Екструзійний пристрій для одержання трубної заготовки з полімерних матеріалів
Номер патенту: 17777
Опубліковано: 20.05.1997
Автори: Кузяев Іван Михайлович, Лисак Артем Леонідович, Лимар Володимир Володимирович, Плошенко Іван Григорович
Формула / Реферат
1. Экструзионное устройство для получения трубной заготовки из полимерных материалов, содержащее экструдер, формующую головку, включающую корпус и дорн, калибр, состоящий из внутреннего и наружного калибрующего элемента, отличающееся тем, что на выходе дорна и в калибре оно содержит спиральную насадку, а на внутреннем калибрующем элементе выполнены пазы.
2. Экструзионное устройство по п. 1, отличающееся тем, что внутренний калибрующий элемент и спиральная насадка выполнены с возможностью вращения в противоположные стороны, причем внутренняя поверхность спиральной насадки установлена с зазором по отношению к наружной поверхности внутреннего калибрующего элемента.
Текст
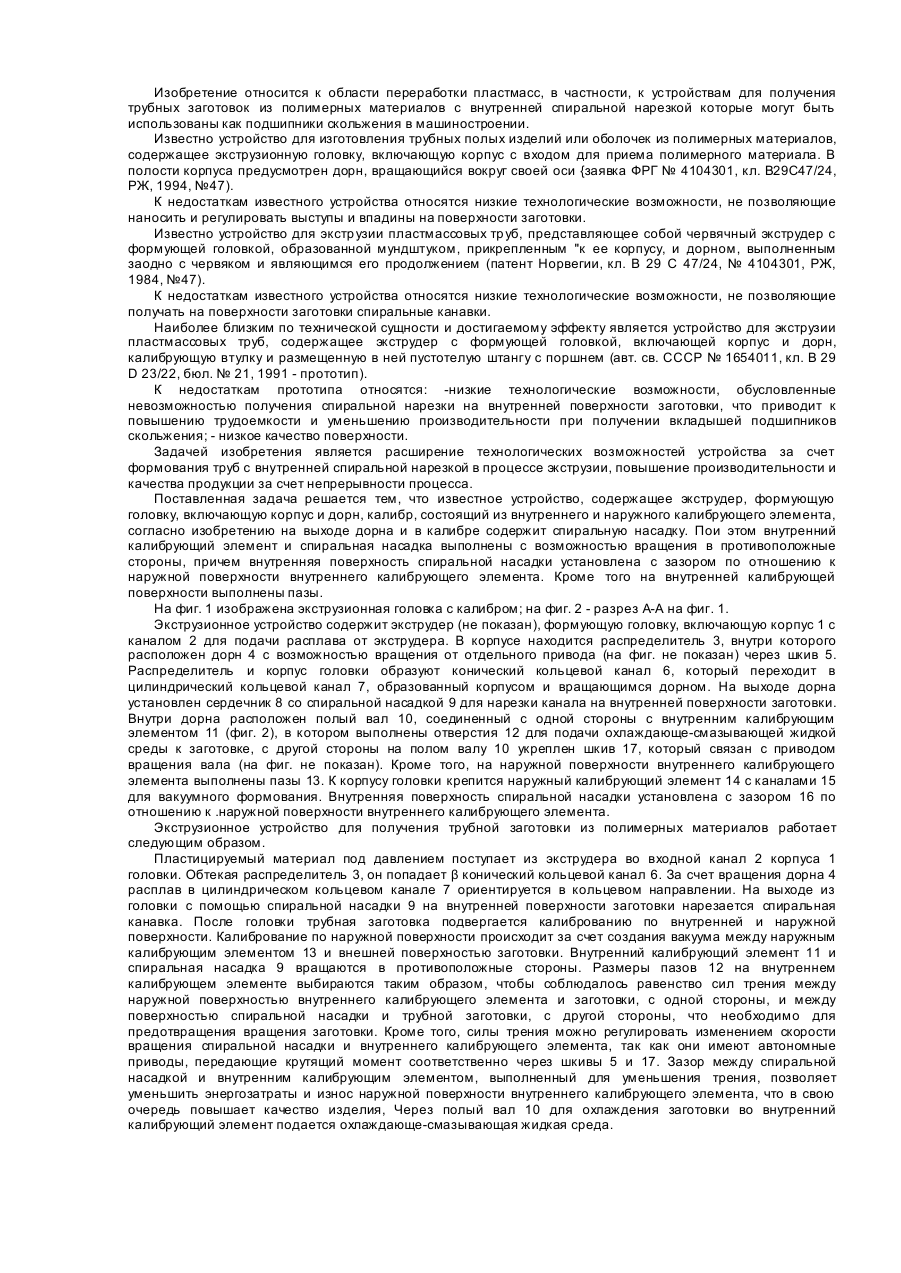
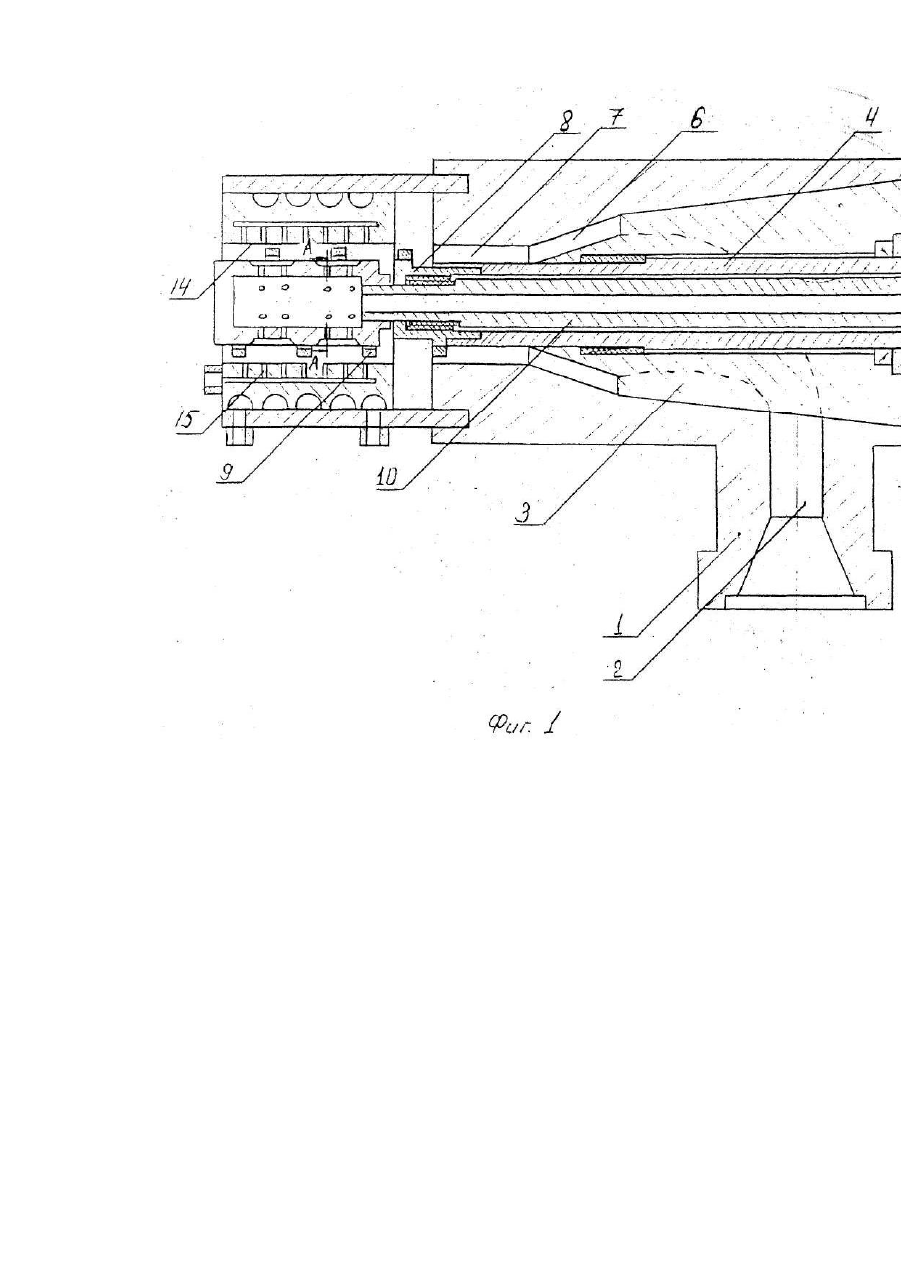
Изобретение относится к области переработки пластмасс, в частности, к устройствам для получения трубных заготовок из полимерных материалов с внутренней спиральной нарезкой которые могут быть использованы как подшипники скольжения в машиностроении. Известно устройство для изготовления трубных полых изделий или оболочек из полимерных материалов, содержащее экструзионную головку, включающую корпус с входом для приема полимерного материала. В полости корпуса предусмотрен дорн, вращающийся вокруг своей оси {заявка ФРГ № 4104301, кл. В29С47/24, РЖ, 1994, №47). К недостаткам известного устройства относятся низкие технологические возможности, не позволяющие наносить