Пристрій для термообробки напрямних довгомірних верстатів
Номер патенту: 17928
Опубліковано: 16.10.2006
Автори: Стоян Сергій Леонідович, Свистунов Микола Васильович, Жучинський Леонід Андрійович
Формула / Реферат
1. Пристрій для загартування напрямних довгомірних металообробних верстатів, що містить генератор CВЧ, візок з індуктором і спреєром, механізми для переміщення пристрою загартовування, який відрізняється тим, що індуктор виконаний за формою профілю напрямних, що термообробляються, і розміщений на візку, приєднаному тросом до барабана лебідки, а клеми індуктора приєднані до початку високочастотного кабелю, кінець якого приєднаний до генератора струмів високої частоти.
2. Пристрій за п. 1, який відрізняється тим, що високочастотний кабель підвішений до троса за допомогою рухливих підвісок.
3. Пристрій за п. 1, який відрізняється тим, що кількість індукторів, розміщених на візку, відповідає кількості напрямних, що одночасно обробляються.
Текст
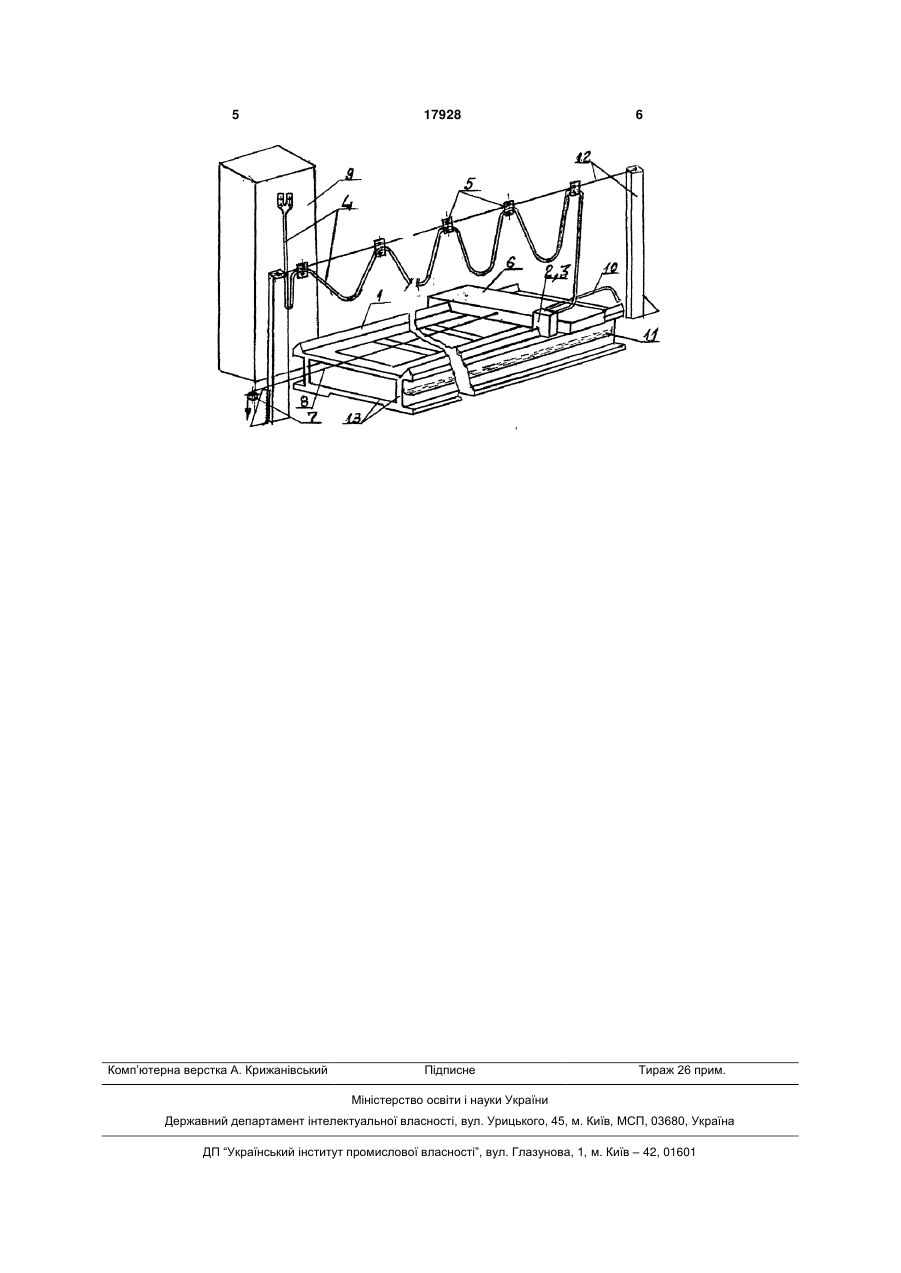
1. Пристрій для загартування напрямних довгомірних металообробних верстатів, що містить генератор CВЧ, візок з індуктором і спреєром, механізми для переміщення пристрою загартовування, який відрізняється тим, що індуктор викона 3 17928 4 до троса за допомогою рухливих підвісок, має моний пристрій високочастотного кабелю, що містить жливість переміщення паралельно оброблюваним дві стійки між верстатом, і натягнутий між ними напрямним. Кількість індукторів, розміщених на трос 8; 13 - станина верстата. візку, відповідає кількості напрямних, що одночасПристрій працює в такий спосіб. но обробляються. Станину металорізального верстата подають Істотні відмінні ознаки пропонованого прикраном до високочастотного генератора, під висострою полягають в тим, що: індуктор за допомогою кочастотний кабель (як показано на Фіг.), підвовисокочастотного кабелю відділений від генератодять до станини воду (шлангом) довжиною, порівра СВЧ і поміщений на деяку відстань, обумовлену нянною довжині верстата. Шланг має кран для розмірами довгомірного верстата (до 20м і більш). перекриття води після загартування. Вода після Це дозволило знизити вагу пропонованого призагартування стікає в збірник 11, відкіля вона застрою для загартування напрямних верстата, не бирається для наступного загартування. На напотрібно перевозити по станині комплекс устаткупрямні станини 1 установлюють візок 6 у вихідне вання (трансформатор з індуктором, конденсатоположення (початок загартування напрямної 1). З ри, колектори для охолодження, механізми для лицьової сторони візка 6 натягують трос 8, з'єднапереміщення верстата та ін. арматуру, що складає ний з барабаном лебідки 7. Після цього закріплюблизько 1,5т). Другою відмінною ознакою є застоють індуктор 2 до