Спосіб виготовлення імплантату
Номер патенту: 18017
Опубліковано: 17.06.1997
Автори: Куцевляк Валерій Ісайович, Алтуніна Світлана Володимирівна, Стариков Вадим Володимирович, Старикова Світлана Леонидівна
Формула / Реферат
1. Способ изготовления имплантата, заключающийся в последовательном нанесении не менее двух слоев металлического порошка на предварительно обработанную клеем поверхность заготовки из металла, имеющей форму имплантата, и последующем отжиге заготовки в вакууме при температуре, не превышающей температуру полиморфного превращения металла, отличающийся тем, что в качестве материала для заготовки и порошка используют тантал, производят отжиг заготовки в вакууме, при этом вначале повышают температуру от 290-300 К до 2200-2250 К в течение 1-1,5 ч, затем продолжают отжиг при температуре 2200-2250 К в течение 25-35 мин.
2. Способ изготовления имплантата по п. 1, отличающийся тем, что первый слой порошка формируют из частиц с размерами от 5 до 10 мкм, а второй слой порошка формируют из частиц с размерами от 20 до 200 мкм.
3. Способ изготовления имплантата по пп. 1 и 2, отличающийся тем, что после нанесения каждого слоя порошка заготовку прессуют при давлении не более 5×103 Н.
Текст
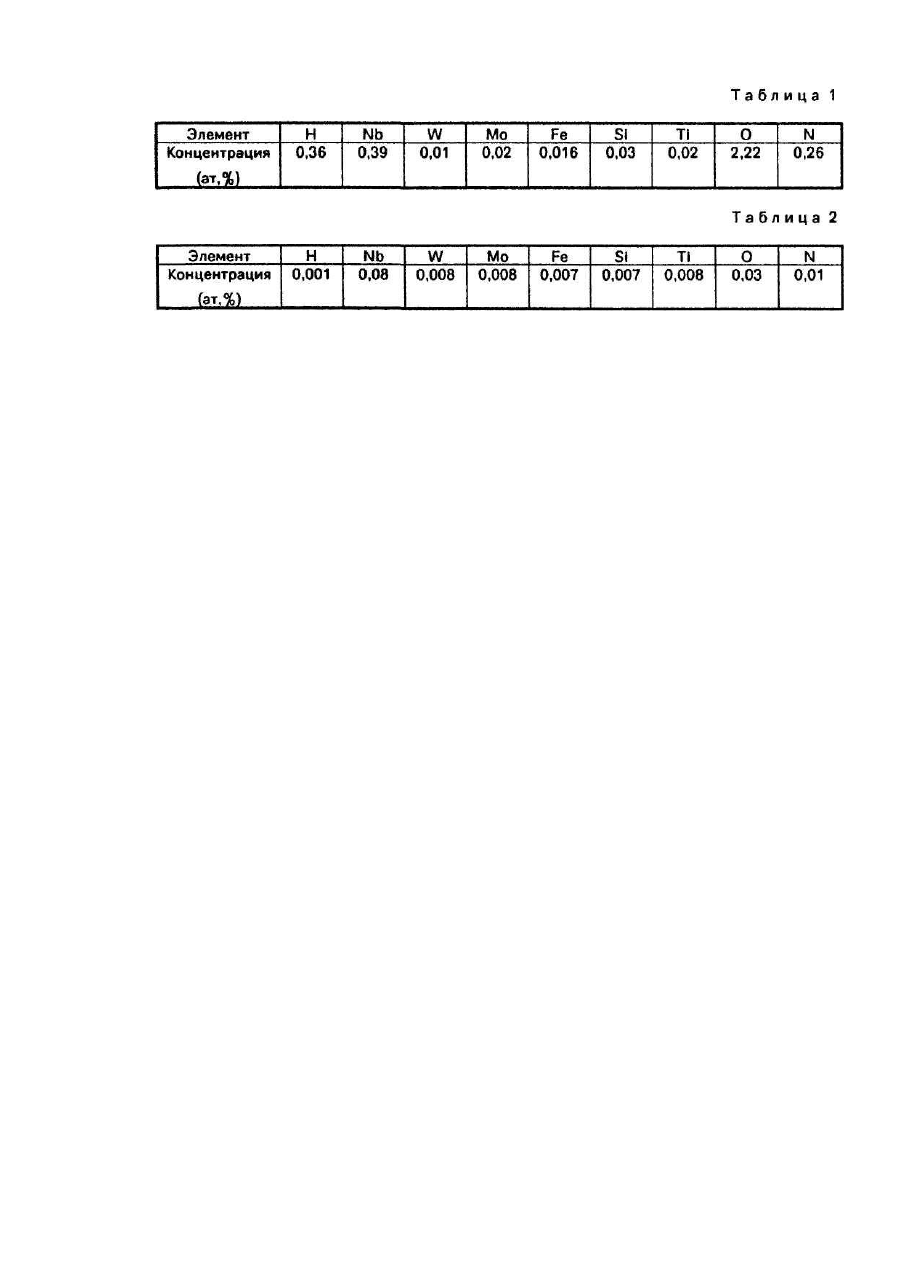
Изобретение относится к медицинской технике, в частности, к стоматологии и может быть использовано для производства внутрикостных имплантатов. В отечественной и зарубежной практике применяются пористые имплантаты, наличие в которых разветвленной сети поровых каналов способствует проникновению в поры костной ткани и их вживлению в организм (Суров О.Н. Зубное протезирование на имплантатах. М., "Медицина", 1993, с. 228). Установлено, что пористые имплантируемые конструкции должны обладать совокупностью особых свойств, в том числе, высокой механической прочностью, устойчивостью к различным химическим воздействиям, биологической совместимостью с тканями организма в сочетании с заданными структурными свойствами, такими как пористость, удельная поверхность, размеры пор. Изготовление пористых металлических имплантатов, в полной мере соответствующи х указанным требованиям, является сложной задачей. Для этих целей обычно используют химически инертные и биологически совместимые с организмом тугоплавкие металлы, как правило, титан и его сплавы. Однако при изготовлении пористых имплантатов из титана и титановых сплавов возникает проблема, обусловленная ухудшением свойств пористого покрытия при спекании из-за полиморфного превращения металла, происходящего при температуре более низкой, чем температура спекания. Кроме того, несмотря на то, что титан обладает рядом полезных свойств, определяющих его широкое применение в имплантологии, установлено, что длительное пребывание его в тканях организма приводит к осложнениям (титанозам) в результате аккумуляции металла во внутренних органах. Предпринимаемые в настоящее время попытки улучшить свойства титановых имплантатов путем нанесения на их поверхность пленочного покрытия из тантала в качестве подслоя и его окиси в качестве электретного слоя не решают проблему в целом (патенты Российской Федерации №№2040277, приоритет 27.12.92 и 2049481, приоритет от 08.12.93, оба кл. А 61 L 27/00). По мнению заявителей, вышеизложенная проблема может быть решена путем применения тантала в качестве исходного материала для изготовления пористых имплантатов. Это подтверждается рядом зарубежных