и регулировать выступы и впадины на поверхности заготовки. Известно устройство для экстр узии пластмассовых тр уб, представляющее собой червячный экструдер с формующей головкой, образованной мундштуком, прикрепленным "к ее корпусу, и дорном, выполненным заодно с червяком и являющимся его продолжением (патент Норвегии, кл. В 29 С 47/24, № 4104301, РЖ, 1984, №47). К недостаткам известного устройства относятся низкие технологические возможности, не позволяющие получать на поверхности заготовки спиральные канавки. Наиболее близким по технической сущности и достигаемому эффекту является устройство для экструзии пластмассовых труб, содержащее экструдер с формующей головкой, включающей корпус и дорн, калибрующую втулку и размещенную в ней пустотелую штангу с поршнем (авт. св. СССР № 1654011, кл. В 29 D 23/22, бюл. № 21, 1991 - прототип). К недостаткам прототипа относятся: -низкие технологические возможности, обусловленные невозможностью получения спиральной нарезки на внутренней поверхности заготовки, что приводит к повышению трудоемкости и уменьшению производительности при получении вкладышей подшипников скольжения; - низкое качество поверхности. Задачей изобретения является расширение технологических возможностей устройства за счет формования труб с внутренней спиральной нарезкой в процессе экструзии, повышение производительности и качества продукции за счет непрерывности процесса. Поставленная задача решается тем, что известное устройство, содержащее экструдер, формующую головку, включающую корпус и дорн, калибр, состоящий из внутреннего и наружного калибрующего элемента, согласно изобретению на выходе дорна и в калибре содержит спиральную насадку. Пои