Спосіб виготовлення труб з високолегованих сталей і сплавів
Номер патенту: 15782
Опубліковано: 17.07.2006
Автори: Кузнецов Денис Євгенович, Вахрушева Віра Сергіївна, Кузнецов Євгеній Дмитрович
Формула / Реферат
Спосіб виготовлення труб з високолегованих сталей і сплавів, що включає багатопрохідну холодну деформацію порожнистої заготовки на станах ХПТ з оцінкою якостітруб після кожного проходу на всьому трубному переділі і при подальшому усуненні похибок, який відрізняється тим, що для оцінки якості труб після кожного проходу по довжині осередку деформації виконують вимір координат профілів поперечних перерізів зовнішньої і внутрішньої поверхонь труби, результати вимірів піддають цифровій фільтрації, за допомогою якої визначають величини макро- і мікровідхилень поверхні, отримані результати зіставляють із заданими вимогами, при виявленні відхилень від заданих значень обчислюють передавальну функцію між відхиленнями зовнішнього і внутрішнього профілів, за допомогою якої обчислюють місце і величину коректування переміщення зовнішнього профілю в процесі прокатки шляхом зміни калібрування валків або режиму подачі заготовки.
Текст
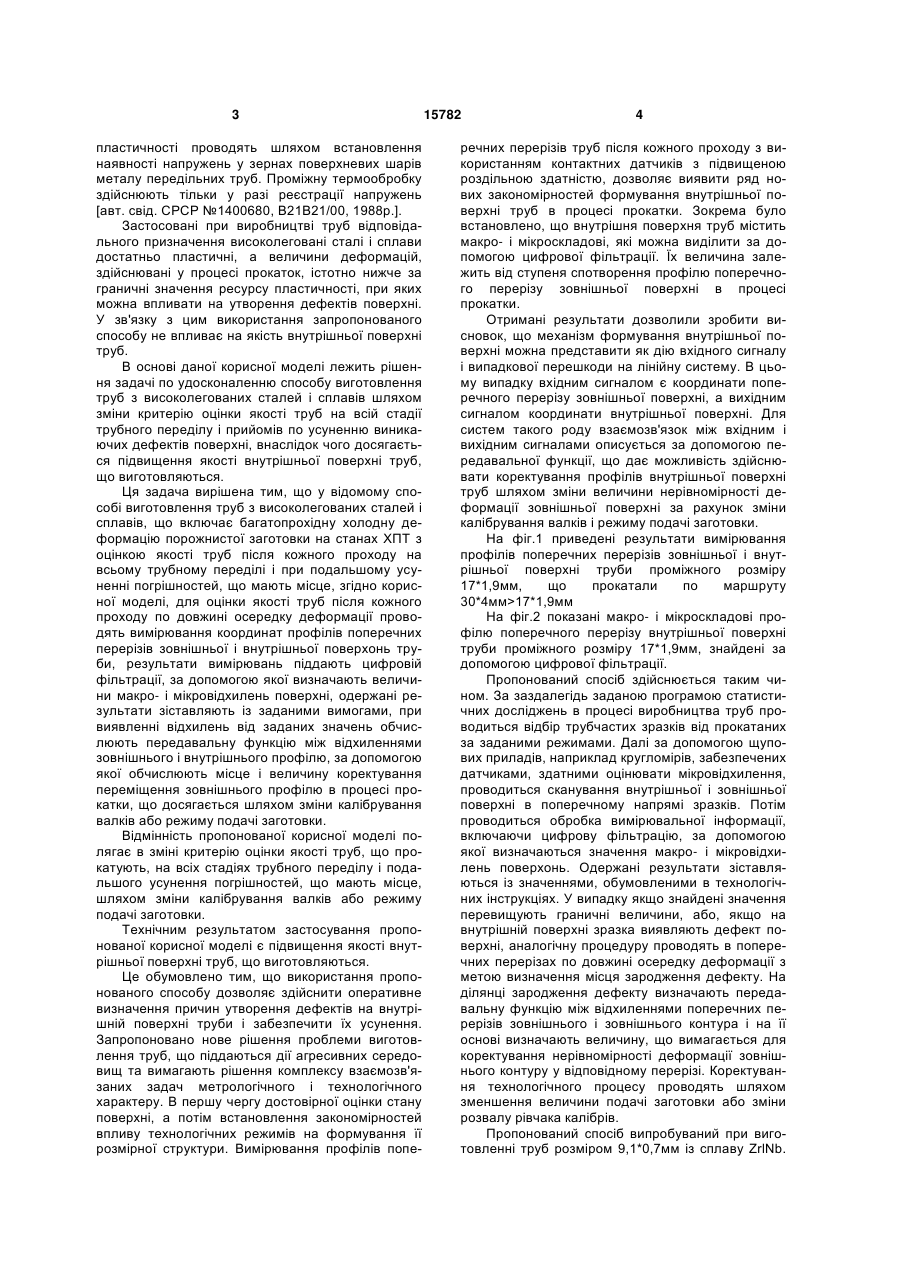
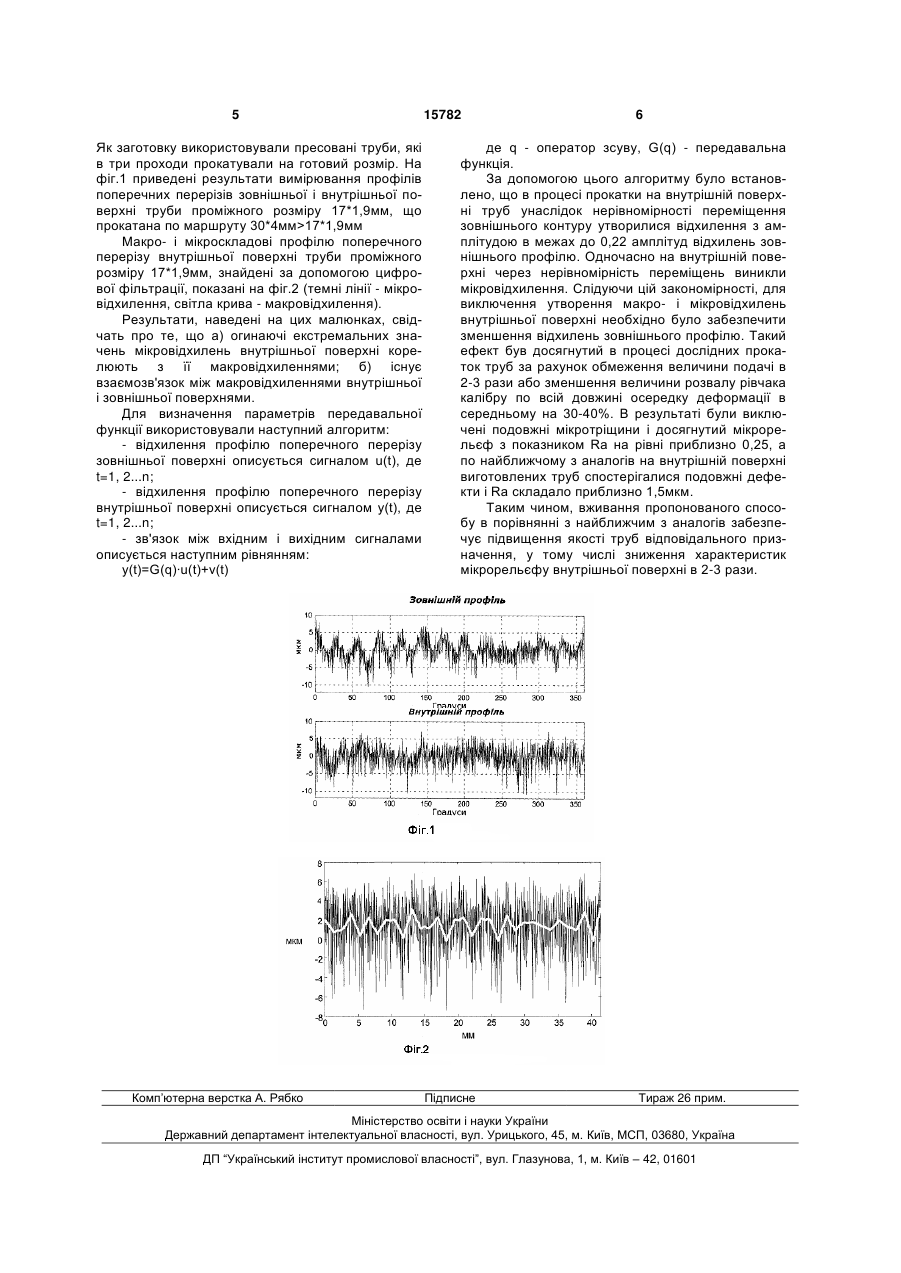
Спосіб виготовлення труб з високолегованих сталей і сплавів, що включає багатопрохідну холодну деформацію порожнистої заготовки на станах ХПТ з оцінкою якості труб після кожного проходу на всьому трубному переділі і при подальшому усуненні похибок, який відрізняється 3 пластичності проводять шляхом встановлення наявності напружень у зернах поверхневих шарів металу передільних труб. Проміжну термообробку здійснюють тільки у разі реєстрації напружень [авт. свід. СРСР №1400680, В21В21/00, 1988p.]. Застосовані при виробництві труб відповідального призначення високолеговані сталі і сплави достатньо пластичні, а величини деформацій, здійснювані у процесі прокаток, істотно нижче за граничні значення ресурсу пластичності, при яких можна впливати на утворення дефектів поверхні. У зв'язку з цим використання запропонованого способу не впливає на якість внутрішньої поверхні труб. В основі даної корисної моделі лежить рішення задачі по удосконаленню способу виготовлення труб з високолегованих сталей і сплавів