Оправка для обробки отворів
Номер патенту: 16601
Опубліковано: 15.08.2006
Автори: Карпусь Владислав Євгенович, Міненко Дем'ян Олександрович
Формула / Реферат
Оправка для обробки отворів, що має штангу і підтиснуту пружиною гільзу з встановленою в ній кондукторною втулкою, яка відрізняється тим, що оправка оснащена ножем для подрібнення стружки (18), який встановлено нерухомо, а гільза (10), штанга (3) і кондукторна втулка (14) мають можливість обертання разом з різальним інструментом.
Текст
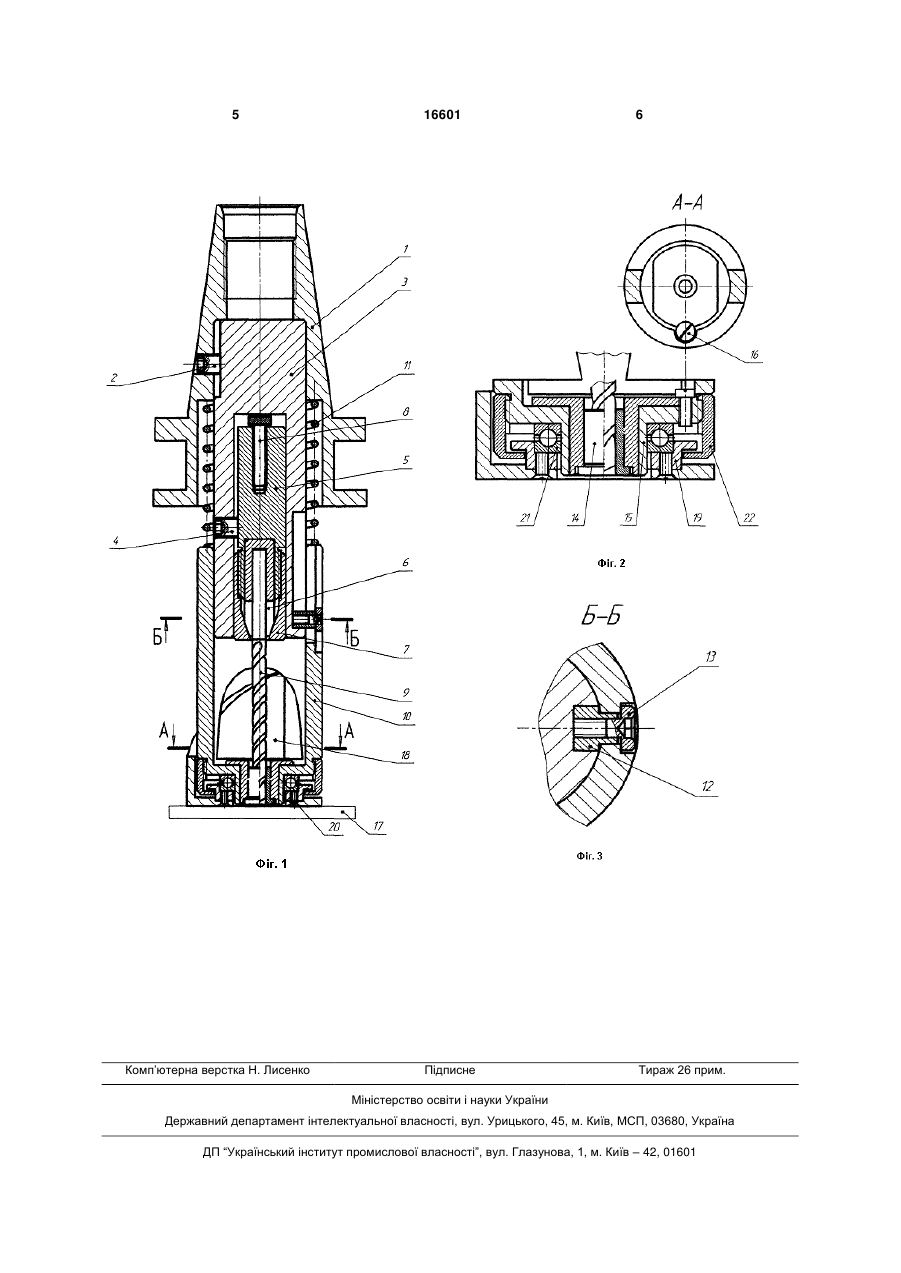
Оправка для обробки отворів, що має штангу і підтиснуту пружиною гільзу з встановленою в ній кондукторною втулкою, яка відрізняється тим, що оправка оснащена ножем для подрібнення струж ки (18), який встановлено нерухомо, а гільза (10), штанга (3) і кондукторна втулка (14) мають можливість обертання разом з різальним інструментом. (19) (21) u200601828 (22) 20.02.2006 (24) 15.08.2006 (46) 15.08.2006, Бюл. № 8, 2006 р. (72) Карпусь Владислав Євгенович, Міненко Дем'ян Олександрович (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ "ХАРКІВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" 3 16601 4 на Фіг.2 - розріз А-А на Фіг.1, роблюваної деталі. Обертання від шпинделя пена Фіг.3 - розріз Б-Б на Фіг.1. редається на корпус оправка 1 і штангу 3. Від Оправка складається з корпуса 1 у якому, за штанги 3 через шпонку 12 обертання передаєтьдопомогою стопорного гвинта 2, закріплена штанся на гільзу 10, проміжну втулку 15 і кондукторну га 3. У штанзі 3 стопорним гвинтом 4 кріпиться втулку 14, а також на цанговий патрон із закріпцанговий патрон, що складається з корпуса цанги