этом внутренний калибрующий элемент и спиральная насадка выполнены с возможностью вращения в противоположные стороны, причем внутренняя поверхность спиральной насадки установлена с зазором по отношению к наружной поверхности внутреннего калибрующего элемента. Кроме того на внутренней калибрующей поверхности выполнены пазы. На фиг. 1 изображена экструзионная головка с калибром; на фиг. 2 - разрез А-А на фиг. 1. Экструзионное устройство содержит экструдер (не показан), формующую головку, включающую корпус 1 с каналом 2 для подачи расплава от экструдера. В корпусе находится распределитель 3, внутри которого расположен дорн 4 с возможностью вращения от отдельного привода (на фиг. не показан) через шкив 5. Распределитель и корпус головки образуют конический кольцевой канал 6, который переходит в цилиндрический кольцевой канал 7, образованный корпусом и вращающимся дорном. На выходе дорна установлен сердечник 8 со спиральной насадкой 9 для нарезки канала на внутренней поверхности заготовки. Внутри дорна расположен полый вал 10, соединенный с одной стороны с внутренним калибрующим элементом 11 (фиг. 2), в котором выполнены отверстия 12 для подачи охлаждающе-смазывающей жидкой среды к заготовке, с другой стороны на полом валу 10 укреплен шкив 17, который связан с приводом вращения вала (на фиг. не показан). Кроме того, на наружной поверхности внутреннего калибрующего элемента выполнены пазы 13. К корпусу головки крепится наружный калибрующий элемент 14 с каналами 15 для вакуумного формования. Внутренняя поверхность спиральной насадки установлена с зазором 16 по отношению к .