Спосіб виготовлення будівельних та вогнетривких дрібноштучних бетонних виробів
Номер патенту: 15609
Опубліковано: 17.07.2006
Автори: Майко Володимир Прохорович, Пісарєв Анатолій Єгорович, Поливкан Іван Григорович, Козак Володимир Васильович
Формула / Реферат
Спосіб виготовлення будівельних та вогнетривких дрібноштучних бетонних виробів включає приготування напівсухої бетонної суміші та бетонного розчину з цієї суміші, водовміщення бетонного розчину Wp в межах 6,0...12,0 %, дозування та наповнення прес-форм цим розчином, а також одностадійну операцію статичного пресування з максимальним значенням зусилля Рmах на протязі одного циклу формування для кожного типу та марки бетонних виробів, який відрізняється тим, що для бетонних виробів з водовміщенням Wp = 6,0..8,0 % використовують кілька стадій підпресування, і операцію напівсухого статичного пресування здійснюють відповідно до циклу, який обчислюється наступним чином Рmах (а1 + а2 + а3), кгс, а для бетонних виробів з водовміщенням Wp = 10,0... 12,0 % операцію напівсухого статичного пресування з використанням стадій підпресування здійснюють відповідно до циклу, який обчислюється наступним чином Рmах .(а2 + а3), кгс,
де а1 = 0,25...0,50; а2 = 0,51...0,75; а3 = 1,0;
Рmах - максимальне значення зусилля при одностадійному процесі напівсухого статичного пресування обчислювального для кожного типу та марки бетонних виробів;
а1; а2; а3 - коефіцієнти для обчислювання зусилля на першій, другій та третій стадіях підпресування відповідно.
Текст
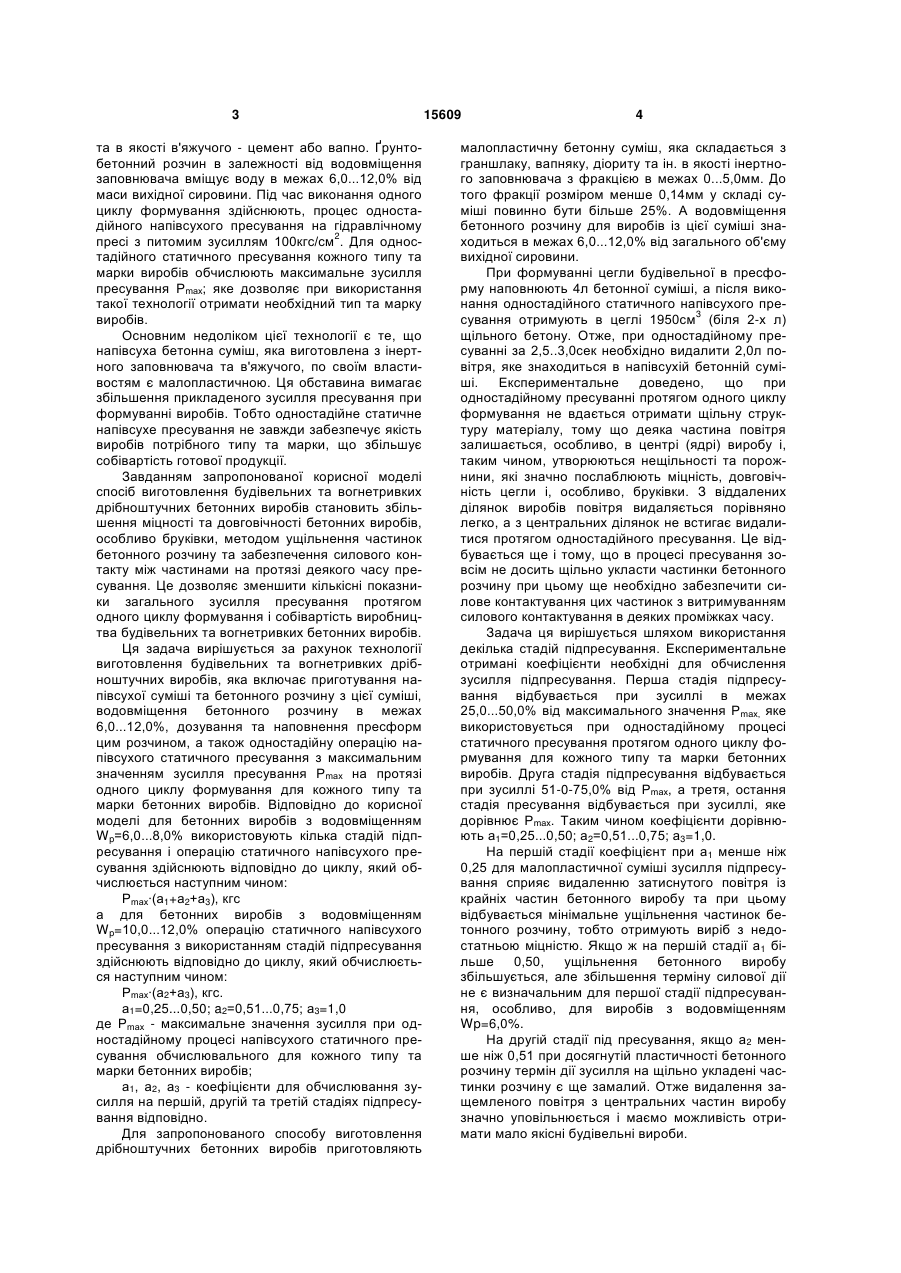
Спосіб виготовлення будівельних та вогнетривких дрібноштучних бетонних виробів включає приготування напівсухої бетонної суміші та бетонного розчину з цієї суміші, водовміщення бетонного розчину Wp в межах 6,0...12,0%, дозування та наповнення прес-форм цим розчином, а також одностадійну операцію статичного пресування з максимальним значенням зусилля Рmах на протязі одного циклу формування для кожного типу та U 2 (19) 1 3 та в якості в'яжучого - цемент або вапно. Ґрунтобетонний розчин в залежності від водовміщення заповнювача вміщує воду в межах 6,0...12,0% від маси вихідної сировини. Під час виконання одного циклу формування здійснюють, процес одностадійного напівсухого пресування на гідравлічному пресі з питомим зусиллям 100кгс/см2. Для одностадійного статичного пресування кожного типу та марки виробів обчислюють максимальне