источников (см. примечание). Тантал получил широкое распространение в хирургии еще во время второй мировой войны, а в послевоенное время был апробирован как шовный материал для различных тканей, в том числе и костей. Однако по данным, имеющимся у заявителей, в настоящее время не известны способы изготовления пористых танталовых имплантатов. В качестве прототипа выбран способ изготовления имплантата по заявке ФРГ №3723650, приоритет 17.07.87, кл. С 23 С 24/00, А 61 L 27/00, В 22 F 5/00. Известный способ включает последовательное нанесение нескольких (не менее двух) слоев металлического порошка на предварительно обработанную клеем поверхность заготовки из металла, имеющей форму имплантата, и последующий отжиг заготовки в вакууме при температуре, не превышающей температуру полиморфного превращения металла. Для изготовления имплантата известным способом используют заготовку и порошок из титана или титанового сплава. С целью предотвращения структурных изменений в металле в результате полиморфного превращения во время отжига заготовки, на поверхность частиц порошка наносят тонкий слой легкоплавкого металла - меди (около 2 мкм). Отжиг заготовки производят в вакууме при температуре 1190 К в течение двух часов. Образующаяся в результате плавления меди жидкая фаза способствует активизации роста числа и площади межчастичных контактов за счет переноса тугоплавкого вещества через жидкую фаз у. В процессе отжига медь диффундируе т с поверхности вн утрь частиц порошка. Известный способ позволяет получать имплантаты с требуемыми механической прочностью и структурой. Однако при делительном нахождении имплантата, изготовленного известным способом, в костных тканях возрастает опасность аккумуляции вредных ве ществ (титана и меди). Основной недостаток известного способа заключается в его непригодности для изготовления химически чистых и биологически совместимых имплантатов, обладающих совокупностью требований, предъявляемых к имплантируемым конструкциям. В основу изобретения поставлена задача создания способа изготовления имплантата, в котором за счет использования нового материала (тантала) и нового температурно-временного режима отжига заготовки, на поверхности которой определенным образом сформированы слои порошка, обеспечивалась бы активизация спекания порошка с компактным металлом и частиц порошка между собой, а также удаление примесей, что дает возможность получать химически чистый, биологически совместимый, механически прочный пористый имплантат с заданной структурой пор, пригодный для имплантации в организм без ограничений. Для решения поставленной задачи в способе изготовления имплантата, заключающемся в последовательном нанесении не менее двух слоев металлического порошка на предварительно обработанную клеем поверхность заготовки из металла, имеющей форму имплантата, и последующем отжиге заготовки в вакууме при температуре, не превышающей температур у полиморфного превращения металла, согласно изобретению, в качестве материала для заготовки и порошка используют тантал, производят отжиг заготовки в вакууме, при этом вначале повышают температуру от 290-300 К до 2200-2250 К в течение 1-1,5ч, затем продолжают отжиг при температуре 2200-2250 К в течение 25-35 мин. При этом первый слой порошка формируют из частиц с размерами от 5 до 10 мкм, а второй слой порошка формируют из частиц с размерами от 20 до 200 мкм, Кроме того, после нанесения