Спосіб виготовлення шнурків
Номер патенту: 17798
Опубліковано: 20.05.1997
Автори: Лопаткіна Світлана Вікторівна, Оленіч Лариса Миколаївна, Остапенко Людмила Іванівна, Кіріченко Борис Григорович
Формула / Реферат
Способ изготовления шнурков, включающий подачу шнура и его закрепление, смачивание клеящим раствором, формование наконечников, их порезку, подсчет и удаление готовых изделий, отличающийся тем, что перед подачей и закреплением шнура, последний предварительно разматывают, производят его отбраковку и собирают в накопителе, а готовые шнурки загружают и упаковывают в тару.
Текст
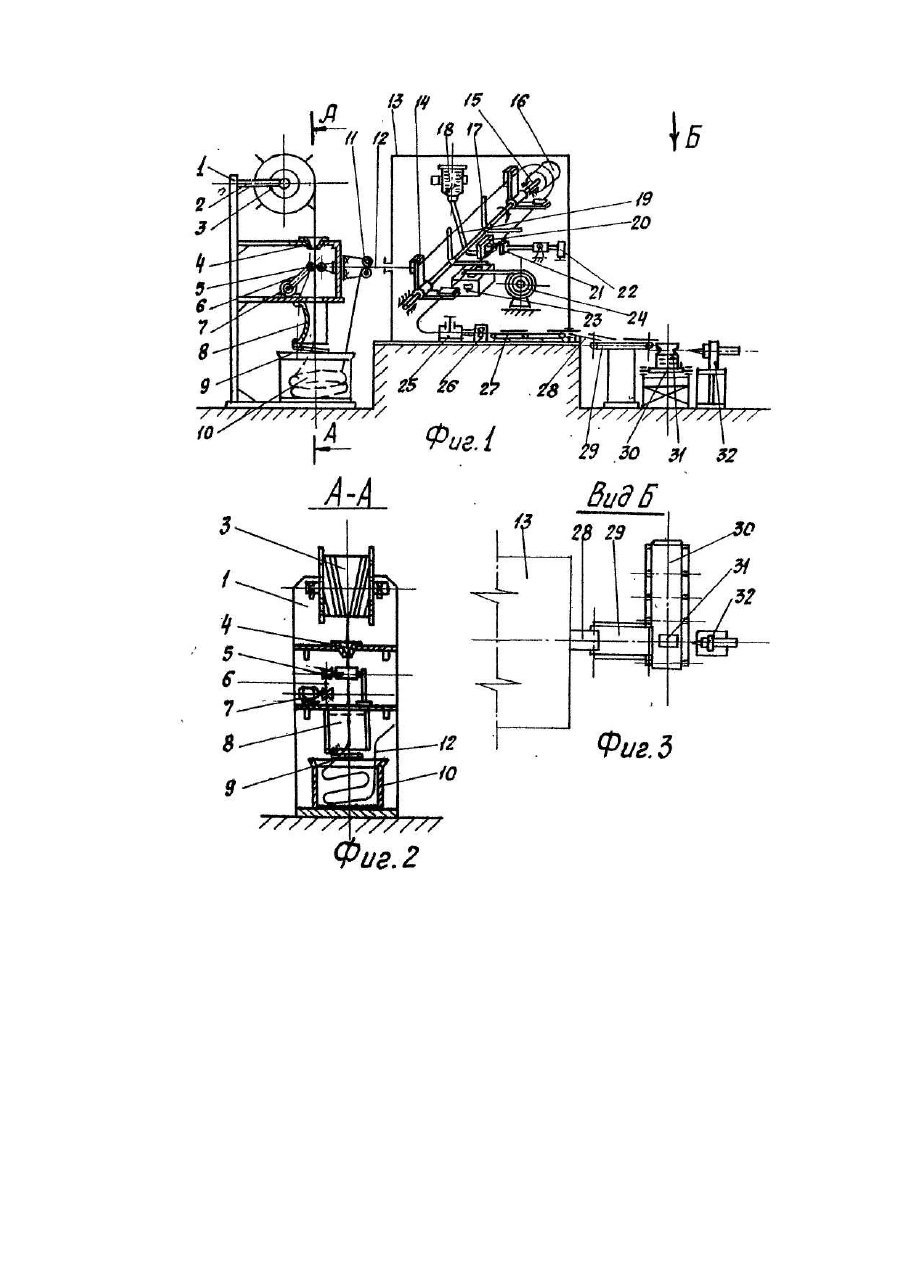
Изобретение относится к обувному производству, а именно к способам изготовления шнурков с наконечниками. Известен "Способ изготовления обувных шн урков вязанием" (по авт. св. СССР N? 319654, кл. А 43 С 9/00, Бюл. № 23, 1971). Согласно аналогу, вязание шнурков осуществляют двухфонтурным основовязальным переплетением типа ластичное трико с открытыми петлями путем последовательного прокладывания нити основы по крайней мере на три иглы, из которых на иглу передней фонтуры подают одну и ту же нить постоянно, а на иглу задней фонтуры подают соседние нити поочередно. Однако этот способ не предусматривает установку на шнурках наконечников и изготовления изделий по замкнутому технологическому циклу, а решает только вопрос вязания самого шнура. Известен способ изготовления шнурков, осуществляемый на "Машине для крепления концов шнурков", типа 28-20839-РЗ, Чехословацкой фирмы "Stroitex", выпуска 1985. Способ изготовления шнурков на ней используется на фабрике. Этот способ принят нами за прототип. Согласно прототипу, шн ур через треногу с дисками подают в машину для реализации предлагаемого способа, закрепляют в ней, смачивают клеящим раствором, производят формование наконечников шнурков, их порезку, подсчет и удаление готовых изделий. Признаками, совпадающими с существенными признаками заявленного изобретения, являются подача шнура и его закрепление, смачивание клеящим раствором, формование наконечников, их порезку, подсчет и удаление готовых изделий. Недостатком прототипа является то, что он требует ручного обслуживания при подаче шнура, не предусматривает отбраковку последнего по дефектам, например, встречающихся на шнуре сцепок, узлов или клубков, что приводит к остановке процесса, а также в прототипе отсутствует загрузка и упаковка изделий в тару. Как результат, указанные недостатки не позволяют изготавливать шнурки в непрерывном, законченном Технологическом цикле, что приводит к снижению производительности труда. Это объясняется тем, что прототип предусматривает непосредственный ввод шнура и его закрепление в машине, а это не обеспечивает возможность его отбраковки и удаления дефектов. В прототипе оканчивается технологический процесс после подсчета готовой продукции, что не позволяет осуществлять в потоке загрузку и упаковку шнурков в тару. В основу изобретения поставлена задача усовершенствовать способ изготовления шнурков тем, что перед подачей и закреплением шнура в машине, последний предварительно разматывают, производят его отбраковку и собирают в полом накопителе, а готовые шнурки загружают и упаковывают в тару. Такая технология обеспечивает отбраковку шнура, предохранение процесса его изготовления от неплановых остановок, позволяет производить загрузку и упаковку готовы х изделий в тар у и, как результат, создается непрерывный цикл изготовления шнурков с высокой производительностью труда. Поставленная задача решается тем, что способ для изготовления