зусилля пресування Рmах; яке дозволяє при використання такої технології отримати необхідний тип та марку виробів. Основним недоліком цієї технології є те, що напівсуха бетонна суміш, яка виготовлена з інертного заповнювача та в'яжучого, по своїм властивостям є малопластичною. Ця обставина вимагає збільшення прикладеного зусилля пресування при формуванні виробів. Тобто одностадійне статичне напівсухе пресування не завжди забезпечує якість виробів потрібного типу та марки, що збільшує собівартість готової продукції. Завданням запропонованої корисної моделі спосіб виготовлення будівельних та вогнетривких дрібноштучних бетонних виробів становить збільшення міцності та довговічності бетонних виробів, особливо бруківки, методом ущільнення частинок бетонного розчину та забезпечення силового контакту між частинами на протязі деякого часу пресування. Це дозволяє зменшити кількісні показники загального зусилля пресування протягом одного циклу формування і собівартість виробництва будівельних та вогнетривких бетонних виробів. Ця задача вирішується за рахунок технології виготовлення будівельних та вогнетривких дрібноштучних виробів, яка включає приготування напівсухої суміші та бетонного розчину з цієї суміші, водовміщення бетонного розчину в межах 6,0...12,0%, дозування та наповнення пресформ цим розчином, а також одностадійну операцію напівсухого статичного пресування з максимальним значенням зусилля пресування Рmах на протязі одного циклу формування для кожного типу та марки бетонних виробів. Відповідно до корисної моделі для бетонних виробів з водовміщенням Wp=6,0...8,0% використовують кілька стадій підпресування і операцію статичного напівсухого пресування здійснюють відповідно до циклу, який обчислюється наступним чином: Рmах∙(а1+а2+а3), кгс а для бетонних виробів з водовміщенням Wp=10,0...12,0% операцію статичного напівсухого пресування з використанням стадій підпресування здійснюють відповідно до циклу, який обчислюється наступним чином: Рmах∙(а2+а3), кгс. а1=0,25...0,50; a2=0,51...0,75; а3=1,0 де Рmах - максимальне значення зусилля при одностадійному процесі напівсухого статичного пресування обчислювального для кожного типу та марки бетонних виробів; а1, а2, а3 - коефіцієнти для обчислювання зусилля на першій, другій та третій стадіях підпресування відповідно. Для запропонованого способу виготовлення дрібноштучних бетонних виробів приготовляють 15609 