каждого слоя порошка заготовку прессуют при давлении не более 5×103 Н. В заявляемом способе изготовления имплантата, в отличие от прототипа, активизация процесса спекания достигнута не за счет легирования порошка легкоплавким металлом, а благодаря выбору температурновременного режима отжига, обеспечивающего вначале выгорание органической связки, равномерный прогрев и рафинирование металла от примесей в течение относительно продолжительного периода времени, а затем спекание частиц порошка с компактным металлом и между собой в течение относительно короткого периода времени. Известно, что высокая пористость изделий достигается путем снижения температуры и продолжительности спекания (Витязь П.А. и др. Пористые порошковые материалы и изделия из них. Минск, "Вышейшая школа", 1987, с. 152). Дополнительным фактором, активизирующим процесс спекания, является нанесение на поверхность заготовки первого слоя из мелких частиц порошка, что способствует увеличению площади контакта покрытия с компактным металлом, в то время как второй слой, сформированный из крупных частиц, обеспечивает требуемую пористость имплантата. Кроме того, прессование заготовки после нанесения каждого слоя перед отжигом обеспечивает равномерное распределение порошка по поверхности заготовки, а также требуемую плотность прилегания частиц порошка друг к другу и к поверхности заготовки, что также способствует активизации процесса спекания. Таким образом, использование заявляемого способа изготовления имплантата, в отличие от прототипа, обеспечивает получение химически чистого, биологически совместимого и механически прочного пористого имплантата с заданной структурой пор, пригодного для использования без ограничений. Заявляемый способ изготовления имплантата осуществляется следующим образом. Для изготовления имплантатов используют тантал марки ТВЧ, полученный методом вакуумного плавления, в виде листов и порошка (ГУ 95.311-82, ТУ 95.250-82). Содержание примесей в исходном материале представлено в табл.1. Из танталовых листов толщиной 1мм вырезают известным образом заготовки, которым путем механической обработки придают форму имплантатов, после чего их поверхность полируют. Затем поверхность заготовки покрывают тонким слоем клея, например, поливинилацетата. Порошок из тантала используют двух фракций: мелкой (частицы размерами 5-10 мкм) и крупной (частицы размерами 20-200 мкм). На клеевую подложку наносят первый слой порошка с размерами частиц 5-10 мкм, после небольшой выдержки (10-20 с.) излишки порошка удаляют и производят полимеризацию клеевого слоя на воздухе при температуре около 350 К. Затем проводят прессование сформированного слоя известным образом под действием нагрузки не более 5×103 Н. Аналогичным образом наносят второй слой порошка из частиц с размерами 20-200 мкм. Заготовку повторно прессуют под действием нагрузки не более 5×103 Н. В результате прессования обеспечивается равномерность распределения порошка по поверхности заготовки, а также требуемая плотность прилегания частиц порошка друг к другу и к поверхности заготовки. После этого заготовку с пористым покрытием подвергают отжигу в соответствии с заявляемым температурно-временным режимом, для чего используют стандартную установку ВУП-4. Отжиг осуществляют в вакууме при давлении 1×10-4-2×10-4 Па, при этом вначале повышают температуру от 290-300 К до 2200-2250 К в течение 1-1,5 часа. Скорость нагрева заготовки