Пристрій для охолоджування формуючих пуансонів взуттєвих машин
Номер патенту: 15448
Опубліковано: 30.06.1997
Автори: Коновал Віктор Павлович, Лукаш Ігор Григорович, Корзун Володимир Васильович
Формула / Реферат
1. Устройство для охлаждения формующих пуансонов обувных машин, содержащее холодильную установку, формующие пуансоны с магистралью для прохождения рабочего агента внутри формующих пуансонов, связанной с системой циркуляции охлажденного агента, включающий магистрали для его подачи и отвода от формующих пуансонов, отличающееся тем, что формующие пуансоны выполнены из сплава, спрессованного на основе металлического порошка, преимущественно алюминиевого, магистраль для прохождения рабочего агента внутри формующих пуансонов имеет отверстия, ориентированные в продольном и поперечном направлении и направленные к наружной поверхности формующих пуансонов, магистрали для отвода рабочего агента от формующих пуансонов снабжены предохранительными клапанами и соединены с холодильной установкой.
2. Устройство по п. 1, отличающееся тем, что в качестве рабочего агента выбран воздух, а в качестве холодильной установки - вихревой микрохолодильник.
3. Устройство по пп. 1 и 2, отличающееся тем, что формующие пуансоны выполнены спрессованными с регулируемой плотностью на различных участках формования.
4. Устройство по пп. 1 - 3, отличающееся тем, что магистраль для прохождения рабочего агента внутри формующих пуансонов имеет отверстия, расположенные с различной концентрацией по длине магистрали, причем их концентрация выше в пяточной части формующих пуансонов.
Текст
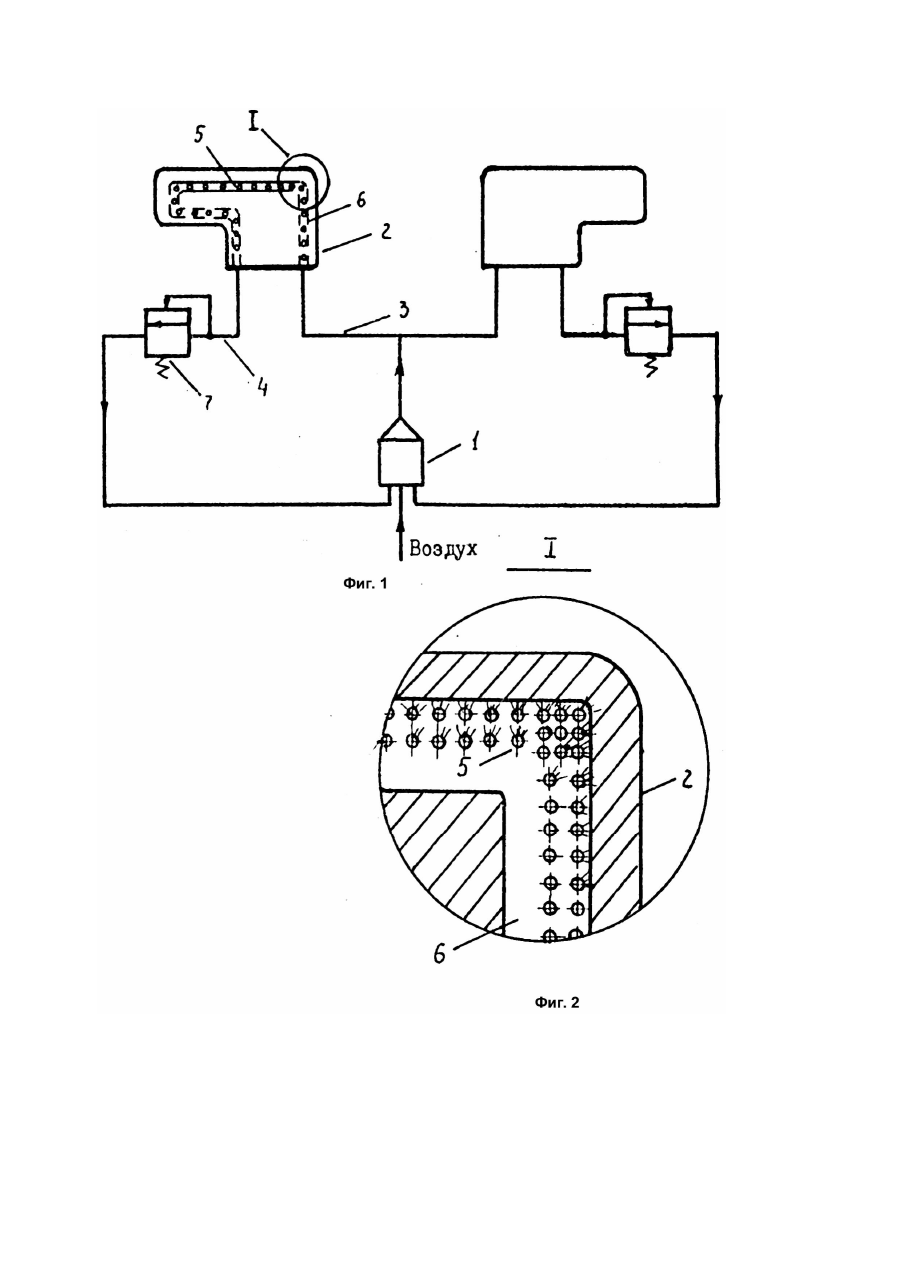
Изобретение относится к обувной промышленности, а именно к устройствам для охлаждения пуансонов в машинах для формования пяточных узлов заготовок и обуви. Известно устройство для охлаждения формующих пуансонов в машине модели 636 фирмы "IKOS" (Югославия) для формования пяточной части обуви с термопластичным задником [1], содержащее холодильную установку, литые формующие пуансоны с магистралью для прохождения рабочего агента внутри пуансонов, связанной с системой циркуляции охлажденного агента, включающей магистрали для его подачи и отвода от формующих пуансонов. Устройство содержит также змеевик, в котором циркулирует антифриз (рабочий агент), емкость с антифризом, в которой размещен змеевик, насос для нагнетания антифриза. Охлаждение формующих пуансонов осуществляется аз счет теплообмена между пуансонами и магистралью с охлаждающим рабочим агентом только по площади их контакта. При этом тепло от формующих пуансонов передается рабочему агенту и выводится за пределы пуансона к емкости с антифризом. Устройство позволяет охладить пуансоны от -5 до +5°C. Трубопроводы, проходящие внутри пуансонов, охлаждают посредством антифриза тело пуансона поверхностью трубопроводов, причем одинаково по всей поверхности. Известные устройства громоздки, сложны в конструкции и в обслуживании. Эффективность охлаждения невысокая. Использование в холодильной установке фреона может привести к загрязнению окружающей среды. Таким образом, в основу изобретения положена задача создать устройство для охлаждения формующих пуансонов обувных машин, в котором путем совершенствования формующих пуансонов, а