шляхом зміни критерію оцінки якості труб на всій стадії трубного переділу і прийомів по усуненню виникаючих дефектів поверхні, внаслідок чого досягається підвищення якості внутрішньої поверхні труб, що виготовляються. Ця задача вирішена тим, що у відомому способі виготовлення труб з високолегованих сталей і сплавів, що включає багатопрохідну холодну деформацію порожнистої заготовки на станах ХПТ з оцінкою якості труб після кожного проходу на всьому трубному переділі і при подальшому усуненні погрішностей, що мають місце, згідно корисної моделі, для оцінки якості труб після кожного проходу по довжині осередку деформації проводять вимірювання координат профілів поперечних перерізів зовнішньої і внутрішньої поверхонь труби, результати вимірювань піддають цифровій фільтрації, за допомогою якої визначають величини макро- і мікровідхилень поверхні, одержані результати зіставляють із заданими вимогами, при виявленні відхилень від заданих значень обчислюють передавальну функцію між відхиленнями зовнішнього і внутрішнього профілю, за допомогою якої обчислюють місце і величину коректування переміщення зовнішнього профілю в процесі прокатки, що досягається шляхом зміни калібрування валків або режиму подачі заготовки. Відмінність пропонованої корисної моделі полягає в зміні критерію оцінки якості труб, що прокатують, на всіх стадіях трубного переділу і подальшого усунення погрішностей, що мають місце, шляхом зміни калібрування валків або режиму подачі заготовки. Технічним результатом застосування пропонованої корисної моделі є підвищення якості внутрішньої поверхні труб, що виготовляються. Це обумовлено тим, що використання пропонованого способу дозволяє здійснити оперативне визначення причин утворення дефектів на внутрішній поверхні труби і забезпечити їх усунення. Запропоновано нове рішення проблеми виготовлення труб, що піддаються дії агресивних середовищ та вимагають рішення комплексу взаємозв'язаних задач метрологічного і технологічного характеру. В першу чергу достовірної оцінки стану поверхні, а потім встановлення закономірностей впливу технологічних режимів на формування її розмірної структури. Вимірювання профілів попе 15782 4 речних перерізів труб після кожного проходу з використанням контактних датчиків з