наружной поверхности внутреннего калибрующего элемента. Экструзионное устройство для получения трубной заготовки из полимерных материалов работает следующим образом. Пластицируемый материал под давлением поступает из экструдера во входной канал 2 корпуса 1 головки. Обтекая распределитель 3, он попадает β конический кольцевой канал 6. За счет вращения дорна 4 расплав в цилиндрическом кольцевом канале 7 ориентируется в кольцевом направлении. На выходе из головки с помощью спиральной насадки 9 на внутренней поверхности заготовки нарезается спиральная канавка. После головки трубная заготовка подвергается калиброванию по внутренней и наружной поверхности. Калибрование по наружной поверхности происходит за счет создания вакуума между наружным калибрующим элементом 13 и внешней поверхностью заготовки. Внутренний калибрующий элемент 11 и спиральная насадка 9 вращаются в противоположные стороны. Размеры пазов 12 на внутреннем калибрующем элементе выбираются таким образом, чтобы соблюдалось равенство сил трения между наружной поверхностью внутреннего калибрующего элемента и заготовки, с одной стороны, и между поверхностью спиральной насадки и трубной заготовки, с другой стороны, что необходимо для предотвращения вращения заготовки. Кроме того, силы трения можно регулировать изменением скорости вращения спиральной насадки и внутреннего калибрующего элемента, так как они имеют автономные приводы, передающие крутящий момент соответственно через шкивы 5 и 17. Зазор между спиральной насадкой и внутренним калибрующим элементом, выполненный для уменьшения трения, позволяет уменьшить энергозатраты и износ наружной поверхности внутреннего калибрующего элемента, что в свою очередь повышает качество изделия, Через полый вал 10 для охлаждения заготовки во внутренний калибрующий элемент подается охлаждающе-смазывающая жидкая среда.