4 малопластичну бетонну суміш, яка складається з граншлаку, вапняку, діориту та ін. в якості інертного заповнювача з фракцією в межах 0...5,0мм. До того фракції розміром менше 0,14мм у складі суміші повинно бути більше 25%. А водовміщення бетонного розчину для виробів із цієї суміші знаходиться в межах 6,0...12,0% від загального об'єму вихідної сировини. При формуванні цегли будівельної в пресформу наповнюють 4л бетонної суміші, а після виконання одностадійного статичного напівсухого пресування отримують в цеглі 1950см3 (біля 2-х л) щільного бетону. Отже, при одностадійному пресуванні за 2,5..3,0сек необхідно видалити 2,0л повітря, яке знаходиться в напівсухій бетонній суміші. Експериментальне доведено, що при одностадійному пресуванні протягом одного циклу формування не вдається отримати щільну структуру матеріалу, тому що деяка частина повітря залишається, особливо, в центрі (ядрі) виробу і, таким чином, утворюються нещільності та порожнини, які значно послаблюють міцність, довговічність цегли і, особливо, бруківки. З віддалених ділянок виробів повітря видаляється порівняно легко, а з центральних ділянок не встигає видалитися протягом одностадійного пресування. Це відбувається ще і тому, що в процесі пресування зовсім не досить щільно укласти частинки бетонного розчину при цьому ще необхідно забезпечити силове контактування цих частинок з витримуванням силового контактування в деяких проміжках часу. Задача ця вирішується шляхом використання декілька стадій підпресування. Експериментальне отримані коефіцієнти необхідні для обчислення зусилля підпресування. Перша стадія підпресування відбувається при зусиллі в межах 25,0...50,0% від максимального значення Рmах, яке використовується при одностадійному процесі статичного пресування протягом одного циклу формування для кожного типу та марки бетонних виробів. Друга стадія підпресування відбувається при зусиллі 51-0-75,0% від Рmах, а третя, остання стадія пресування відбувається при зусиллі, яке дорівнює Рmах. Таким чином коефіцієнти дорівнюють а1=0,25...0,50; а2=0,51...0,75; а3=1,0. На першій стадії коефіцієнт при а1 менше ніж 0,25 для малопластичної суміші зусилля підпресування сприяє видаленню затиснутого повітря із крайніх частин бетонного виробу та при цьому відбувається мінімальне ущільнення частинок бетонного розчину, тобто отримують виріб з недостатньою міцністю. Якщо ж на першій стадії а1 