Оправка для обробки отворів під нарізку різі
Номер патенту: 16598
Опубліковано: 15.08.2006
Автори: Карпусь Владислав Євгенович, Міненко Дем'ян Олександрович
Формула / Реферат
Оправка для обробки отворів під нарізку різі, що має штангу, підтиснуту пружиною, і гільзу, з встановленою в ній кондукторною втулкою, яка відрізняється тим, що кондукторна втулка, яка встановлена з можливістю обертання та осьового переміщення, має різальну частину, аналогічну різальній частині зенківки.
Текст
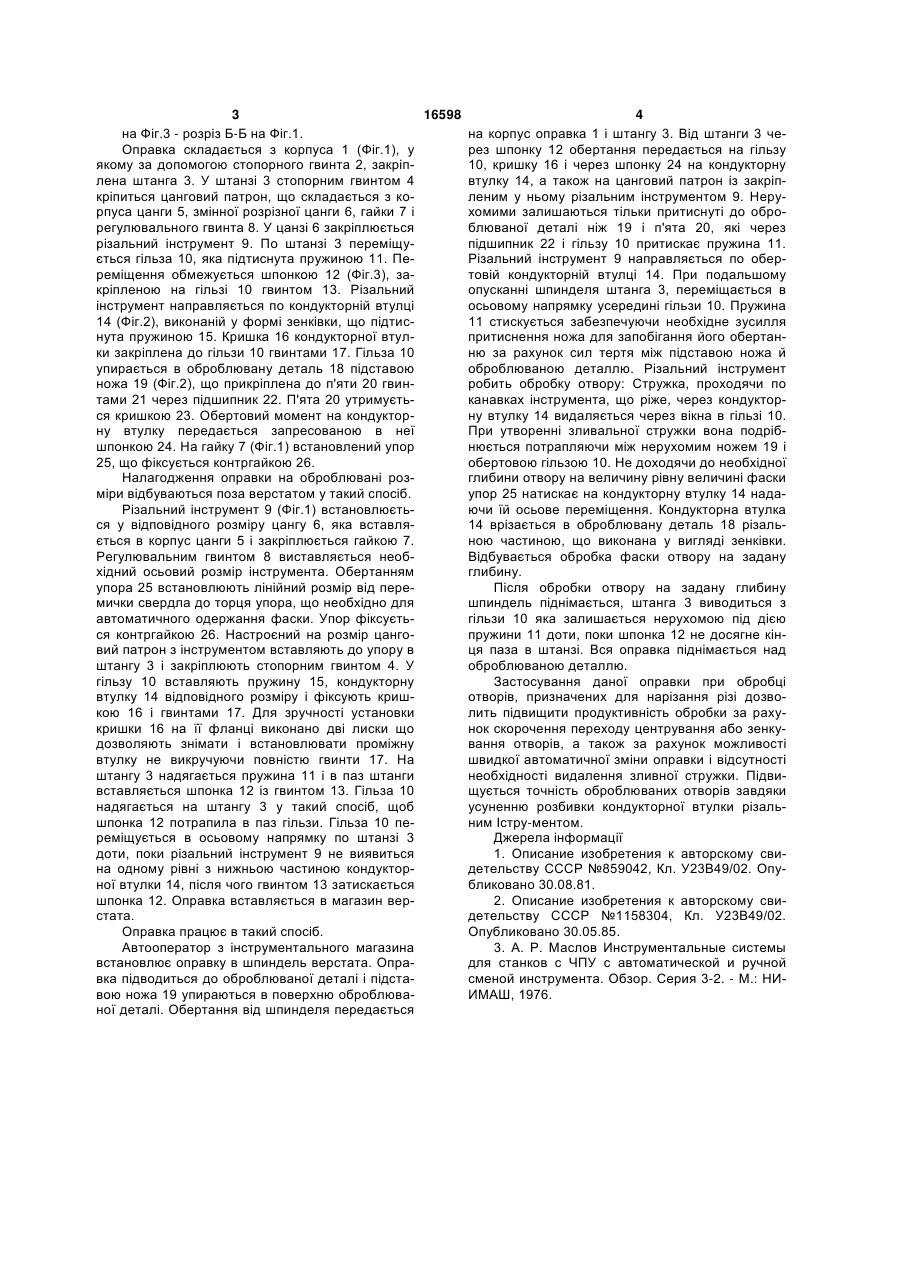
Оправка для обробки отворів під нарізку різі, що має штангу, підтиснуту пружиною, і гільзу, з встановленою в ній кондукторною втулкою, яка відрізняється тим, що кондукторна втулка, яка встановлена з можливістю обертання та осьового переміщення, має різальну частину, аналогічну різальній частині зенківки. (19) (21) u200601821 (22) 20.02.2006 (24) 15.08.2006 (46) 15.08.2006, Бюл. № 8, 2006 р. (72) Карпусь Владислав Євгенович, Міненко Дем'ян Олександрович (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ "ХАРКІВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" 3 16598 4 на Фіг.3 - розріз Б-Б на Фіг.1. на корпус оправка 1 і штангу 3. Від штанги 3 чеОправка складається з корпуса 1 (Фіг.1), у рез шпонку 12 обертання передається на гільзу якому за допомогою стопорного гвинта 2, закріп10, кришку 16 і через шпонку 24 на кондукторну лена штанга 3. У штанзі 3 стопорним гвинтом 4 втулку 14, а також на цанговий патрон із закріпкріпиться цанговий патрон, що складається з коленим у ньому різальним інструментом 9. Нерурпуса цанги 5, змінної розрізної цанги 6, гайки 7 і хомими залишаються тільки притиснуті до оброрегулювального гвинта 8. У цанзі 6 закріплюється блюваної деталі ніж 19 і п'ята 20, які через різальний інструмент 9. По штанзі 3 переміщупідшипник 22 і гільзу 10 притискає пружина 11. ється гільза 10, яка підтиснута пружиною 11. ПеРізальний інструмент 9 направляється по оберреміщення обмежується шпонкою 12 (Фіг.3), затовій кондукторній втулці 14. При подальшому кріпленою на гільзі 10 гвинтом 13. Різальний опусканні шпинделя штанга 3, переміщається в інструмент направляється по кондукторній втулці осьовому напрямку усередині гільзи 10. Пружина 14 (Фіг.2), виконаній у формі зенківки, що підтис11 стискується забезпечуючи необхідне зусилля нута пружиною 15. Кришка 16 кондукторної втулпритиснення ножа для запобігання його