леним у ньому різальним інструментом 9. Неру5, змінної розрізної цанги 6, гайки 7 і регулювальхомими залишаються тільки притиснуті до оброного гвинта 8. У цанзі 6 закріплюється різальний блюваної деталі ніж 18 і п'ята 19 які через інструмент 9. По штанзі 3 переміщується гільза завзятий підшипник 21 і гільзу 10 притискає пру10 піджата пружиною 11. Переміщення обмежужина 11. Різальний інструмент 9 направляється ється шпонкою 12, що закріплена на гільзі 10 гвипо обертовій кондукторній втулці 14. При подантом 13. Різальний інструмент направляється по льшому опусканні шпинделя штанга 3, переміщукондукторній втулці 14 ДСТ 18430-73, що запреється в осьовому напрямку усередині гільзи 10, сована в змінну проміжну втулку 15 вставлену в стискується пружина 11 забезпечуючи необхідне гільзу 10. Змінна проміжна втулка 15 закріплена зусилля притиснення ножа для запобігання його до гільзи 10 гвинтом 16. Гільза 10 впирається в обертання за рахунок сил тертя між підставою оброблювану деталь 17 підставою ножа 18, що ножа й оброблюваною деталлю. Різальний інзакріплена до п'яти 19 гвинтами 20, через завзяструмент виконує обробку отвору. Стружка, протий підшипник 21. П'ята 19 утримується кришходячи по канавках інструмента, що ріже, через кою 22. кондукторну втулку 14, віддаляється через вікна в Налагодження оправки на оброблюваний рогільзі 10. При утворенні зливальної стружки вона змір відбуваються поза верстатом у такий спосіб. подрібнюється, потрапляючи між нерухомим ноРізальний інструмент 9 встановлюється у віжем 18 і обертовою гільзою 10. Після обробки дповідного розміру цангу 6 яка вставляється в отвору на задану глибину