більше 0,50, ущільнення бетонного виробу збільшується, але збільшення терміну силової дії не є визначальним для першої стадії підпресування, особливо, для виробів з водовміщенням Wp=6,0%. На другій стадії під пресування, якщо а2 менше ніж 0,51 при досягнутій пластичності бетонного розчину термін дії зусилля на щільно укладені частинки розчину є ще замалий. Отже видалення защемленого повітря з центральних частин виробу значно уповільнюється і маємо можливість отримати мало якісні будівельні вироби. 5 15609 Якщо на другій стадії при значенні а2 більше ніж 0,75, то збільшення зусилля підпресування та термін силової дії на частинки бетонного розчину не дуже впливає на міцність виробів, особливо для водовміщення W=6,0%. Експериментальне доведено, що для різних значень водовміщення напівсухих бетонних виробів треба застосувати різну кількість та значення зусиль підпресувань, щоб збільшувати міцність будівельних виробів. Встановлено, як показано в таблиці, що при водовміщенні Wp=6,0% необхідно використовувати 2-3 підпресування, для виробів з Wp=8,0% треба виконувати не менше 2-х підпресувань, а при водовміщенні Wp=10,0...12,0% виконують одне підпресування з коефіцієнтом обчислювання зусилля а2. При цьому досягається 5070% збільшення міцності бетонних матеріалів будівельних виробів, а також значно збільшується їх довговічність, особливо бруківки, де показник морозостійкості повинен бути не нижче ніж 150 циклів стандартних випробувань. 6 Приклад Спосіб, який заявлено в цій корисній моделі, перевірили при виготовленні будівельної цегли та бруківки. Бетонну суміш приготовляли при різних інертних заповнювачах. Використовували гранітний відсів, вапняки та діорити АР Криму, а також гранульований доменний шлак металургійного виробництва. В якості в'яжучого використовували цемент та вапно. Вироби з напівсухої бетонної суміші з водовміщенням Wp=6,0...12,0% формували та здійснювали операцію напівсухого статичного пресування на гідравлічному пресі із зусиллям Р=300тс, використовуючи кілька стадій підпресування відповідно до циклу, який вказаний у приведеному способі. В наведеній нижче таблиці показано відношення границі міцності при стиску з використанням стадій підпресування для виробництва будівельної цегли до границі міцності при стиску без використання підпресувань. Таблиця №№ п/п Водовміщення бетонного розчину, % 1 6,0 2 8,0 3 10,0 0 135* 100 196 100 172 