підвищеною роздільною здатністю, дозволяє виявити ряд нових закономірностей формування внутрішньої поверхні труб в процесі прокатки. Зокрема було встановлено, що внутрішня поверхня труб містить макро- і мікроскладові, які можна виділити за допомогою цифрової фільтрації. Їх величина залежить від ступеня спотворення профілю поперечного перерізу зовнішньої поверхні в процесі прокатки. Отримані результати дозволили зробити висновок, що механізм формування внутрішньої поверхні можна представити як дію вхідного сигналу і випадкової перешкоди на лінійну систему. В цьому випадку вхідним сигналом є координати поперечного перерізу зовнішньої поверхні, а вихідним сигналом координати внутрішньої поверхні. Для систем такого роду взаємозв'язок між вхідним і вихідним сигналами описується за допомогою передавальної функції, що дає можливість здійснювати коректування профілів внутрішньої поверхні труб шляхом зміни величини нерівномірності деформації зовнішньої поверхні за рахунок зміни калібрування валків і режиму подачі заготовки. На фіг.1 приведені результати вимірювання профілів поперечних перерізів зовнішньої і внутрішньої поверхні труби проміжного розміру 17*1,9мм, що прокатали по маршруту 30*4мм>17*1,9мм На фіг.2 показані макро- і мікроскладові профілю поперечного перерізу внутрішньої поверхні труби проміжного розміру 17*1,9мм, знайдені за допомогою цифрової фільтрації. Пропонований спосіб здійснюється таким чином. За заздалегідь заданою програмою статистичних досліджень в процесі виробництва труб проводиться відбір трубчастих зразків від прокатаних за заданими режимами. Далі за допомогою щупових приладів, наприклад кругломірів, забезпечених датчиками, здатними оцінювати мікровідхилення, проводиться сканування внутрішньої і зовнішньої поверхні в поперечному напрямі зразків. Потім проводиться обробка вимірювальної інформації, включаючи цифрову фільтрацію, за допомогою якої визначаються значення макро- і мікровідхилень поверхонь. Одержані результати зіставляються із значеннями, обумовленими в технологічних інструкціях. У випадку якщо знайдені значення перевищують граничні величини, або, якщо на внутрішній поверхні зразка виявляють дефект поверхні, аналогічну процедуру проводять в поперечних перерізах по довжині