расплава 5, її 2 2 ,0 мм t ,16 10* Составитель И.Девнина Техред М Моргентал Корректор Э.Лончакова Заказ 654 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва. Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент",w. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюRomankevych Oleh Volodymyrovych, Zubovych Klara Aronivna, Budash Yurii Oleksandrovych
Автори російськоюРоманкевич Олег Владимирович, Зубович Клара Ароновна, Будаш Юрий Александрович
МПК / Мітки
МПК: D01F 8/04
Мітки: отримання, композиційних, спосіб, ниток
Код посилання
<a href="https://ua.patents.su/6-371-sposib-otrimannya-kompozicijjnikh-nitok.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання композиційних ниток</a>
Спосіб отримання матеріалу для дренажу мембранного газороздільного елемента
Номер патенту: 470
Опубліковано: 30.04.1993
Автори: Крюкова Валентина Василівна, Козлякова Ніна Іванівна, Петровська Любов Олексіївна, Глубіш Петро Андрійович
МПК: D06M 15/37, B01D 39/08
Мітки: матеріалу, спосіб, елемента, мембранного, газороздільного, дренажу, отримання
Формула / Реферат:
Формула изобретения1. Способ получения материала для дренажа мембранного газоразделительного элемента путем пропитки трикотажного полотна из полтэтелентерефталатных нитей составом на основе термореактивной смолы, катализатора отверждения и воды, отличающийся тем, что, с целью повышения его производительности за счет увеличения коэффициента продольной газопроницаемости, трикотажное полотно выполняют переплетением сукно-цепочка-сукно, а...
Спосіб отримання заготівок з порошку алюмінію
Номер патенту: 51
Опубліковано: 30.04.1993
Автори: Іл'яшенко Борис Федорович, Анашко Віктор Дмитрович, Цвєлов Євген Олександрович, Білик Володимир Олексійович, Олійник Юрій Володимирович
МПК: B22F 3/10, B22F 3/02, B22F 3/16, B22F 3/12, B22F 5/00
Мітки: алюмінію, порошку, заготівок, отримання, спосіб
Формула / Реферат:
Формула изобретенияСпособ получения заготовок из порошка алюминия, включающий прессование, спекание в вакууме, отличающийся тем, что, с целью повышения ударной вязкости, используют порошок алюминия с размером частиц 0,1 — 1 мм, прессование осуществляют при давлении 343—490 МПа, а спекание проводят сначала на воздухе по ступенчатому режиму: при температуре 190—210°С и 290— 310°С с выдержкой в течение 0,25—0,75 ч на каждой ступени, а...
Спосіб для отримання заготовок мінераловатних плит
Номер патенту: 335
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович, Гелев Георгій Наумович, Фрідман Роман Аркадійович
МПК: B28B 1/52
Мітки: спосіб, мінераловатних, плит, отримання, заготовок
Формула / Реферат:
Способ получения заготовок минераловатных плит путем укладки на стол, прижима к столу и горизонтальной и вертикальной резки в процессе их горизонтального перемещения, отличающийся тем, что, с целью повышения качества заготовок и производительности процесса, плиты укладывают послойно с нанесением клея на контактирующие поверхности прижатие осуществляют с удельным давлением 0,3-0,4 кгс/см2, горизонтальное перемещение производят со...
Спосіб виробництва ординарного десертного вина “кагор”
Номер патенту: 476
Опубліковано: 30.04.1993
Автори: Лянна Валентина Іванівна, Баргман Григорій Іларіонович, Ткаченко Юрій Анатольович, Міндадзе Раінді Капітонович, Пушкарйов Микола Михайлович
МПК: C12G 1/02
Мітки: ординарного, десертного, виробництва, кагор, вина, спосіб
Формула / Реферат:
(57) СПОСОБ ПРОИЗВОДСТВА ОРДИНАРНОГО ДЕСЕРТНОГО ВИНА КАГОР, предусматривающий дробление винограда с получением мезги, отделение гребней, сульфитацию, нагревание и охлаждение мезги, введение чистой культуры дрожжей, подбраживание мезги, извлечение сусла и спиртование его, отличающийся тем, что, с целью повышения качества вина, мезгу получают из сорта винограда Алиготе, перед нагревом в мезгу вводят сусло сорта винограда Голубок в соотношении...
Попередній патент: Сталь для зварних конструкцій
Наступний патент: Спосіб отримання матеріалу для дренажу мембранного елемента
Випадковий патент: Спосіб оперативного доступу до щитовидної залози