ДивитисяДодаткова інформація
Назва патенту англійськоюExtrusion device for producing pipe billet from polymeric materials
Автори англійськоюKuziaev Ivan Mykhailovych, Lysak Artem Leonidovych, Lymar Volodymyr Volodymyrovych
Назва патенту російськоюЭкструзионное устройство для получения трубной заготовки из полимерных материалов
Автори російськоюКузяев Иван Михайлович, Лысак Артем Леонидович, Лымар Владимир Владимирович
МПК / Мітки
МПК: B29C 47/20, B29D 23/24
Мітки: полімерних, пристрій, трубної, матеріалів, екструзійний, одержання, заготовки
Код посилання
<a href="https://ua.patents.su/3-17777-ekstruzijjnijj-pristrijj-dlya-oderzhannya-trubno-zagotovki-z-polimernikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Екструзійний пристрій для одержання трубної заготовки з полімерних матеріалів</a>
Пристрій для змішування та пластикації полімерних матеріалів
Номер патенту: 14948
Опубліковано: 04.03.1997
Автори: Лимар Володимир Володимирович, Кузяєв Іван Михайлович, Плошенко Іван Григорович, Руденко Дмитро Володимирович
Мітки: пластикації, змішування, полімерних, пристрій, матеріалів
Формула / Реферат:
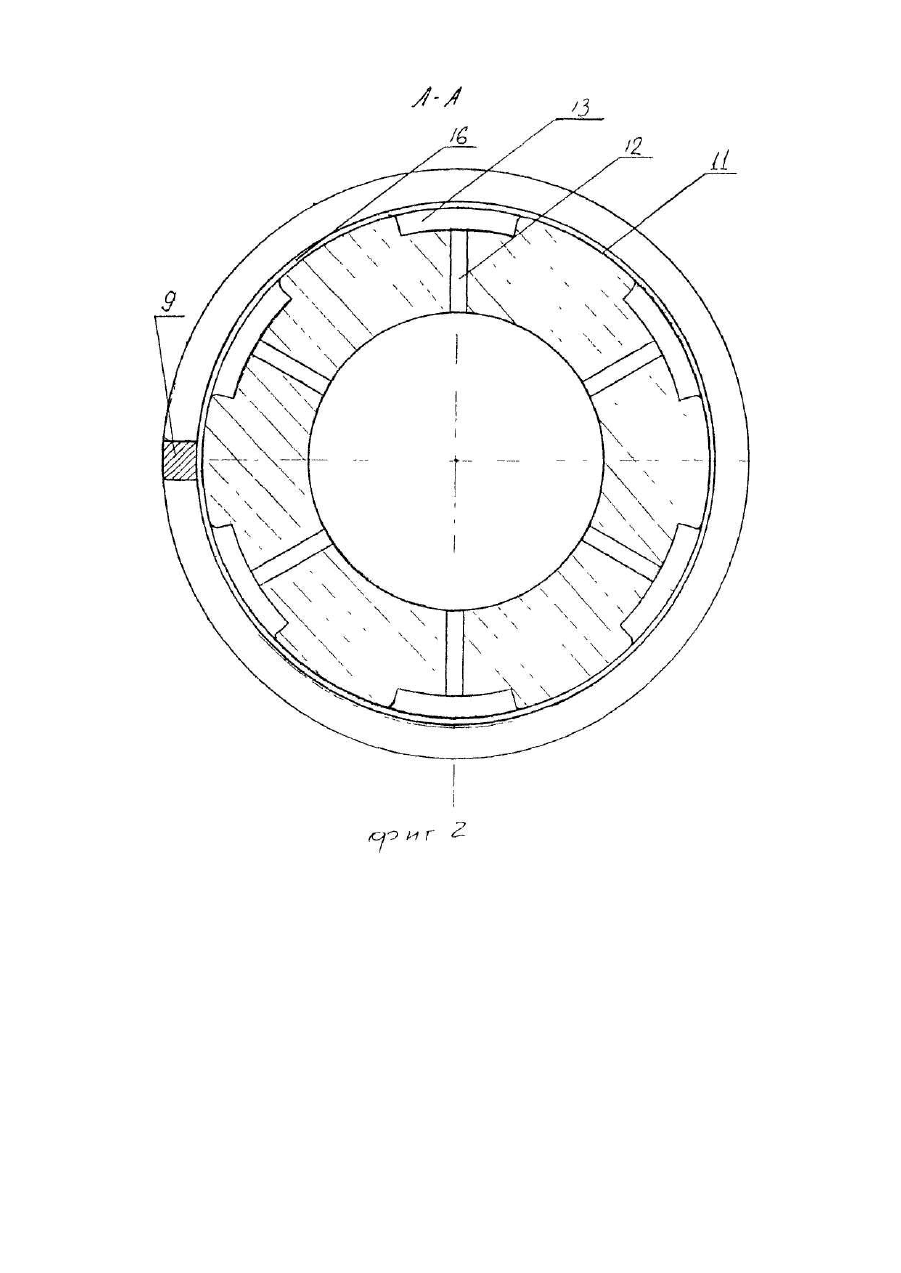
1. Устройство для смешивания и пластикации полимерных материалов, содержащее корпус с выходным отверстием, внутри которого закреплен статор, выполненный в вида гильзы с пазами, шнек с закрепленным на конце ротором, на наружной поверхности которого выполнены продольные пазы, отличающееся тем, что лазы ротора выполнены уменьшающимися вдоль оси червяка по высоте и ширине от конца червячной нарезки к выходному отверстию, при этом профиль пазов на...