шнурков, включающий подачу шн ура и его закрепление, смачивание клеящим раствором, формование наконечников, их порезку, подсчет и удаление готовых изделий, согласно изобретению, осуществляют так, что перед подачей и закреплением шнура, последний предварительно разматывают, производят его отбраковку и собирают в накопителе, а готовые шнурки загружают и упаковывают в тар у. Причинно-следственная связь между совокупностью существенных признаков заявленного изобретения и достигаемым техническим результатом обеспечивается следующим. Так, то что перед подачей и закреплением шнура его предварительно разматывают, производят отбраковку и собирают в накопителе позволяет ликвидировать брак на подаваемом шнуре, чем исключаются неплановые остановки процесса. Загрузка и упаковка шнурков в тару обеспечивает непрерывный цикл их изготовления с высокой производительностью труда, На фиг.1 показана схематически линия для изготовления шнурков, на который реализуется предложенный способ; на фиг.2 -разрез А-А на фиг.1 по устройству, реализующее способ разматывания, отбраковки и собирания шнура в накопителе; на фиг.3 -вид Б на фиг.1 на элементы для осуществления загрузки и упаковки готовых шн урков в тар у. Линия для изготовления шнурков, реализующая предлагаемый способ, включает устройство 1 для подготовки шнура, на раме 2 которого установлено веретено 3 со шнуром. Последовательно под веретеном размещены направляющая фильера 4, имеющая форму воронки, вытяжные валики 5, один из которых соединен клиноременной передачей 6 с приводом 7. Под ними расположен участок отбраковки шнурка со щитом 8, рассекатель 9 и полый накопитель 10. Сбоку, над накопителем, закреплены ролики 11, между которыми пропущен шнур 12, введенный в машину 13 для крепления концов шнурков. Машина имеет, установленные по ходу те хнологического процесса, натягивающие кресты 14, основания которых закреплены на валу 15, имеющим привод 16. На валу также установлены звездообразные головки 17. В кронштейне установлен сосуд 18 с клеящим раствором (растворителем), например, ацетоном, имеющий патрубок 19, контактирующий с матрицей 20, предназначенной для смачивания шнура. У матрицы, с возможностью контакта с ней, закреплен прижим 21с приводом 22. За ними, в те хнологической последовательности, установлена обогреваемая ковальная головка 23 с ножом и введенной в нее целлулоидной или металлической лентой от бобины 24. За ковальной головкой укреплен счетчик 25 для подсчета готовых шнурков. Затем последовательно установлены подающий механизм 26, транспортер 27 и склиз 28. За ним расположены элементы приема готовых шн урков, включающие механизм 29 для загрузки изделий, стол 30 для размещения тары 31 и устройство 32 для упаковки шнурков в тар у. Способ изготовления шнурков осуществляют следующим образом. На раму 2, устройства 1 для подготовки шнура, устанавливают веретено 3 со шнуром 12. Затем последний пропускают сквозь направляющую фильеру 4, между вытяжными валиками 5. проводят вдоль участка отбраковки шнура со щитом 8 и через рассекатель 9 вводят в полый накопитель 10. После этого включают привод 7 с клиноременной передачей 6 и за счет вращения валиков 5, шнур из веретена частично сматывают и при помощи рассекателя равномерно собирают в полом накопителе. По ходу прохождения шнура на участке отбраковки, в зоне щита, его осматривают и при необходимости останавливают процесс перемотки, удаляют брак, скрепляют концы шнура и снова подают его в накопитель до создания необходимого резервного количества, требуемого для последующего беспрерывного