также системы циркуляции и охлаждения рабочего агента осуществилось бы полное проникновение рабочего агента сквозь весь слой пуансонов, благодаря чему повысилась бы интенсивность охлаждения, а также снизилась материалеи металлоемкость, упростилась конструкция. Поставленная задача решена тем, что в устройстве для охлаждения формующих органов обувных машин, содержащем холодильную установку, формующие пуансоны с магистралью для прохождения рабочего агента внутри формующих пуансонов, связанной с системой циркуляции охлажденного агента, включающей магистрали для его подачи и отвода от формующих пуансонов, согласно изобретению, формующие пуансоны выполнены из сплава, спрессованного на основе металлического порошка, преимущественно алюминиевого, магистраль для прохождения рабочего агента внутри формующих пуансонов имеет отверстия, ориентированные в продольном и поперечном направлениях и направленные к наружной поверхности формующих пуансонов, магистрали для отвода рабочего агента от формующих пуансонов снабжены предохранительными клапанами и соединены с холодильной установкой. Целесообразно, чтобы в качестве рабочего агента был выбран воздух, а в качестве холодильной установки вихревой микрохолодильник, например, типа ВМХ-14 с температурой охлаждения воздуха -10 ... -20°C. Целесообразно также, чтобы формующие пуансоны были выполнены с регулируемой плотностью на различных участках формования, например, в пяточной части, требующей большего воздействия хпадоагента, плотность спрессованного материала ниже, С целью регулирования объема прохождения хладоагента в зависимости от формуемого участка обуви, магистраль для прохождения рабочего агента имеет отверстия, расположенные с различной концентрацией по длине магистрали, причем их концентрация выше о пяточной части формующих пуансонов. Применение для изготовления формующих пуансонов технологий порошковой металлургии, предусматривающей получение изделий путем прессования с последующим спеканием сплава на основе металлического порошка, преимущественно алюминиевого, в частности, формующего пуансона, позволяет получить его пористым и пропускать сквозь него хладоагент и это, в свою очередь, повышает эффективную площадь теплообмена между формующим пуансоном и рабочим агентом, что неизвестно авторам из источников информации. При выходе рабочего агента из отверстий магистрали, расположенной внутри формующих пуансонов, образуются воздушные завихрения в пористой структуре материала формующего пуансона, что приводит к увеличению эффективности его охлаждения. Соединение магистралей для отвода рабочего агента от формующих пуансонов с холодильной установкой при наличии предохранительных клапанов позволяет избыточную часть рабочего агента подавать на вход холодильной установки и повторно использовать в процессе охлаждения формующего пуансона. Таким образом, в отличие от прототипа, охлаждение формующего пуансона осуществляется при непосредственном контакте каждого участка пористой поверхности формующего пуансона с хладоагентом. Использование вихревого микрохолодильника позволяет отказаться от традиционно используемых громоздких холодильных установок и при этом получать на выходе сжатый воздух с температурой до -20°C. В то же время