Пристрій для різання полімерних матеріалів
Номер патенту: 11619
Опубліковано: 25.12.1996
Автори: Рубан Віктор Олександрович, Звєрєв Михайло Федорович, Гладков Юрій Олексійович, Абрамсон Володимир Ілліч, Пісковатський Віктор Сергійович
МПК: B29B 11/00
Мітки: матеріалів, пристрій, полімерних, різання
Формула / Реферат:
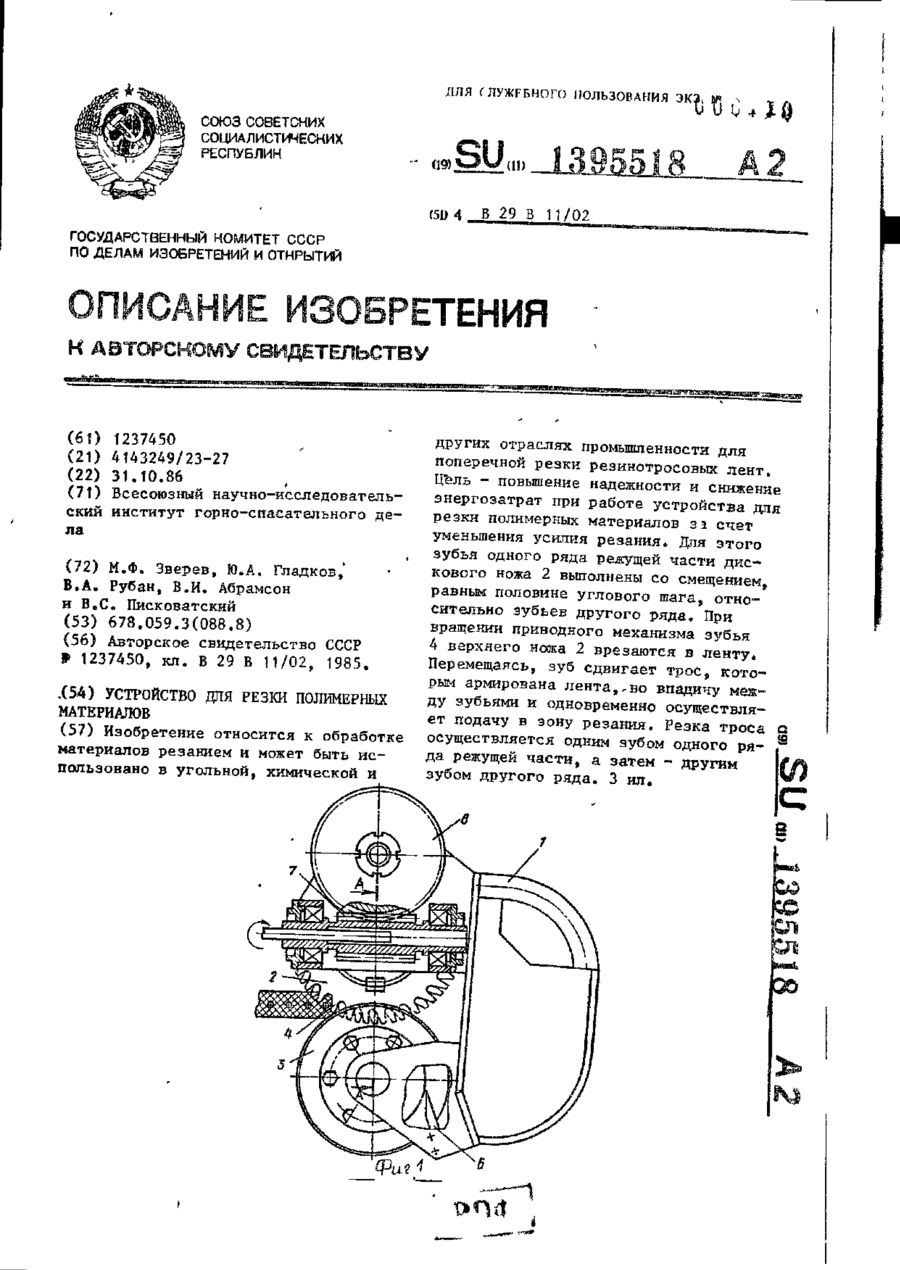
Устройство для резки полимерных материалов по авт. св. № 1237450, отличающееся тем, что, с целью повышения надежности и снижения энергозатрат за счет уменьшения усилия резания, зубья одного ряда режущей части дискового ножа расположены со смещением относительно зубьев другого ряда на величину, равную половине их углового шага.