візка 6, а потім спреєр 3 з'єднусування для загартування генератора СВЧ більш ють з індуктором 2. До індуктора 2 приєднано високої частоти 66...100кГц. що значно вище започаток високочастотного кабелю 4, кінець якого стосовуваного генератора в прототипі - 8кГц. У приєднаний до генератора СВЧ 9. Крім того, до прототипі зазначено один індуктор для загартуіндуктора 2 і до спреєра 3 приєднаний гумовий вання, з'єднаний із трансформатором. У пропоношланг 10 для подачі холодоагенту (води), необхідваній корисній моделі можливо застосовувати кіної в процесі загартування напрямної (напрямних). лька індукторів, розміщених на візку, відповідно Після закріплення індуктора 2 до візка 6 регулюкількості напрямних, які одночасно обробляються. ють зазор між індуктором 2 і напрямною 1, яку заЦе дозволяє збільшити продуктивність процесу гартовують. Включають генератор СВЧ 9 і надхозагартування, зменшити деформацію, поводку, дження води 10 в індуктор 2 і в спреєр 3. виключити тріщиноутворення напрямних, вигин, Нагрівають напрямну 1 до температури загартукрутіння, тому що загартування - поверхневе, на вання близько 950 С. Завдяки високій частоті геглибину 1,5...2,5мм, тепла вводиться в метал менератора метал нагрівається на глибину нше (на 50%), ніж при звичайному об'ємному зага1,5...2,5мм, що дозволяє збільшити продуктивність ртуванні. процесу загартування, зменшити деформацію, Пристрій для загартування напрямних довгоповодку, виключити тріщиноутворення напрямних, мірних верстатів (див. Фіг.) містить наступні елевигин, крутіння тому що при поверхневому загарменти: 1 - напрямна верстата, що забезпечує туванні тепла вводиться в метал менше (на 50%), строго прямолінійний рух супорта верстата; 2 ніж при звичайному об'ємному загартуванні. З цьоіндуктор для загартування, виконаний профілього моменту виявляється ефект зміни структури ваним з мідної трубки, наприклад 21 3мм, відпометалу (поява мартенситу) і механічних властивовідно профілю напрямної; 3 - спреєр, виконаний, стей (підвищення твердості, міцності, зносостійкості сталі і чавуна). У цей момент починають протянаприклад з алюмінієвої трубки 18 3мм, за прогування візка 6 за допомогою механізму філем напрямної, що має перфоровані отвори переміщення візка 7 і троса 8. Швидкість перемі2мм для охолодження водою нагрітої напрямної щення візка обрана відповідно швидкості нагріпри загартуванні; 4 - високочастотний кабель для вання напрямної до температури загартування. З передачі високочастотної енергії від генератора, цією швидкістю переміщується індуктор по напрянаприклад СВЧ 9, до індуктора при загартуванні мній до її кінцевої кромки. Після чого відключають напрямної 1:5- підвіски кабелю на роликах, за доживлення СВЧ 9 на індуктор 2, відключають подапомогою яких кабель