изготовления шнурков по всей те хнологической линии. Остановив процесс перемотки и накопления шнура, его конец из полого накопителя пропускают через ролики 11, вводят в машину 13 для крепления концов шнурков и закрепляют шнур на натягивающих крестах 14, расстояние между которыми определяет будущую длину шнурков. Затем свободный конец шнура пропускают вдоль матрицы 20, смоченной клеящим раствором, поступающим из сосуда 18 по патрубку 19, заводят в ковальную головку 23, в зону размещения ее ножа и конца ленты, идущей от бобины 24, доведя шнур до места установки счетчика 25. В этом положении, при помощи приводов 7 и 16, линию включают в работу. Шнур, при этом, будет равномерно подготавливаться и собираться в накопителе, а его часть, закрепленная на натягивающих крестах, за счет вращения вала 15 подойдет к матрице и войдет с ней в контакт за счет прижима 21, срабатывающего от привода 22. При этом, участок шнура, на котором образуют концы, увлажнится. Продолжая поворачиваться, увлажненная часть шнура поступит в зону ковальной головки 23 и прижмется к ней при помощи звездообразных головок 17, Здесь на шнур наматывается лента, например, триацитатцеллулозная и -за счет тепла (температура 40-120°С) в ковальной головке склеится со шнуром, пройдет формование наконечников и порежется ножом головки, образуя, при этом, два наконечника шнурков. При использовании металлической ленты обогрев ковальной головки не производят. Затем шн урки поступают на счетчик готовых изделий и подаются механизмом 26 и транспортером 27 за зону машины 13. Одновременно процесс повторяется на последующи х участках шн ура, поступающего на свободные натягивающие кресты машины. После этого по склизу 28 изделия поступают на элементы приема готовых шнурков, сперва на механизм 29 для их загрузки, а от него в тару 31, установленную на столе 30. Тару, в виде мешков из целлофана или матерчатую скрепляют при помощи устройства 32 или сшивают. Пример осуществления способа. Веретено 3 со шнуром 12, из искусственного волокна, устанавливали на устройстве 1. Затем шнур при помощи валиков 5 разматывали, пропускали через направляющую фильеру 4 и удаляли дефекты на участке отбраковки шнура со щитом 8. После этого, концы сшивали и шнур несколькими слоями собирали в полом накопителе 10. Свободный конец шнура подавали и закрепляли на натягивающих крестах 14 в машине 13 для крепления концов шнурков. Перемещая шнур, его смачивали ацетоном при помощи матрицы 2ι и ее прижима 21 с приводом 22. Затем в ковальную головку 23, нагретую до температуры 80°С вводили целлулоидную ленту от бобины 24. В ковальной головке производили формование наконечников, их порезку на две части и удаление готовых изделий. Количество изготовленных шнурков подсчитывалось счетчиком 25. После их подсчета, шнурки загружали в пластмассовые мешки и скрепляли их термоэлементом устройства 32. Упакованные таким образом шнурки отправляли потребителям. Предлагаемый способ изготовления шнурков, позволяет обеспечить непрерывный, замкнутый, производственный процесс, повысить производительность труда.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for shoelace production
Автори англійськоюOlenich Larysa Mykolaivna, Ostaprnko Liudmyla Ivanivna, Lopatkina Svitlana Viktorivna, Kirichenko Borys Hryhorovych
Назва патенту російськоюСпособ изготовления шнурков
Автори російськоюОленич Лариса Николаевна, Остапенко Людмила Ивановна, Лопаткина Светлана Викторовна, Кириченко Борис Григорович
МПК / Мітки
МПК: A43C 9/00