обертанки закріплена до гільзи 10 гвинтами 17. Гільза 10 ню за рахунок сил тертя між підставою ножа й упирається в оброблювану деталь 18 підставою оброблюваною деталлю. Різальний інструмент ножа 19 (Фіг.2), що прикріплена до п'яти 20 гвинробить обробку отвору: Стружка, проходячи по тами 21 через підшипник 22. П'ята 20 утримуєтьканавках інструмента, що ріже, через кондукторся кришкою 23. Обертовий момент на кондукторну втулку 14 видаляється через вікна в гільзі 10. ну втулку передається запресованою в неї При утворенні зливальної стружки вона подрібшпонкою 24. На гайку 7 (Фіг.1) встановлений упор нюється потрапляючи між нерухомим ножем 19 і 25, що фіксується контргайкою 26. обертовою гільзою 10. Не доходячи до необхідної Налагодження оправки на оброблювані розглибини отвору на величину рівну величині фаски міри відбуваються поза верстатом у такий спосіб. упор 25 натискає на кондукторну втулку 14 надаРізальний інструмент 9 (Фіг.1) встановлюєтьючи їй осьове переміщення. Кондукторна втулка ся у відповідного розміру цангу 6, яка вставля14 врізається в оброблювану деталь 18 різальється в корпус цанги 5 і закріплюється гайкою 7. ною частиною, що виконана у вигляді зенківки. Регулювальним гвинтом 8 виставляється необВідбувається обробка фаски отвору на задану хідний осьовий розмір інструмента. Обертанням глибину. упора 25 встановлюють лінійний розмір від переПісля обробки отвору на задану глибину мички свердла до торця упора, що необхідно для шпиндель піднімається, штанга 3 виводиться з автоматичного одержання фаски. Упор фіксуєтьгільзи 10 яка залишається нерухомою під дією ся контргайкою 26. Настроєний на розмір цангопружини 11 доти, поки шпонка 12 не досягне кінвий патрон з інструментом вставляють до упору в ця паза в штанзі. Вся оправка піднімається над штангу 3 і закріплюють стопорним гвинтом 4. У оброблюваною деталлю. гільзу 10 вставляють пружину 15, кондукторну Застосування даної оправки при обробці втулку 14 відповідного розміру і фіксують кришотворів, призначених для нарізання різі дозвокою 16 і гвинтами 17. Для зручності установки лить підвищити продуктивність обробки за рахукришки 16 на її фланці виконано дві лиски що нок скорочення переходу центрування або зенкудозволяють знімати і встановлювати проміжну вання отворів, а також за рахунок можливості втулку не викручуючи повністю гвинти 17. На швидкої автоматичної зміни оправки і відсутності