шпиндель піднімаєтькорпус цанги 5 і закріплюється гайкою 7. Регулюся, штанга З виводиться з гільзи 10 яка залишавальним гвинтом 8 виставляється необхідний ється нерухомою під дією пружини 11 доти поки осьовий розмір інструмента. Налаштований на шпонка 12 не досягне кінця паза в штанзі. Вся розмір цанговий патрон з інструментом вставляоправка віддаляється від оброблюваної деталі. ють до упору в штангу 3 і закріплюють стопорним Застосування даної оправки при обробці гвинтом 4. У гільзу 10 вставляють проміжну втулотворів на багатоцільових верстатах дозволить ку 15 з запресованою в неї кондукторною втулкою підвищити продуктивність обробки за рахунок 14 відповідного розміру. Проміжна втулка затисскорочення переходу центрування отворів, а такається гвинтом 16. Для зручності установки кож за рахунок можливості швидкої автоматичної проміжної втулки 15 на її фланці виконано дві зміни оправка і відсутності необхідності видаленлиски що дозволяють знімати і встановлювати ня зливальної стружки. Дозволить підвищити топроміжну втулку не викручуючи цілком гвинт 16. чність оброблюваних отворів завдяки усуненню На штангу 3 удягається пружина 11 і в паз штанги розбивки кондукторної втулки різальним інструвставляється шпонка 12 з гвинтом 13. Гільза 10 ментом. удягається на штангу 3 у такий спосіб щоб шпонДжерела інформації ка 12 потрапила в паз гільзи. Гільза 10 переміщу1. Описание изобретения к авторскому свиється в осьовому напрямку по штанзі 3 доти, поки детельству СССР №859042, Кл. У23В49/02. Изрізальний інструмент 9 не виявиться на одному дано 30.08.81. рівні з нижньою частиною кондукторної втулки 14, 2. Описание изобретения к авторскому свипісля чого гвинтом 13 затискається шпонка 12. детельству СССР №1158304, Кл. У23В49/02. ИзОправка вставляється в магазин верстата. дано 30.05.85. Оправка працює в такий спосіб. 