Пристрій для здрібнення переважно відходів полімерних матеріалів
Номер патенту: 11499
Опубліковано: 25.12.1996
Автори: Уманський Микола Аронович, Зверлін Валерій Григорович
МПК: B29B 17/04
Мітки: матеріалів, полімерних, здрібнення, переважно, відходів, пристрій
Формула / Реферат:
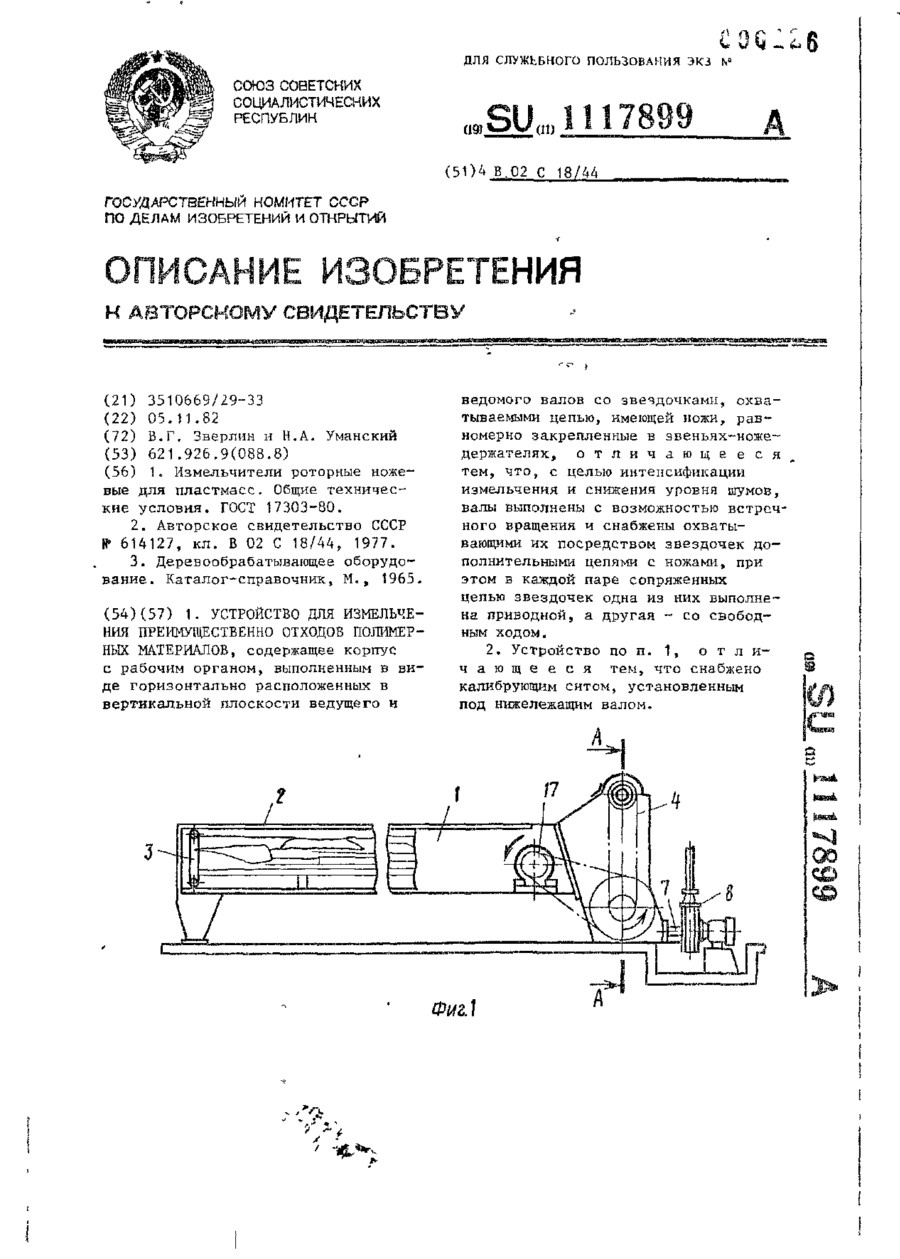
1 .Устройство для измельчения преимущественно отходов полимерных материалов, содержащее корпус с рабочим органом, выполненным в виде горизонтально расположенных в вертикальной плоскости ведущего и ведомого валов со звездочками, охватываемыми цепью, имеющей ножи, равномерно закрепленные в звеньях-ножедержателях, отличающееся тем, что, с целью интенсификации измельчения и снижения уровня шумов, валы выполнены с возможностью встречного...