штангу 3 надягається пружина 11 і в паз штанги необхідності видалення зливної стружки. Підвивставляється шпонка 12 із гвинтом 13. Гільза 10 щується точність оброблюваних отворів завдяки надягається на штангу 3 у такий спосіб, щоб усуненню розбивки кондукторної втулки різальшпонка 12 потрапила в паз гільзи. Гільза 10 пеним Істру-ментом. реміщується в осьовому напрямку по штанзі 3 Джерела інформації доти, поки різальний інструмент 9 не виявиться 1. Описание изобретения к авторскому свина одному рівні з нижньою частиною кондуктордетельству СССР №859042, Кл. У23В49/02. Опуної втулки 14, після чого гвинтом 13 затискається бликовано 30.08.81. шпонка 12. Оправка вставляється в магазин вер2. Описание изобретения к авторскому свистата. детельству СССР №1158304, Кл. У23В49/02. Оправка працює в такий спосіб. Опубликовано 30.05.85. Автооператор з інструментального магазина 3. А. Р. Маслов Инструментальные системы встановлює оправку в шпиндель верстата. Опрадля станков с ЧПУ с автоматической и ручной вка підводиться до оброблюваної деталі і підстасменой инструмента. Обзор. Серия 3-2. - М.: НИвою ножа 19 упираються в поверхню оброблюваИМАШ, 1976. ної деталі. Обертання від шпинделя передається 5 Комп’ютерна верстка Н. Лисенко 16598 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for treatment of openings for threads
Автори англійськоюKarpus Vladyslav Yevhenovych
Назва патенту російськоюОправка для обработки отверстий под нарезание резьбы
Автори російськоюКарпусь Владислав Евгеньевич
МПК / Мітки
МПК: B23B 49/00
Мітки: різі, отворів, обробки, нарізку, оправка
Код посилання
<a href="https://ua.patents.su/3-16598-opravka-dlya-obrobki-otvoriv-pid-narizku-rizi.html" target="_blank" rel="follow" title="База патентів України">Оправка для обробки отворів під нарізку різі</a>
Інструмент для обробки отворів
Номер патенту: 7153
Опубліковано: 15.06.2005
Автори: Луців Ігор Володимирович, Мартиненко Володимир Якимович, Вовк Юрій Ярославович
МПК: B23B 51/10
Мітки: інструмент, обробки, отворів
Формула / Реферат:
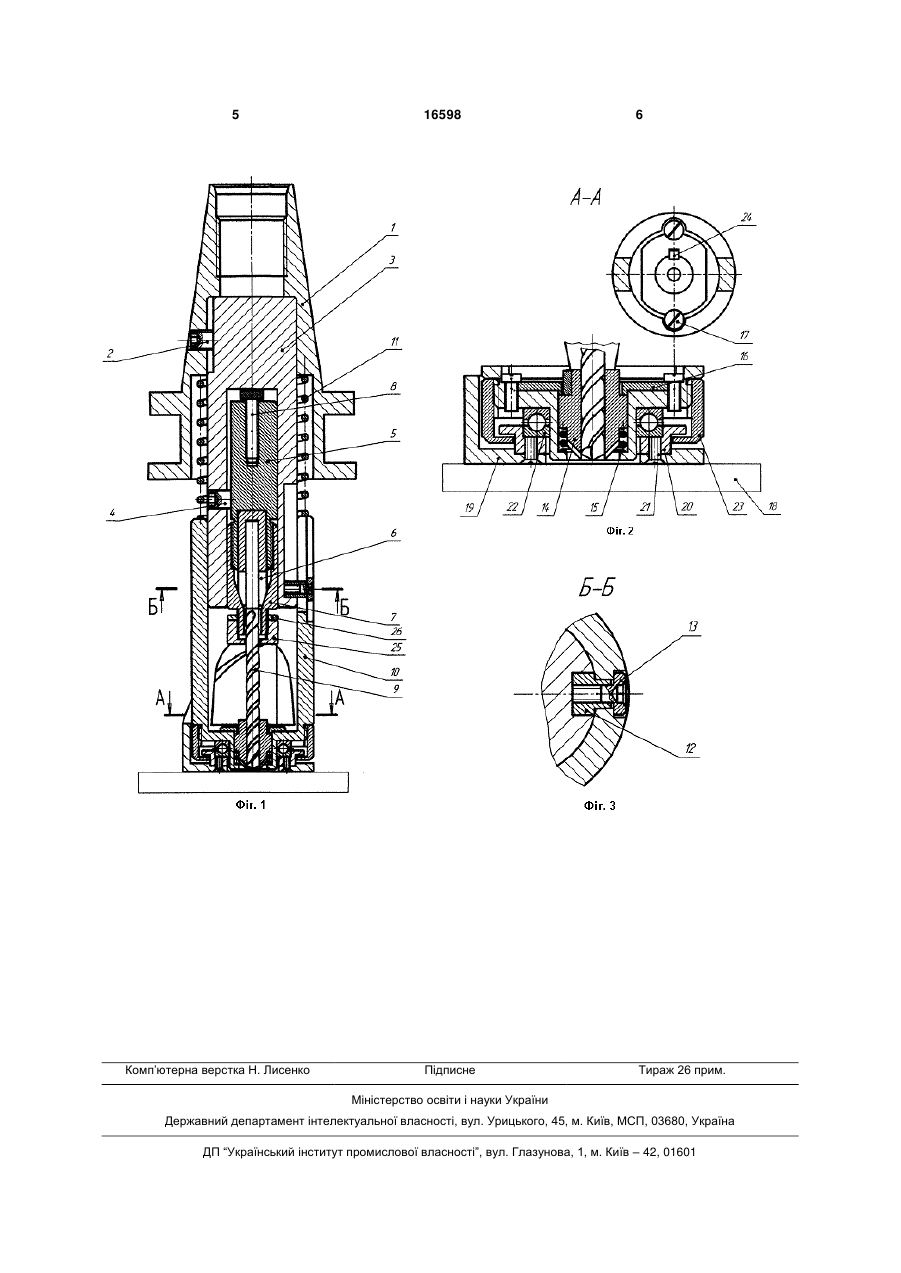
Інструмент для оброки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, з'єднаний з С-подібною пружиною, який відрізняється тим, що на вільних кінцях С-подібної пружини встановлені опорні гвинти.
Оправка для чистової обробки деталей

Номер патенту: 11442
Опубліковано: 15.12.2005