осередку деформації з метою визначення місця зародження дефекту. На ділянці зародження дефекту визначають передавальну функцію між відхиленнями поперечних перерізів зовнішнього і зовнішнього контура і на її основі визначають величину, що вимагається для коректування нерівномірності деформації зовнішнього контуру у відповідному перерізі. Коректування технологічного процесу проводять шляхом зменшення величини подачі заготовки або зміни розвалу рівчака калібрів. Пропонований спосіб випробуваний при виготовленні труб розміром 9,1*0,7мм із сплаву ZrlNb. 5 Як заготовку використовували пресовані труби, які в три проходи прокатували на готовий розмір. На фіг.1 приведені результати вимірювання профілів поперечних перерізів зовнішньої і внутрішньої поверхні труби проміжного розміру 17*1,9мм, що прокатана по маршруту 30*4мм>17*1,9мм Макро- і мікроскладові профілю поперечного перерізу внутрішньої поверхні труби проміжного розміру 17*1,9мм, знайдені за допомогою цифрової фільтрації, показані на фіг.2 (темні лінії - мікровідхилення, світла крива - макровідхилення). Результати, наведені на цих малюнках, свідчать про те, що а) огинаючі екстремальних значень мікровідхилень внутрішньої поверхні корелюють з її макровідхиленнями; б) існує взаємозв'язок між макровідхиленнями внутрішньої і зовнішньої поверхнями. Для визначення параметрів передавальної функції використовували наступний алгоритм: - відхилення профілю поперечного перерізу зовнішньої поверхні описується сигналом u(t), де t=1, 2...n; - відхилення профілю поперечного перерізу внутрішньої поверхні описується сигналом y(t), де t=1, 2...n; - зв'язок між вхідним і вихідним сигналами описується наступним рівнянням: y(t)=G(q)∙u(t)+v(t) Комп’ютерна верстка А. Рябко 15782 6 де q - оператор зсуву, G(q) - передавальна функція. За допомогою цього алгоритму було встановлено, що в процесі прокатки на внутрішній поверхні труб унаслідок нерівномірності переміщення зовнішнього контуру утворилися відхилення з амплітудою в межах до 0,22 амплітуд відхилень зовнішнього профілю. Одночасно на внутрішній поверхні через нерівномірність переміщень виникли мікровідхилення. Слідуючи цій закономірності, для виключення утворення макро- і мікровідхилень внутрішньої поверхні необхідно було