100 Стадії підпресувань які були виконані при формуванні будівельної цегли, шт. 1 2 3 165 174 188 122 129 139 269 262 231 137 134 118 224 236 189 130 137 110 4 211 108 168 98 *В табл. приведено в численнику в кгс/см2, в знаменнику в % по відношенню до технології без використання підпресувань. Як свідчить аналіз даних в таблиці, використання підпресувань дає можливість на 50...70% збільшити міцність матеріалу виробів та значно збільшити їх довговічність без збільшення виробничих потужностей. Комп’ютерна верстка А. Рябко Отже запропонована технологія може знайти застосування та принести економічну вигоду при використанні її у виробництві будівельних та вогнетривких виробів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making building and refractory small-pieces concrete articles
Автори англійськоюMaiko Volodymyr Prokhorovych
Назва патенту російськоюСпособ изготовления строительных и огнеупорных мелкоштучных бетонных изделий
Автори російськоюМайко Владимир Прохорович
МПК / Мітки
МПК: B28B 5/00, C04B 28/14, B28B 3/00
Мітки: спосіб, бетонних, виробів, будівельних, виготовлення, вогнетривких, дрібноштучних
Код посилання
<a href="https://ua.patents.su/3-15609-sposib-vigotovlennya-budivelnikh-ta-vognetrivkikh-dribnoshtuchnikh-betonnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення будівельних та вогнетривких дрібноштучних бетонних виробів</a>
Спосіб виготовлення периклазовуглецевих вогнетривких виробів
Номер патенту: 9722
Опубліковано: 17.10.2005
Автори: Ларіонов Олександр Олексійович, Бойко Володимир Семенович, Бердник Володимир Петрович, Белкін Олексій Іванович, Харін Олексій Костянтинович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Білик Віктор Миколайович, Ревка Валерій Петрович, Ворошилін Володимир Спиридонович, Ткачов Василь Миколайович
МПК: C04B 35/528, C04B 35/532
Мітки: периклазовуглецевих, спосіб, виробів, вогнетривких, виготовлення
Формула / Реферат:
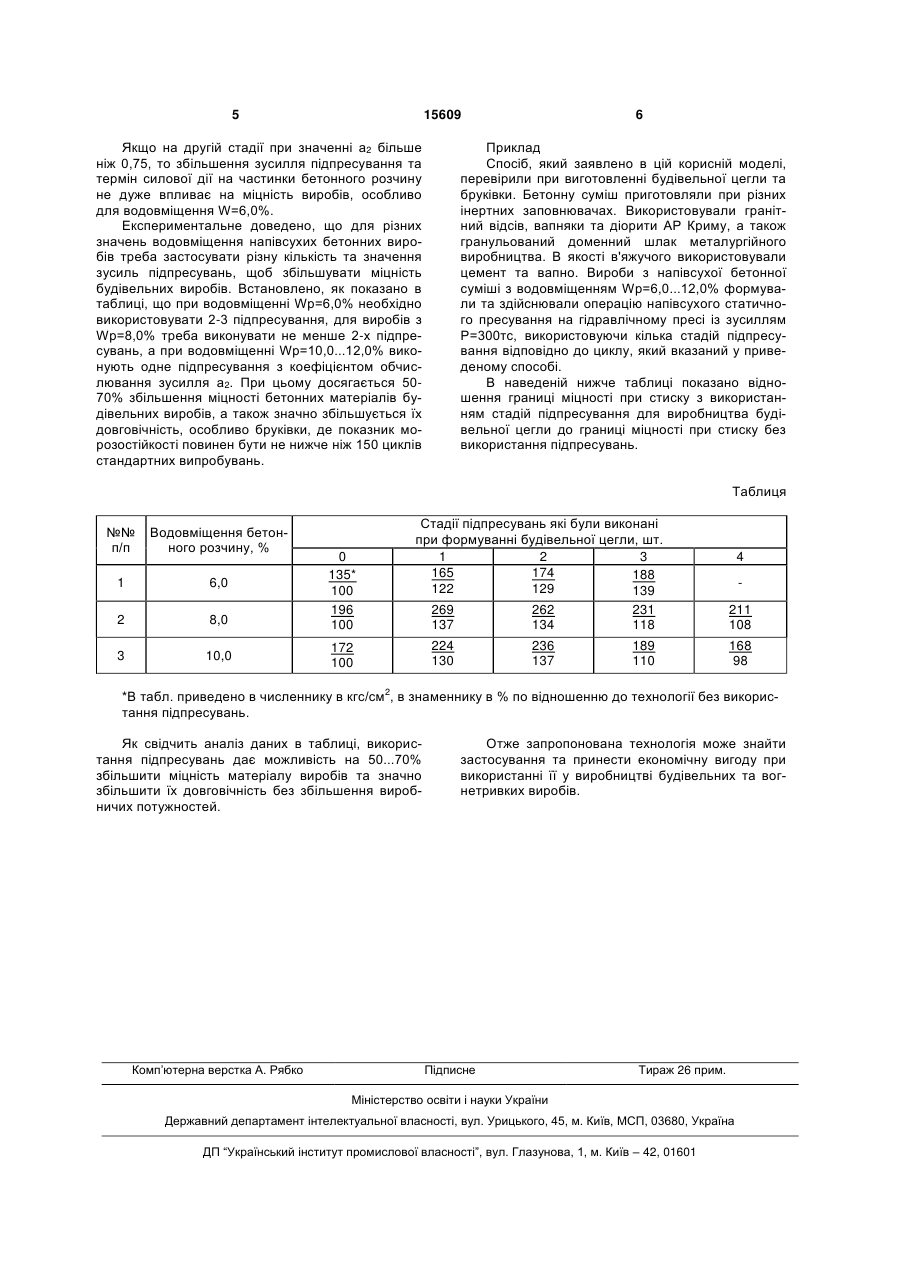
Спосіб виготовлення периклазовуглецевих вогнетривких виробів, який включає подачу в змішувач зернистих плавленого і спеченого периклазових порошків, 2/3 фенолформальдегідної смоли, лускатого графіту, тонкомеленого периклазового порошку, смоли, що залишилася, пресування і термообробку готових виробів, який відрізняється тим, що тривалість перемішування після подачі в змішувач вибирають в залежності від типу змішувача і для кожного з...