Автори: Білий Микола Павлович, Бабенко Михайло Антонович, Петрусенко Леонід Олександрович, Ковтуненко Володимир Євгенійович, Дарда Юрій Антонович
МПК: B23Q 3/00, B23B 31/00
Мітки: обробки, чистової, деталей, оправка
Формула / Реферат:
Оправка для чистової обробки деталей, що містить корпус із фланцем і розміщений на ньому затискний механізм, виконаний у вигляді розтискної цанги, яка відрізняється тим, що корпус виконаний суцільним у вигляді конуса, розтискна цанга має циліндричну зовнішню поверхню і конічну внутрішню, спряжену із корпусом, при цьому пляма контакту по спряженій поверхні складає не менш ніж 80 %.
Інструмент для обробки отворів
Номер патенту: 62669
Опубліковано: 15.12.2003
Автори: Луців Ігор Володимирович, Вовк Юрій Ярославович
МПК: B23B 51/10
Мітки: інструмент, обробки, отворів
Формула / Реферат:
Інструмент для обробки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, який відрізняється тим, що розточувальний блок, з'єднаний з С-подібною пружиною, встановлений у пазу оправки, причому С-подібна пружина служить опорою розточувального блока.
Розвертка для обробки глибоких отворів
Номер патенту: 71341
Опубліковано: 15.11.2004
Автори: Крепак Олександр Сергійович, Брижан Тетяна Михайлівна
МПК: B23F 21/00
Мітки: обробки, розвертка, отворів, глибоких
Формула / Реферат:
Розвертка для обробки глибоких отворів, що складається з робочої частини, шийки і хвостовика, яка відрізняється тим, що контур робочої частини виконаний у формі конхоїдальної кривої, а шийка виконана у вигляді двох зрізаних конусів, основи яких з'єднані циліндром.
Інструмент для обробки глибоких отворів
Номер патенту: 39366
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаєвич
МПК: B23B 29/00
Мітки: інструмент, обробки, отворів, глибоких
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки , яка має різцетримачі, які установлені діаметрально протилежно з можливостю переміщення відносно геометричної вісі інструмента і несуть різцеві елементи, а також з центрувальної головки та засобів примусового дрібнення стружки, виконаних у вигляді роликів і торцових кулачків, закріплених відповідно на різцетримачах і центрувальній головці, який відрізняється тим, що...
Попередній патент: Спосіб поетапної профілактики сексуальних розладів за лазориком – сербайлом
Наступний патент: Пристрій для контролю ресурсу комутаційних апаратів
Випадковий патент: Пристрій для експрес-діагностики двигуна внутрішнього згоряння