значительно упрощается конструкция как самой холодильной установки, так и всего устройства в целом, снижается материалеи металлоемкость, облегчается обслуживание устройства. Использование в качестве рабочего агента охлажденного воздуха исключает применение фреона, антифриза или какого-либо другого рабочего агента, для использования которых необходимы специальные герметические емкости, что усложняет конструкцию устройства, ухудшает условия труда. Температура охлаждения формующих пуансонов при использовании предложенной конструкции достигает - 5 ... -10°C, что позволяет значительно ускорить формование деталей обуви. Прессование пуансонов с регулируемой плотностью на различных участках формования позволяет охлаждать пуансоны с интенсивностью, необходимой для качественного формования отдельных участков заготовки обуви. При этом прессование формующих пуансонов осуществляется по известной технологии [1], предусматривающей воздействие на отдельные участки прессуемого изделия различной нагрузки. Кроме того, повышенная концентрация отверстий в магистрали для прохождения рабочего агента в пяточной части пуансона позволяет более эффективно охлаждать наиболее ответственные участки формуемых деталей обуви. На фиг.1 представлена схема устройства для охлаждения формующих пуансонов обувных машин; на фиг.2 - фрагмент пуансона. Устройство содержит холодильную установку 1, представляющую собой, например, вихревой микрохолодильник марки ВМХ-14 (разработанный Куйбышевским политехническим институтом, завод-изготовитель кооператив "ВАРД", г.Самара), формующие пуансоны 2, систему циркуляции охлажденного воздуха, включающую магистраль 3 для его подачи и магистраль 4 для отвода от формующих пуансонов 2, магистраль 5 для прохождения рабочего воздуха внутри формующих пуансонов 2 с отверстиями 6 для направления рабочего воздуха к наружной поверхности формующего пуансона 2, ориентированные в продольном и поперечном направлениях магистрали 5, предохранительные клапаны 7 на магистралях 4, соединенных с входом холодильной установки 1. Формующие пуансоны 2 выполнены методом холодного прессования с последующим спеканием при температуре 480°C в течение 20мин порошкообразной композиции на основе алюминиевого порошка ПА-4, полученного в соответствии с ГОСТ 6058 - 77. Исходные компоненты: алюминий - 87%, медь - 10%, графит 3%. Контрольно-измерительная аппаратура на чертеже не показана. Устройство работает следующим образом. В вихревой микрохолодильник 1 воздух подается от компрессора (на фиг.1 не показан). Охлажденный воздух до температуры -10 ... -20°C под давлением из вихревого микроходильника 1 по магистрали 3 поступает во внутреннюю полость пуансонов 2. Основная часть воздуха через отверстия 6 в магистрали 5 проходит сквозь пористые спрессованные формующие пуансоны 2 к их наружной поверхности (фиг.2). При этом происходит эффективный теплообмен внутри формующих пуансонов и их интенсивное охлаждение за счет завихрения воздуха и увеличения площади контакта между охлажденным рабочим агентом и формующим пуансоном 2. Структура материала формующих пуансонов 2 такова, что не позволяет сразу пройти через его поры всему рабочему агенту, Поэтому избыточная часть воздуха по магистрали 4 через предохранительный