выбрана опытным путем для обеспечения выгорания органической связки и выделения газа из металла. На этой стадии происходит рафинирование и равномерный прогрев металла, сопровождающиеся активным выходом газа из металла. Опытным путем установлено, что активный выход газов из металла продолжается от 1 до 1,5 часов и практически прекращается при достижении температуры 2200-2250 К. Далее отжиг продолжают при температуре 2200-2250 К в течение 25-35 мин. На этой стадии начинается припекание частиц порошка к поверхности заготовки и друг к другу, сопровождающееся ростом числа и зон межчастичных контактов благодаря диффузионному переносу вещества. Выбранные температурный и временной диапазоны для этой стадии отжига оптимальны с точки зрения достижения требуемой механической прочности имплантата и формирования замкнутых пор заданных размеров. Так, при температуре ниже 2200 К не обеспечивается требуемое качество спекания и, следовательно, снижается механическая прочность имплантата, а при температуре, превышающей 2250 К, возникает опасность полиморфного превращения металла, приводящего к ухудшению качества пористого покрытия, а именно к уменьшению его проницаемости. С другой стороны, при сокращении времени отжига не достигается требуемая механическая прочность имплантата, а расширение временного диапазона может привести к ухудшению качества пористого покрытия по ранее указанной причине. Остывание заготовки осуществляют в вакууме в течение 1-1.5 ч. Пример 1. Отжиг заготовки с предварительно сформированным покрытием осуществляли в вакууме при давлении 1,3×10-4 Па. Температуру вначале повышали от 295 К до 2230 К в течение 1,2 часов. Отжиг продолжали при температуре 2230 К в течение 30 мин. Концентрацию примесей в материале имплантата определяли с использованием прибора ЭМАЛ-2 методом лазерной масс-спектрометрии. Установлено, что концентрация примесей после спекания уменьшилась в 10-1000 раз (см. табл.2). Ме ханическую прочность имплантатов исследовали с помощью прибора ПМТ-3. Значение микротвердости тантала, определенное по методу Виккерса, практически совпало со справочными данным и составило HV=80 кг/мм 2. Анализ структуры пористого покрытия показал, что имплантаты имеют разветвленную сеть поровых каналов, при диаметре пор от 20 до 70 мкм. Пример 2. Отжиг заготовки производили в вакууме при давлении 1,3×10-4 Па. Температуру вначале повышали от 290 К до 2200 К в течение 1 ч., затем продолжали отжиг при температуре 2200 К в течение 25 мин. Результаты анализа концентрации примесей, механической прочности и структуры пористого покрытия полученных имплантатов идентичны приведенным в примере 1. Пример 3. Отжиг заготовки производили в вакууме при давлении 1,3×10-4 Па. Температуру вначале повышали от 300 К до 2250 К в течение 1,5 ч., затем продолжали отжиг при температуре 2250 К в течение 35 мин. Результаты анализа концентрации примесей, механической прочности и структуры пористого покрытия полученных имплантатов идентичны приведенным в примерах 1 и 2. Примечание: 1. Die zementlose Fixation von Huft-endoprothesen. Herausgegeben von E.Morscher. Sprlnger-Verlag. Berlin, Heldelbarg, New York, Tokyo. 1983. P.293. 2. Schlder S., Bidstein H. Tantalun and Nloblun as potential prosthetic materials. Advances In biomaterials. 1980. Wiley, Chishester, New York. P. 13-20. 3. Mears D.C. Materials and orthopaedic surgery. Williams and Wilkins, Baltimore. P. 115-123.