3. А. Р. Маслов Инструментальные системы Автооператор бере оправку з інструментальдлястанков с ЧПУ с автоматической и ручной ного магазина і встановлює в шпиндель верстасменой инструмента. Обзор. Серия 3-2. - М-: НИта. Оправка підводиться до оброблюваної деталі ИМАШ 1976. і підставою ножа 18 упирається в поверхню об 5 Комп’ютерна верстка Н. Лисенко 16601 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for treatment of openings
Автори англійськоюKarpus Vladyslav Yevhenovych
Назва патенту російськоюОправка для обработки отверстий
Автори російськоюКарпусь Владислав Евгеньевич
МПК / Мітки
МПК: B23B 49/00
Мітки: оправка, отворів, обробки
Код посилання
<a href="https://ua.patents.su/3-16601-opravka-dlya-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Оправка для обробки отворів</a>
Оправка для обробки отворів під нарізку різі
Номер патенту: 16598
Опубліковано: 15.08.2006
Автори: Карпусь Владислав Євгенович, Міненко Дем'ян Олександрович
МПК: B23B 49/00
Мітки: різі, оправка, нарізку, отворів, обробки
Формула / Реферат:
Оправка для обробки отворів під нарізку різі, що має штангу, підтиснуту пружиною, і гільзу, з встановленою в ній кондукторною втулкою, яка відрізняється тим, що кондукторна втулка, яка встановлена з можливістю обертання та осьового переміщення, має різальну частину, аналогічну різальній частині зенківки.
Інструмент для обробки отворів
Номер патенту: 7153
Опубліковано: 15.06.2005