підвішений до троса, натягчу води 10 від індуктора 2 і спреєра 3. Процес занутого між двома стійками; 6 - візок для перемігартування закінчено. Одночасно можна гартувати щення індуктора (індукторів) по напрямним 1 декілька напрямних, у відповідності з кількістю верстата; 7 - механізм для переміщення візка 6 індукторів. містить електродвигун, редуктор, що забезпечує Пропонований пристрій для загартування назадану швидкість переміщення індуктора 2 при прямних довгомірних верстатів дозволяє: збільшизагартуванні напрямної 1, барабан для намотути продуктивність процесу загартування, зменшивання (розмотування) троса 8, з'єднаного з візком ти деформацію, поводку напрямних, тому що 6 і з барабаном; 8 - трос для переміщення візка 6; загартування -поверхневе, усього на глибину 9 - генератор струмів високої частоти для подачі 1,5...2,5мм, тепла вводиться в метал менше, ніж високочастотної енергії до індуктора 2 за допомопри звичайному об'ємному загартуванні (менше на гою високочастотного кабеля 4; 10 - шланг для 50%). подачі охолоджуючої води на напрямну 1 при її загартуванні; 11 - водозбірник, що збирає воду після загартування з метою повторного використання її при наступному загартуванні; 12 - підвіс 5 Комп’ютерна верстка А. Крижанівський 17928 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for heat treatment of guides of long-length metal-working machines
Автори англійськоюZhuchynskyi Leonid Andriiovych, Svystunov Mykola Vasyliovych, Stoian Serhii Leonidovych
Назва патенту російськоюУстройство для термообработки направляющих долгомерных станков
Автори російськоюЖучинский Леонид Андреевич, Свистунов Николай Васильевич, Стоян Сергей Леонидович
МПК / Мітки
МПК: C21D 1/06
Мітки: довгомірних, пристрій, термообробки, напрямних, верстатів
Код посилання
<a href="https://ua.patents.su/3-17928-pristrijj-dlya-termoobrobki-napryamnikh-dovgomirnikh-verstativ.html" target="_blank" rel="follow" title="База патентів України">Пристрій для термообробки напрямних довгомірних верстатів</a>
Пристрій для термообробки циліндричних довгомірних виробів
Номер патенту: 16589
Опубліковано: 15.08.2006
Автори: Стоян Сергій Леонідович, Свистунов Микола Васильович, Жучинський Леонід Андрійович
МПК: C21D 1/09
Мітки: виробів, термообробки, циліндричних, пристрій, довгомірних
Формула / Реферат:
1. Пристрій для термообробки циліндричних довгомірних виробів, що містить опорно-направляючі елементи, механізми поступального й обертального руху оброблюваного виробу, ємність для збору охолоджуючої води, який відрізняється тим, що опорно-направляючі елементи виконані з ухилом 1-20 убік переміщення виробу, а як загартувальний пристрій використано круговий індуктор з високочастотним силовим кабелем, розміщеними усередині виробу, що...