ДивитисяДодаткова інформація
Автори англійськоюKutsevliak Valerii Isaiovych, Altunina Svitlana Volodymyrivna, Starykov Vadym Volodymyrovych, Starykova Svitlana Leonidivna
Автори російськоюКуцевляк Валерий Исаевич, Алтунина Светлана Владимировна, Стариков Вадим Владимирович, Старикова Светлана Леонидовна
МПК / Мітки
МПК: A61L 27/00
Мітки: імплантату, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-18017-sposib-vigotovlennya-implantatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення імплантату</a>
Пристрій для визначення рухомості імплантату
Номер патенту: 17202
Опубліковано: 01.04.1997
Автори: Шутурмінський Віталій Григорович, Кушнір Микола Васильович, Коваленко Анатолій Федорович
МПК: A61C 19/04
Мітки: пристрій, імплантату, визначення, рухомості
Формула / Реферат:
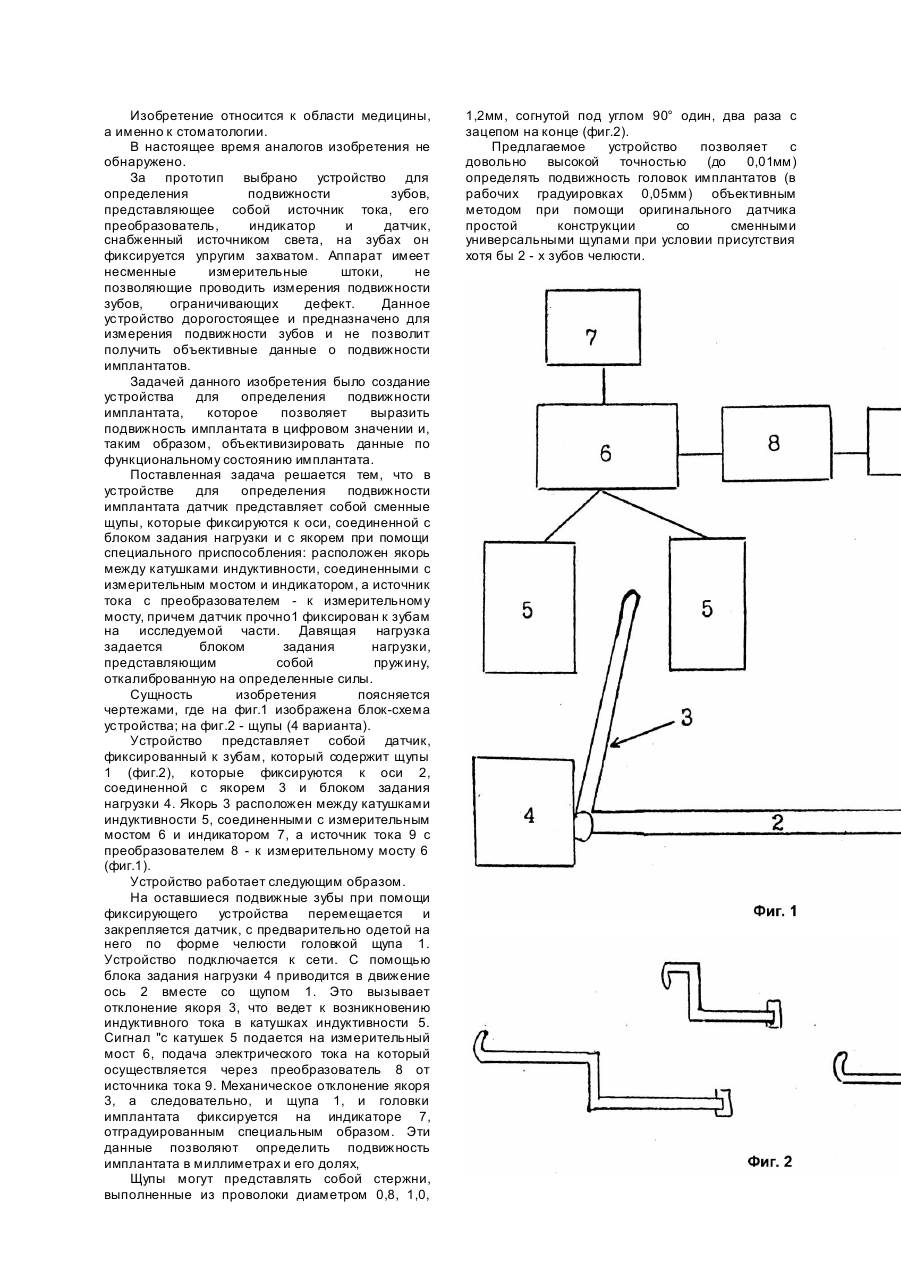
Устройство для определения подвижности имплантата, содержащее датчик, источник тока, его преобразователь, индикатор, отличающееся тем, что датчик содержит сменные щупы, которые фиксируются к оси, соединенной с блоком задания нагрузки и с якорем, расположенным между катушками индуктивности, соединенными с измерительным мостом и индикатором, а источник тока с преобразователем - к измерительному мосту, причем датчик фиксирован к зубам на...