Автори: Луців Ігор Володимирович, Вовк Юрій Ярославович, Мартиненко Володимир Якимович
МПК: B23B 51/10
Мітки: отворів, обробки, інструмент
Формула / Реферат:
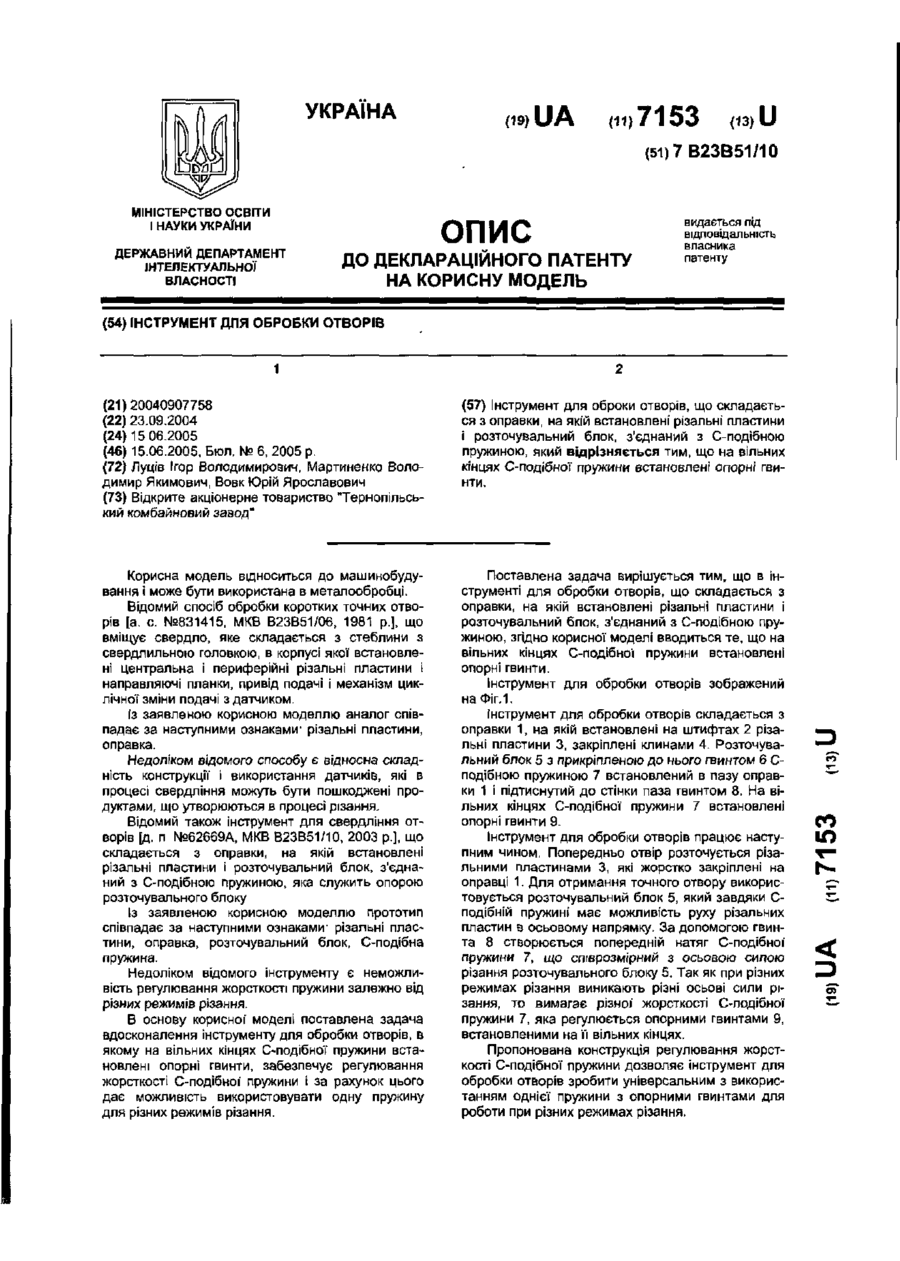
Інструмент для оброки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, з'єднаний з С-подібною пружиною, який відрізняється тим, що на вільних кінцях С-подібної пружини встановлені опорні гвинти.
Інструмент для обробки отворів
Номер патенту: 62669
Опубліковано: 15.12.2003
Автори: Луців Ігор Володимирович, Вовк Юрій Ярославович
МПК: B23B 51/10
Мітки: обробки, інструмент, отворів
Формула / Реферат:
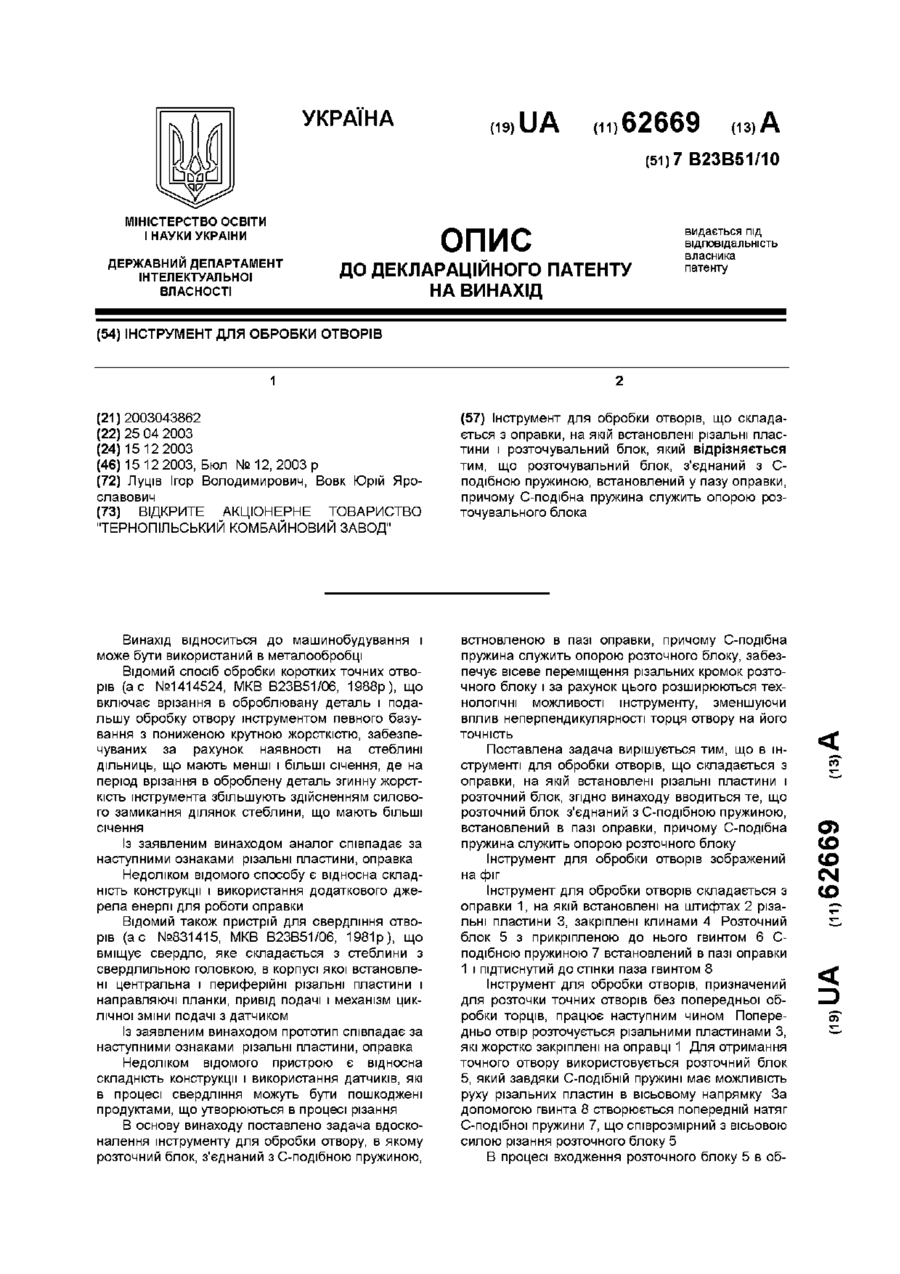
Інструмент для обробки отворів, що складається з оправки, на якій встановлені різальні пластини і розточувальний блок, який відрізняється тим, що розточувальний блок, з'єднаний з С-подібною пружиною, встановлений у пазу оправки, причому С-подібна пружина служить опорою розточувального блока.
Оправка для чистової обробки деталей

Номер патенту: 11442
Опубліковано: 15.12.2005
Автори: Білий Микола Павлович, Бабенко Михайло Антонович, Дарда Юрій Антонович, Петрусенко Леонід Олександрович, Ковтуненко Володимир Євгенійович
МПК: B23B 31/00, B23Q 3/00
Мітки: оправка, обробки, чистової, деталей
Формула / Реферат:
Оправка для чистової обробки деталей, що містить корпус із фланцем і розміщений на ньому затискний механізм, виконаний у вигляді розтискної цанги, яка відрізняється тим, що корпус виконаний суцільним у вигляді конуса, розтискна цанга має циліндричну зовнішню поверхню і конічну внутрішню, спряжену із корпусом, при цьому пляма контакту по спряженій поверхні складає не менш ніж 80 %.