Мітки: шнурків, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-17798-sposib-vigotovlennya-shnurkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шнурків</a>
Пристрій для виготовлення саману
Номер патенту: 3756
Опубліковано: 27.12.1994
Автор: Нелепа Федір Кіндратієвич
Мітки: виготовлення, саману, пристрій
Формула / Реферат:
1. Устройство для изготовления самана, содержащее бункер-питатель, раму, поворотный стол с пресс-формами, прессующий механизм, выполненный в виде радиально-прессующих роликов, установленных в подшипниках и снабженных приводом их перемещения, выталкиватель готовых изделий, редуктор, отличающееся тем, что устройство имеет защитный кожух, прессующий механизм снабжен приводными заглаживающими досками, а бункер-питатель - установленным в нем...
Спосіб виготовлення виробів із силікатних розплавів
Номер патенту: 7127
Опубліковано: 30.06.1995
Автори: Урчукін Віктор Григорович, Зубанов Віталій Тимофійович, Матвіенко Володимир Олександрович, Кілесо Віктор Володимирович, Ермаков Віктор Васильович, Невідомський Володимир Олексійович, Вагін Віктор Васильович
МПК: B28B 1/00
Мітки: спосіб, виготовлення, виробів, розплавів, силікатних
Формула / Реферат:
Способ изготовления изделий из силикатных расплавов, включающий заливку расплава в литейную форму, выдержку, извлечение отливки из формы, кристаллизацию и отжиг, отличающийся тем, что, с целью экономии энергоресурсов, уменьшения стоимости и повышения качества изделий, заливку расплава, кристаллизацию и отжиг отливки производят в теплоизолированной форме многократного использования, изготовленной из материала с коэффициентом тепловой...
Спосіб виготовлення кріпильних нарізних виробів з маловуглецевої сталі

Номер патенту: 8801
Опубліковано: 30.09.1996
Автори: Чернишов Сергій Михайлович, Хусід Осип Семенович, Ектова Галина Константиновна
Мітки: маловуглецевої, нарізних, сталі, виробів, спосіб, виготовлення, кріпильних
Формула / Реферат:
Способ изготовления крепежных резьбовых изделий из малоуглеродистых сталей, включающий закалку заготовок из межкритического интервала температур Ас1-Ас3, холодное формирование резьбы и отпуск, отличающийся тем, что, с целью повышения вязкости, хладостойкости и прочности крепежных изделий, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита, закалку осуществляют с температуры, на 50-70°С...
Спосіб виготовлення штучних кам’яних виробів на основі магнезіальних в’яжучих речовин
Номер патенту: 7277
Опубліковано: 30.06.1995
Автори: Наседкін Микола Васильович, Сельцов Володимир Костянтинович
МПК: C04B 38/00, B28B 1/08, C04B 28/30
Мітки: речовин, виробів, кам`яних, основі, штучних, магнезіальних, спосіб, виготовлення, в'яжучих
Формула / Реферат:
Способ изготовления искусственных каменных изделий на основе магнезиальных вяжущих веществ, включающий приготовление сырьевой массы в смесителях путем смешения сухих каустического магнезита и заполнителя в виде древесно-волокнистого материала с последующим затворением вяжущим водным раствором бишофита, формование заполнением массы в форму, сушку и извлечение готовых изделий из формы, отличающийся тем, что в сырьевую массу дополнительно...
Спосіб виготовлення виробів із силікатних розплавів

Номер патенту: 7128
Опубліковано: 30.06.1995
Автори: Кизилов Валентин Кондратьович, Ермаков Віктор Васильович, Невідомський Володимир Олексійович, Кілесо Віктор Володимирович, Вагін Віктор Васильович
МПК: B28B 1/00
Мітки: виробів, спосіб, розплавів, виготовлення, силікатних
Попередній патент: Спосіб профілактики недостатності кишкових швів
Наступний патент: Лінія для виготовлення шнурків
Випадковий патент: Фільтр газовий