клапан 7 поступает на вход микрохолодильника 1, при этом создается возможность повторного использования части рабочего агента и снижения требуемой мощности компрессора. При необходимости интенсифицировать процесс охлаждения какой-либо части формующего пуансона (например, пяточной его части) прессование проводится с пониженной плотностью металлического материала в этой части пуансона (при этом увеличивается пористость). Кроме того отверстия в магистрали во внутренней полости пуансона распределяются таким образом, чтобы их концентрация в этой области была значительно выше. Пример. Формующие пуансоны изготовлены методом прессования на основе алюминиевого порошка ПА-4. Готовое изделие разрезается вдоль своей оси на две равные части и выбирается паз, в который устанавливается магистраль для прохождения рабочего агента. Магистраль диаметром 16мм во внутренней полости пуансонов имеет отверстия, ориентированные в продольном и поперечном направлениях с интервалом 1,5 - 2мм и диаметром 2,5мм (в пяточной части пуансона отверстия в магистрали расположены с интервалом 0,5 - 1,0мм) и направленные к наружной поверхности формующих пуансонов. Кроме того, плотность спрессованного материала формующего пуансона, определяемая по известной методике [1], в пяточной части составляет 2,0г/см3, в других частях формующего пуансона - 3,5г/см3. Воздух подается под давлением 5атм. и расходом - 30м3/ч. При этом пуансоны за 10 - 15 секунд охлаждались до температуры -5 ... -10°C. При охлаждении пуансонов в известном устройстве температура охлаждения достигала 0 ... -5°C за 3 - 5мин. Использование предлагаемого устройства для охлаждения формующих пуансонов обувных машин позволяет повысить эффективность охлаждения формующих пуансонов, что ускоряет процесс формования и повышает производительность оборудования.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for cooling molding punches of shoe making machines
Автори англійськоюKonovalov Viktor Pavlovych, Lukash Ihor Hryhorovych, Korzun Volodymyr Vasylovych
Назва патенту російськоюУстройство для охлаждения формующих пуансонов обувных машин
Автори російськоюКоновал Виктор Павлович, Лукаш Игорь Григорьевич, Корзун Владимир Васильевич
МПК / Мітки
МПК: A43D 95/00, A43D 11/00
Мітки: формуючих, охолоджування, взуттєвих, пристрій, пуансонів, машин
Код посилання
<a href="https://ua.patents.su/3-15448-pristrijj-dlya-okholodzhuvannya-formuyuchikh-puansoniv-vzuttehvikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Пристрій для охолоджування формуючих пуансонів взуттєвих машин</a>
Пристрій для складання рам з профілів
Номер патенту: 5641
Опубліковано: 28.12.1994
Автори: Куликов Сергій Костянтинович, Єщенко Володимир Григорович
МПК: B23P 19/02
Мітки: пристрій, профілів, рам, складання
Формула / Реферат:
(57) Устройство для сборки рам из профилей, содержащее базовую плиту с установленными на ней симметрично относительно ее диагонали прижимными элементами и прессующими пуансонами с приводами, отличающееся тем, что пуансоны выполнены в виде двух групп поворотных пуансонов со сферическими рабочими поверхностями, причем каждая группа содержит два наружных и один внутренний пуансон, а привод каждого прессующего пуансона выполнен в виде блока...