Спосіб виготовлення пустотілих бетонних і залізобетонних виробів
Номер патенту: 31506
Опубліковано: 15.12.2000
Автор: Мельник Ігор Володимирович
Мітки: залізобетонних, виробів, пустотілих, виготовлення, бетонних, спосіб
Текст:
...вони можуть бути пустотілими. Збільшення пустотності та зменшення тонкостінності виробів сприяє швидшому їх твердінню і зменшує енерговитрати при тепловій обробці. Для масивних виробів зменшуються внутрішні напруження від усадки бетону. Пустоутворювачі - вставки, які залишають в тілі бетону, виготовляють з відносно легких і дешевих матеріалів, в т.ч. з відходів виробництва. При цьому в певній мірі вирішують інше актуальне питання...
Спосіб виготовлення бетонних виробів
Номер патенту: 8421
Опубліковано: 15.08.2005
Автори: Дудар Ігор Никифорович, Швець Віталій Вікторович
МПК: B28B 1/08
Мітки: виробів, виготовлення, бетонних, спосіб
Формула / Реферат:
Спосіб виготовлення бетонних виробів, який включає укладання бетонної суміші в форму, її ущільнення та наступний повторний періодичний вібровплив з одночасним вимірюванням електричного потенціалу суміші, що твердіє, причому кожен період вібровпливу починають при максимальному його значенні та закінчують при мінімальному, а періодичний вплив зупиняють при досягненні постійного значення електричного потенціалу, який відрізняється тим, що...
Спосіб виготовлення бетонних виробів
Номер патенту: 33171
Опубліковано: 15.02.2001
Автори: Вешневська Вікторія Геннадіївна, Матвієнко Василь Андрійович, Губарь Віктор Миколайович
МПК: C04B 40/02, B28B 1/08
Мітки: виготовлення, спосіб, бетонних, виробів
Текст:
...і патентного аналізу не відомий аналогічний засіб, що дає можливість характеризувати його за критерієм «новизна» Приклад Приготовляють бетонну суміш із в'яжучого низькою водопотреби (ВНВ-50), кварцового піску, щебеню фракції 5-20 і води, узятих у кількості 400, 600, 1250 і 140 кг/м Виготовляють на віброплощадці зразки-кубики з ребром 0,1 м і витримують перед пропарюванням у таких умовах" витримка зразків протягом 2,5 години при безупинній...
Спосіб виготовлення бетонних виробів

Номер патенту: 33172
Опубліковано: 15.02.2001
Автори: Матвієнко Василь Андрійович, Вишневська Вікторія Геннадіївна
МПК: B28B 1/00, C04B 40/02
Мітки: виробів, спосіб, бетонних, виготовлення
Текст:
...з високою МІЦНІСТЬ » при малому споживанню електричної енергії. З літературного І п атентного аналізу не в ідомий аналог іч ний спос іб, що дає можлив іс ть характеризувати його за критер ієм "новизна". Приклад: Приготовляють бетонну суміш Із портландецементу М400 або його різновид ів, кв арц евого п іску, щебню фракції 5-20 І вид у, узятих у кількості 400, 500, 1250 І 200 кг/мЗ, ВІ ДПОВІ ДНО . Виготов 2. Ъпоть на - ійбропрощадці...
Попередній патент: Халва глазурована “домашнє свято”
Наступний патент: Спосіб визначення рівня стояння надколінка
Випадковий патент: Спосіб виконання фігурного розтину