забезпечити зменшення відхилень зовнішнього профілю. Такий ефект був досягнутий в процесі дослідних прокаток труб за рахунок обмеження величини подачі в 2-3 рази або зменшення величини розвалу рівчака калібру по всій довжині осередку деформації в середньому на 30-40%. В результаті були виключені подовжні мікротріщини і досягнутий мікрорельєф з показником Ra на рівні приблизно 0,25, а по найближчому з аналогів на внутрішній поверхні виготовлених труб спостерігалися подовжні дефекти і Ra складало приблизно 1,5мкм. Таким чином, вживання пропонованого способу в порівнянні з найближчим з аналогів забезпечує підвищення якості труб відповідального призначення, у тому числі зниження характеристик мікрорельєфу внутрішньої поверхні в 2-3 рази. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of the pipes from high-alloy steels and alloys
Автори англійськоюVakhrusheva Vira Serhiivna, Kuznetsov Yevhenii Dmytrovych
Назва патенту російськоюСпособ изготовления труб из высоколегированных сталей и сплавов
Автори російськоюВахрушева Вера Сергеевна, Кузнецов Евгений Дмитривич
МПК / Мітки
МПК: B21B 21/00
Мітки: сталей, сплавів, виготовлення, спосіб, труб, високолегованих
Код посилання
<a href="https://ua.patents.su/3-15782-sposib-vigotovlennya-trub-z-visokolegovanikh-stalejj-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб з високолегованих сталей і сплавів</a>
Спосіб виготовлення холоднодеформованих труб малих діаметрів з високолегованих сталей та сплавів
Номер патенту: 31195
Опубліковано: 15.12.2000
Автори: Усенко Анатолій Павлович, Вахрушева Віра Сергіївна, Блощинський Григорій Павлович, Лезінська Олена Яківна, Ковальова Лариса Григорівна
МПК: B21B 21/00, B21C 37/06
Мітки: спосіб, виготовлення, сталей, труб, високолегованих, малих, діаметрів, холоднодеформованих, сплавів
Текст:
...основної маси включень до внутрішньої стінки полого зливку; які потім видаляють механічною обробкою. Крім того*, проробка литої структури пресуванням забезпечує повну та однорідну рекрісталізацію'» а тобто однорідну зерен^у структуру металу трубної заготовки перед холодною роликовою прокаткою, а електрохімобробка сприяє одержанню потрібної для подальшої роликової прокатки якості поверхні. Причому, виготовлення відцентровим виливанням...