Пристрій для охолоджування цементного клінкеру
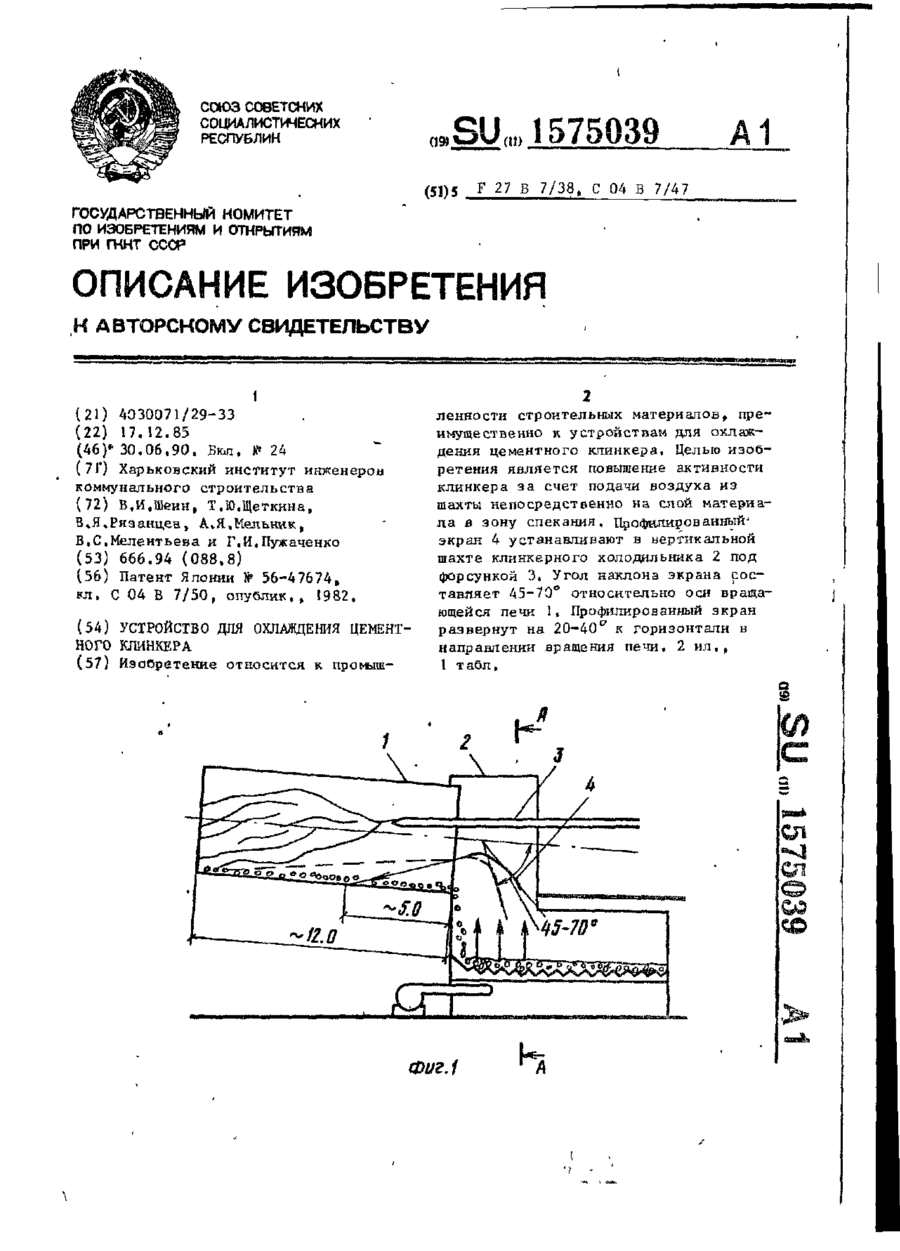
Номер патенту: 2227
Опубліковано: 26.12.1994
Автори: Рязанцев Василь Якович, Пужаченко Галина Іванівна, Мельник Олександр Якович, Шеін Володимир Іванович, Щіткіна Тетяна Юріївна, Мелентьєва Вікторія Сергіївна
Мітки: цементного, охолоджування, клінкеру, пристрій
Формула / Реферат:
Устройство для охлаждения цементного клинкера, содержащее колосниковую решетку и шахту, отличающееся тем, что, с целью повышения активности клинкера за счет подачи воздуха из шахты непосредственно на слой материала в зону спекания, оно снабжено профилированным краном, установленным под углом 45—70° относительно оси печи и развернутым на 20—40° к горизонтали в направлении вращения печи.