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Мардупенко Валентина Петрівна, Зінченко Анатолій Іванович
МПК: B29C 37/00
Мітки: матеріалів, механічної, пристрій, полімерних, деталей, обробки
Формула / Реферат:
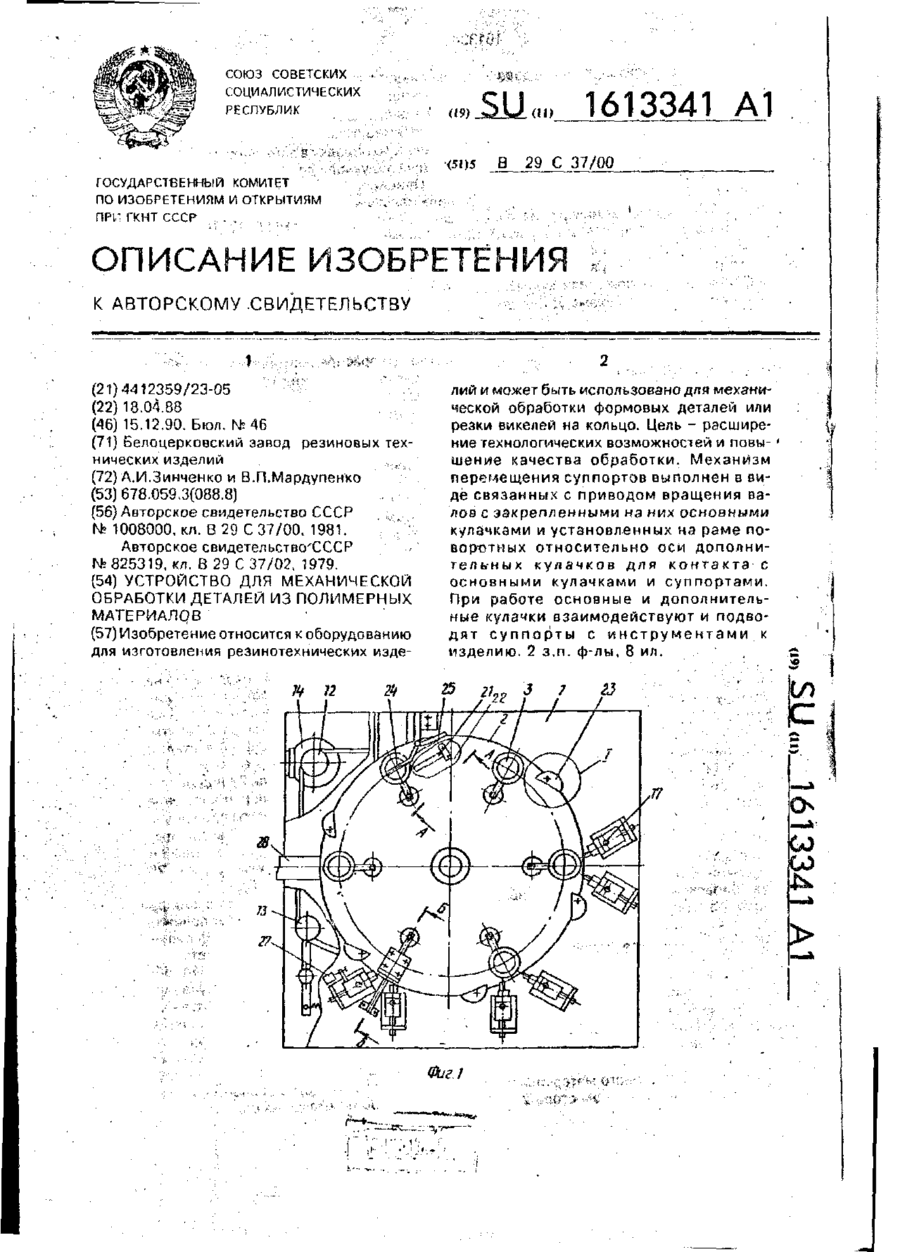
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Підшипник ковзання
Номер патенту: 13029
Опубліковано: 28.02.1997
Автори: Копак Надія Петрівна, Копак Мирослав Петрович
МПК: F16C 33/26
Формула / Реферат:
Подшипник скольжения, содержащий корпус в виде цилиндрической спиральной пружины с плотно закрепленными по торцу витками с внутренней рабочей и наружной опорной поверхностями, отличающийся тем, что он снабжен проволокой в виде цилиндрической спирали, спиральная пружина выполнена с поперечным сечением в виде трапеции, большее основание которой размещено со стороны рабочей поверхности, на торцах витков спиральной пружины выполнены радиальные...
Попередній патент: Пристрій для закріплення мішеней
Наступний патент: Спосіб відбору жаростійких форм зернових культур
Випадковий патент: Віброізолятор