Спосіб виготовлення холоднодеформованих труб з високолегованих сталей та сплавів
Номер патенту: 31194
Опубліковано: 15.12.2000
Автори: Усенко Анатолій Павлович, Ярошенко Наталія Вікторівна, Попов Марат Васильович, Лезінська Олена Яківна, Вахрушева Віра Сергіївна, Герасимов Валерій Георгійович, Кореняк Юрій Костянтинович
МПК: B21B 21/00, B21C 37/06
Мітки: холоднодеформованих, сплавів, спосіб, сталей, труб, виготовлення, високолегованих
Текст:
...частково розчиняться, або рівномірно перерозподіляться у процесі послідугочого гомогенізуючого відпалу . При цьому основна маса включень виводиться послідуючою механіч ною сбробкою з вказаними товсшнами шарів . Крім того, проробка литої структури при послідовному накопиченні обтисків при холод ній деформації, складає на першему проході 25-35 % І не менш 60% за два перших проходи, забезпечує повну та однорідну рекристалізацію при послідуючій...
Спосіб виготовлення труб з високолегованих сталей та сплавів
Номер патенту: 18726
Опубліковано: 25.12.1997
Автори: Царьков Олексій Костянтинович, Напханько Ігор Миколайович, Притоманов Олексій Євгеньєвич, Ціпер Євгеній Михайлович, Медведєв Михайло Іванович, Крихта Валерій Петрович, Блощинський Григорій Павлович, Шперлін Павло Ілліч
МПК: B21C 23/02
Мітки: сталей, труб, виготовлення, сплавів, спосіб, високолегованих
Формула / Реферат:
Способ изготовления труб из высоколегированных сталей и сплавов, включающий нагрев заготовки до температуры 1130-1180°С, нанесение стеклосмазки, получение полой гильзы на вертикальном гидравлическом прессе, подогрев гильзы, нанесение стеклосмазки и последующее прессование на трубопрофильном прессе, отличающийся тем, что прессование труб производят с коэффициентом вытяжки 3-18 в диапазоне температур 0,88-0,91 температуры оплавления границ...
Спосіб виготування труб та виробів з високолегованих сплавів на основі заліза, нікелю, кобальту
Номер патенту: 9381
Опубліковано: 30.09.1996
Автори: Блощинський Григорій Павлович, Васюченко Валентина Євгеньєвна, Демідік Олександр Миколайович, Сотник Олександр Андрійович, Притоманов Олексій Євгеньєвич, Данченко Олена Андрійовна, Іванова Інна Іванівна, Федорченко Іван Михайлович, Чорний Дмитро Юлієвич, Дяченко Валентина Трофимівна
МПК: B22F 5/12, B22F 3/15, B22F 3/00, B22F 3/14
Мітки: нікелю, кобальту, сплавів, основі, високолегованих, виготування, виробів, труб, спосіб, заліза
Формула / Реферат:
Способ изготовления труб и изделий из высоколегированных сплавов на основе железа, никеля и кобальта, включающий подготовку заготовки в виде капсулы, заполнение ее смесью порошков, вакуумирование, герметизацию, нагрев, прессование, удаление остатков капсулы, отличающийся тем, что, с целью повышения качества, перед заполнением капсулы смесь порошков формуют в полый стержень плотностью 60-80% и отжигают при 600-700°С в течение 2 ч в среде...