Пристрій для термообробки довгомірних порожнистих циліндричних виробів
Номер патенту: 34155
Опубліковано: 15.05.2003
Автори: Шамонін Олександр Миколайович, Рябець Микола Пантелеймонович, Пирогов Олександр Дмитрович, Галенко Василь Петрович, Ляшенко Віктор Михайлович
МПК: C21D 1/62
Мітки: циліндричних, виробів, термообробки, довгомірних, порожнистих, пристрій
Формула / Реферат:
Пристрій для термообробки довгомірних порожнистих циліндричних виробів, що має вертикальну ванну з переливом і частково занурену в неї вертикальну підвіску, до якої підключені трубопровід охолоджуючої рідини, бак для зливання гарячої рідини і трубопровід стиснутого повітря, при цьому в верхній частині пристрою є основа, на якій встановлений конус, спряжений з несучим конусом захвата виробу, який відрізняється тим, що підвіска включає механізм...
Пристрій для термообробки внутрішніх поверхонь циліндричних виробів
Номер патенту: 11719
Опубліковано: 16.01.2006
Автори: Свистунов Микола Васильович, Стоян Сергій Леонідович, Івахненко Микола Миколайович, Жучинський Леонід Андрійович
МПК: C21D 1/09
Мітки: внутрішніх, пристрій, циліндричних, виробів, поверхонь, термообробки
Формула / Реферат:
Пристрій для термообробки внутрішніх поверхонь циліндричних виробів, що містить підйомник з верхньою поворотною і нижньою неповоротною планшайбами, розміщені між вертикальними напрямними стояками, індуктор зі спреєром, механізми підйому і обертання виробів, який відрізняється тим, що пристрій оснащений зовнішнім круговим охолоджувачем, виконаним у вигляді ємності, встановленої співвісно виробу, і пристроєм синхронного переміщення виробу...
Пристрій для ремонту напрямних станини
Номер патенту: 12314
Опубліковано: 16.01.2006
Автор: Новіков Ростислав Володимирович
МПК: B23P 6/00
Мітки: напрямних, пристрій, станини, ремонту
Формула / Реферат:
1. Пристрій для ремонту напрямних станини, що містить інструментальну головку, механізми її повороту і переміщення відносно напрямних, засіб контролю її положення, який відрізняється тим, що інструментальна головка встановлена на рухомому відносно ремонтовних напрямних елементі, зв'язаному з ремонтовними напрямними і приводами переміщення ремонтовного станка.2. Пристрій для ремонту напрямних станини за п. 1, який відрізняється тим, що...
Пристрій для діагностики токарних верстатів по параметрах точності
Номер патенту: 12313
Опубліковано: 16.01.2006
Автор: Долінський Олег Вікторович
МПК: B23Q 15/00, B23B 25/00
Мітки: точності, пристрій, параметрах, токарних, верстатів, діагностики
Формула / Реферат:
Пристрій для діагностики токарних верстатів по параметрах точності, що містить оправку, встановлену на передньому кінці шпинделя, який відрізняється тим, що пристрій оснащений відмітником кута його повороту, який взаємодіє із заднім кінцем шпинделя, двома парами датчиків переміщення, призначених для вимірювання радіального биття оправки в двох її поперечних перерізах, а також мікрометричною лінійкою і зв'язаною з нею додатковою парою датчиків...
Попередній патент: Каталізатор рідиннофазного окиснення циклогексану до циклогексанолу і циклогексанону
Наступний патент: Спосіб визначення показника заломлення оптичних матеріалів
Випадковий патент: Сміттєвоз