Розвертка для обробки глибоких отворів
Номер патенту: 71341
Опубліковано: 15.11.2004
Автори: Брижан Тетяна Михайлівна, Крепак Олександр Сергійович
МПК: B23F 21/00
Мітки: розвертка, глибоких, отворів, обробки
Формула / Реферат:
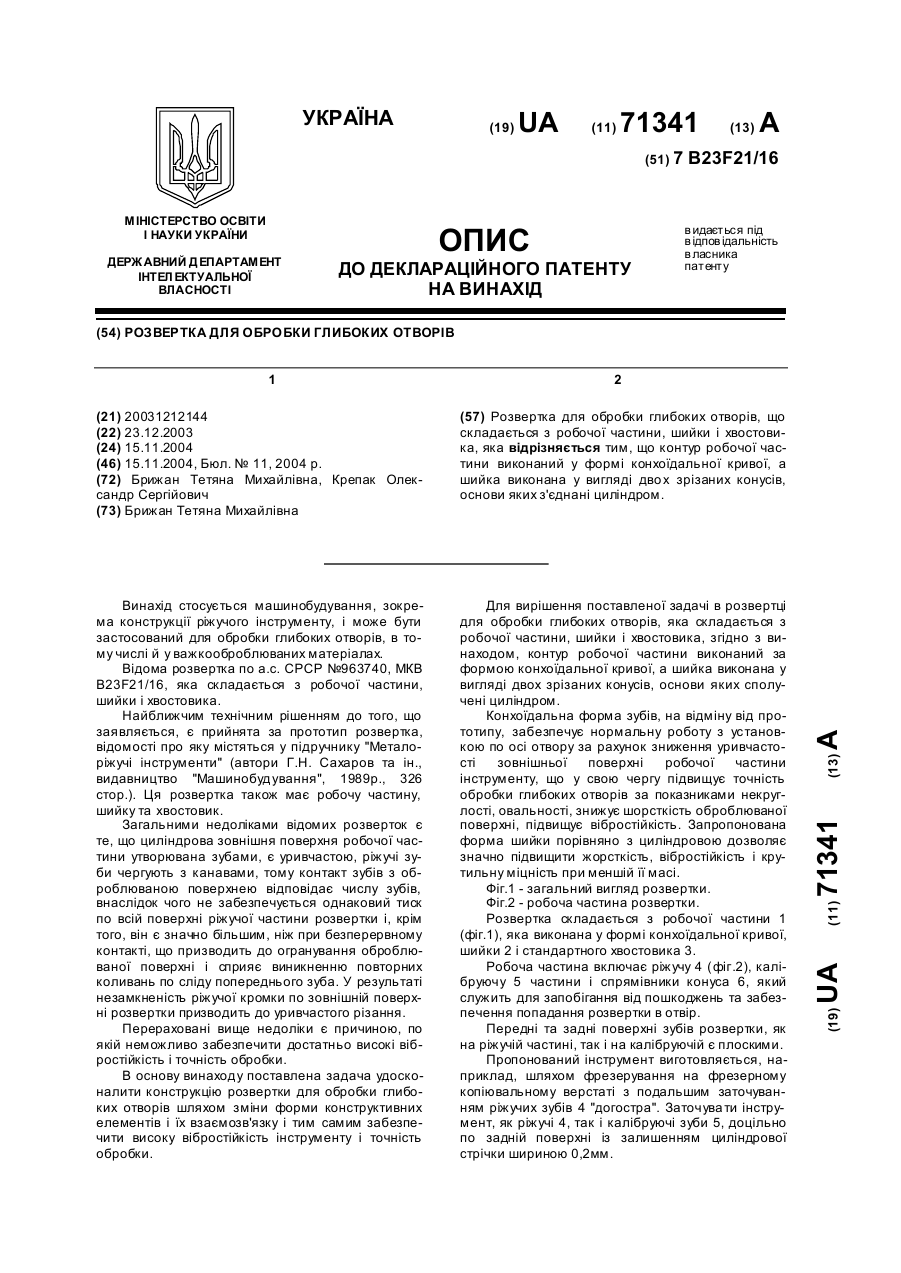
Розвертка для обробки глибоких отворів, що складається з робочої частини, шийки і хвостовика, яка відрізняється тим, що контур робочої частини виконаний у формі конхоїдальної кривої, а шийка виконана у вигляді двох зрізаних конусів, основи яких з'єднані циліндром.
Попередній патент: Пристрій для контролю ресурсу групи повітряних високовольтних вимикачів
Наступний патент: Застосування поліфітолу-1 як детоксиканту при інтоксикації солями свинцю
Випадковий патент: Спосіб очистки відхідних газів каталітичним окисленням газоподібних домішок