Пристрій для нанесення клею на краї взуттєвих деталей із м’яких матеріалів
Номер патенту: 4668
Опубліковано: 28.12.1994
Автори: Шмиглюк Микола Ілліч, Клейнман Ізмаіл Давидович, Дьяченко Наталя Василівна, Пильов Юрій Іванович
МПК: A43D 25/00
Мітки: нанесення, м'яких, деталей, взуттєвих, клею, краї, матеріалів, пристрій
Формула / Реферат:
(57) 1. Устройство для нанесения клея на кромки обувных деталей из мягких материалов, содержащее установленные на станине установочную кассету для размещений стопки деталей, механизм нанесения клея на обувную деталь, выполненный в виде клеенаносящего валка с зубчатой шестерней, установленного с возможностью вращения вокруг своей оси в подвижных в вертикальной плоскости опорах и несущего на своей поверхности сменный шаблон, приспособление для...
Устрій для піддержування і охолоджування злитка в установці безперервного розливу металів
Номер патенту: 8678
Опубліковано: 30.09.1996
Автори: Кузнецов Борис Григорович, Кравченко Геннадій Федорович, Ніколаев Геннадій Андрійович, Плискановський Олександр Станіславович, Шевченко Анатолій Іванович, Іванченко Іван Федорович, Матюхін Олександр Васильович, Лепіхов Леонід Сергійович, Склярський Григорій Михайлович
МПК: B22D 11/12
Мітки: устрій, розливу, злитка, установці, безперервного, охолоджування, піддержування, металів
Формула / Реферат:
Устройство для поддержания и охлаждения слитка в установке непрерывной разливки металлов, содержащее металлический бандаж, размещенный в нем с зазором ролик и форсунки, расположенные со стороны торцов ролика с направлением их осей в зазор между бочкой ролика и бандажом, при этом продольные оси бандажа и ролик параллельны, отличающееся тем, что, с целью повышения качества отливаемых слитков и увеличения стойкости роликов, оно снабжено по...
Пристрій для пробивання отворів в порожнистих деталях
Номер патенту: 2544
Опубліковано: 26.12.1994
Автор: Мішин Володимир Васильович
МПК: B21D 28/24, B21D 26/08
Мітки: пристрій, порожнистих, деталях, пробивання, отворів
Формула / Реферат:
Устройство для пробивки отверстий в полых деталях, содержащее пуансонодержатель с радиальным сквозным каналом, свободно установленные в пуансонодержателе пуансоны, один из которых размещен в канале пуансонодержателя, и средства перемещения пуансонов в виде порохового заряда, отличающееся тем, что пуансонодержатель выполнен в виде подвижной детали, размещенной а требуемом месте заготовки, и в нем выполнен дополнительный сквозной канал, другой...
Попередній патент: Лінійний індукторний двигун
Наступний патент: Спосіб діагностики хронічного обструктивного бронхіту
Випадковий патент: Проліпосомальні композиції тестостерону