Розчин для травлення високолегованих сталей і сплавів
Номер патенту: 19344
Опубліковано: 25.12.1997
Автори: Бежан Зоя Миколаївна, Фельдман Вячеслав Євгенович, Ракітіна Віра Миколаївна, Латишева Лариса Васильовна
МПК: G01N 17/00
Мітки: розчин, сплавів, травлення, сталей, високолегованих
Формула / Реферат:
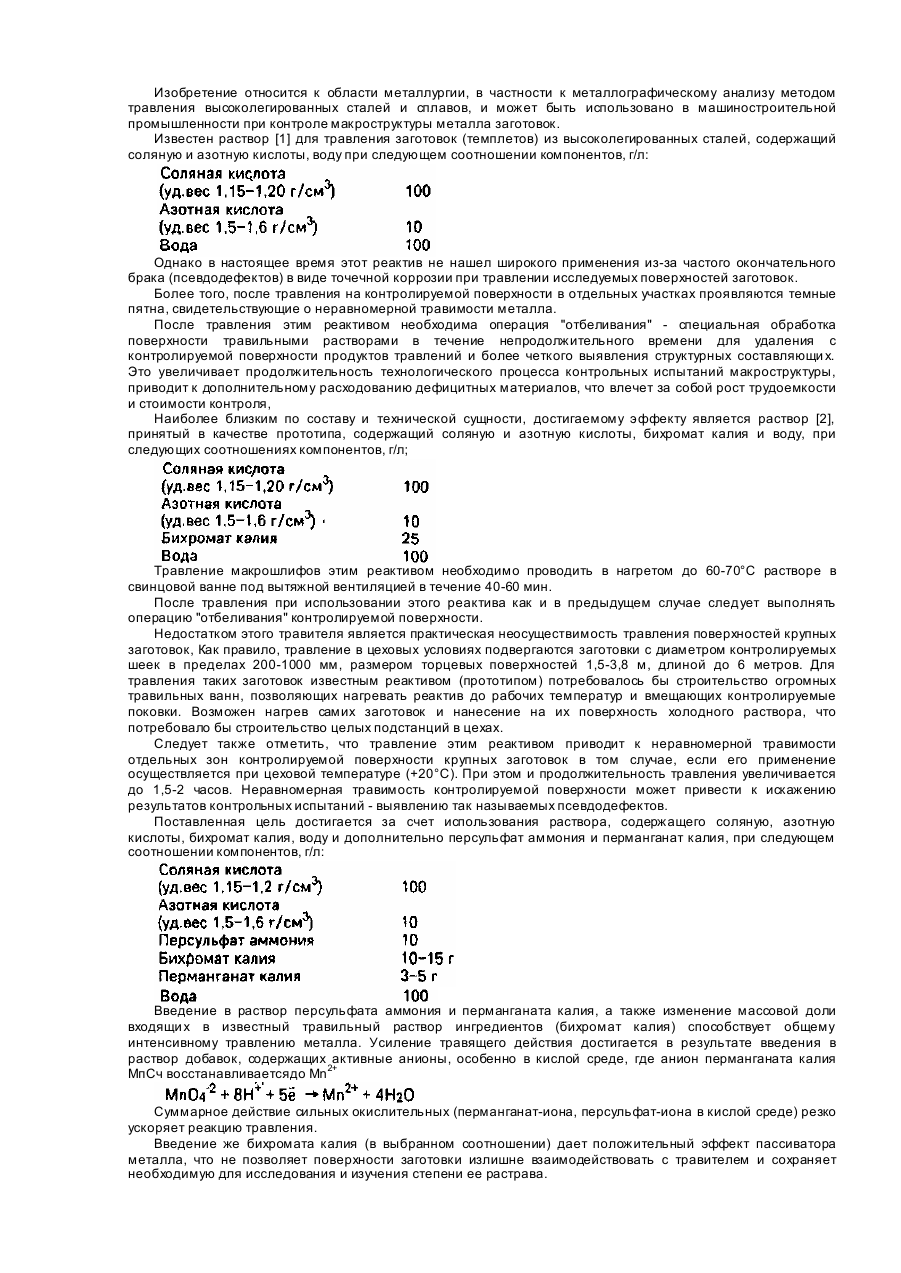
Раствор для травления высоколегированных сталей и сплавов, содержащий азотную и соляную кислоты, бихромат калия и воду, отличающийся тем, что он дополнительно содержит персульфат аммония и перманганат калия при следующем соотношении компонентов, г/л:
Попередній патент: Спосіб моделювання хронічного гепатиту с
Наступний патент: Спосіб хірургічного лікування хворих на туберкульоз легень
Випадковий патент: Теплообмінний блок теплоутилізатора