Спосіб отримання заготівок з порошку алюмінію
Номер патенту: 51
Опубліковано: 30.04.1993
Автори: Олійник Юрій Володимирович, Білик Володимир Олексійович, Цвєлов Євген Олександрович, Іл'яшенко Борис Федорович, Анашко Віктор Дмитрович
МПК: B22F 5/00, B22F 3/16, B22F 3/12, B22F 3/02, B22F 3/10
Мітки: алюмінію, порошку, спосіб, заготівок, отримання
Формула / Реферат:
Формула изобретенияСпособ получения заготовок из порошка алюминия, включающий прессование, спекание в вакууме, отличающийся тем, что, с целью повышения ударной вязкости, используют порошок алюминия с размером частиц 0,1 — 1 мм, прессование осуществляют при давлении 343—490 МПа, а спекание проводят сначала на воздухе по ступенчатому режиму: при температуре 190—210°С и 290— 310°С с выдержкой в течение 0,25—0,75 ч на каждой ступени, а...
Спосіб виготовлення сегнетокерамичної мішені
Номер патенту: 12068
Опубліковано: 25.12.1996
Автор: Левченко Георгій Тимофійович
МПК: C23C 14/36
Мітки: виготовлення, сегнетокерамичної, спосіб, мішені
Формула / Реферат:
Способ изготовления сегнетокерамической мишени, включающий формовку заготовки, ее обжиг, измельчение, повторные операции формовки и обжига и обработку заготовки током разряда в вакууме, отличающийся тем, что, с целью повышения производительности процесса, обработку заготовки током разряда в вакууме проводят при давлении не более 6,65•10-1 Па.
Спосіб виготовлення кераміки на основі оксиду алюмінію
Номер патенту: 9779
Опубліковано: 30.09.1996
Автори: Лашнева Валентина Василівна, Дубок Віталій Андрійович
МПК: C04B 35/10, C04B 35/63
Мітки: виготовлення, алюмінію, основі, кераміки, спосіб, оксиду
Формула / Реферат:
(57) Способ изготовления керамики на основе оксида алюминия, включающий тонкое измельчение, смешивание с картофельным крахмалом в количестве 3-5 мас.%, полусухое прессование заготовок и обжиг, отличающийся тем, что измельчение осуществляют до размера частиц 70-130 мм.
Спосіб виготовлення кераміки на основі оксиду алюмінію
Номер патенту: 6986
Опубліковано: 31.03.1995
Автори: Лашнева Валентина Василівна, Дубок Віталій Андрійович
МПК: C04B 35/10, C04B 35/622
Мітки: алюмінію, спосіб, кераміки, виготовлення, оксиду, основі
Формула / Реферат:
(57) Способ изготовления керамики на основе оксида алюминия путем измельчения исходного порошка, формования методом полусухого прессования, обжига и спекания, отличающийся тем, что измельчение проводят ультразвуковым диспергированием в жидкости, после чего осуществляют центрифугирование в течение 30-60 мин при ускорении 5000-7000 g1 сушку и повторное измельчение.
Попередній патент: Збірна торцева фреза
Наступний патент: Установка для рафінування чавуну
Випадковий патент: Турбогенератор з повітряним охолодженням