Пристрій для волочіння металевих труб з перемінною вздовж товщиною стінки
Номер патенту: 18111
Опубліковано: 01.07.1997
Автори: Островський Ігор Петрович, Кореняк Юрій Костянтинович, Сеніна Тетяна Володимирівна, Борисенко Юрій Миколайович, Фролов Віктор Пилипович, Чуб Анатолій Васильович
Формула / Реферат
Устройство для волочения металлических труб с переменной по длине толщиной стенки, включающее установленную на станине волоку, короткую коническую оправку, закрепленную на переднем конце оправочного стержня, снабженного механизмом возвратно-поступательного перемещения в процессе волочения трубы, и волочительную тележку, отличающееся тем, что механизм возвратно-поступательного перемещения справочного стержня состоит из двуплечего рычага с осью вращения, закрепленной на станине, одно плечо которого шарнирно соединено с задним концом оправочного стержня, на другом плече установлен с возможностью вращения ручьевой ролик, при этом аналогичный ролик установлен на станине с возможностью вращения и взаимодействия с роликом двуплечего рычага посредством размещенного в ручьях роликов копира, выполненного в виде тела вращения с криволинейной образующей, соединенного с продольной тягой, противоположный конец которой шарнирно закреплен на волочильной тележке.
Текст
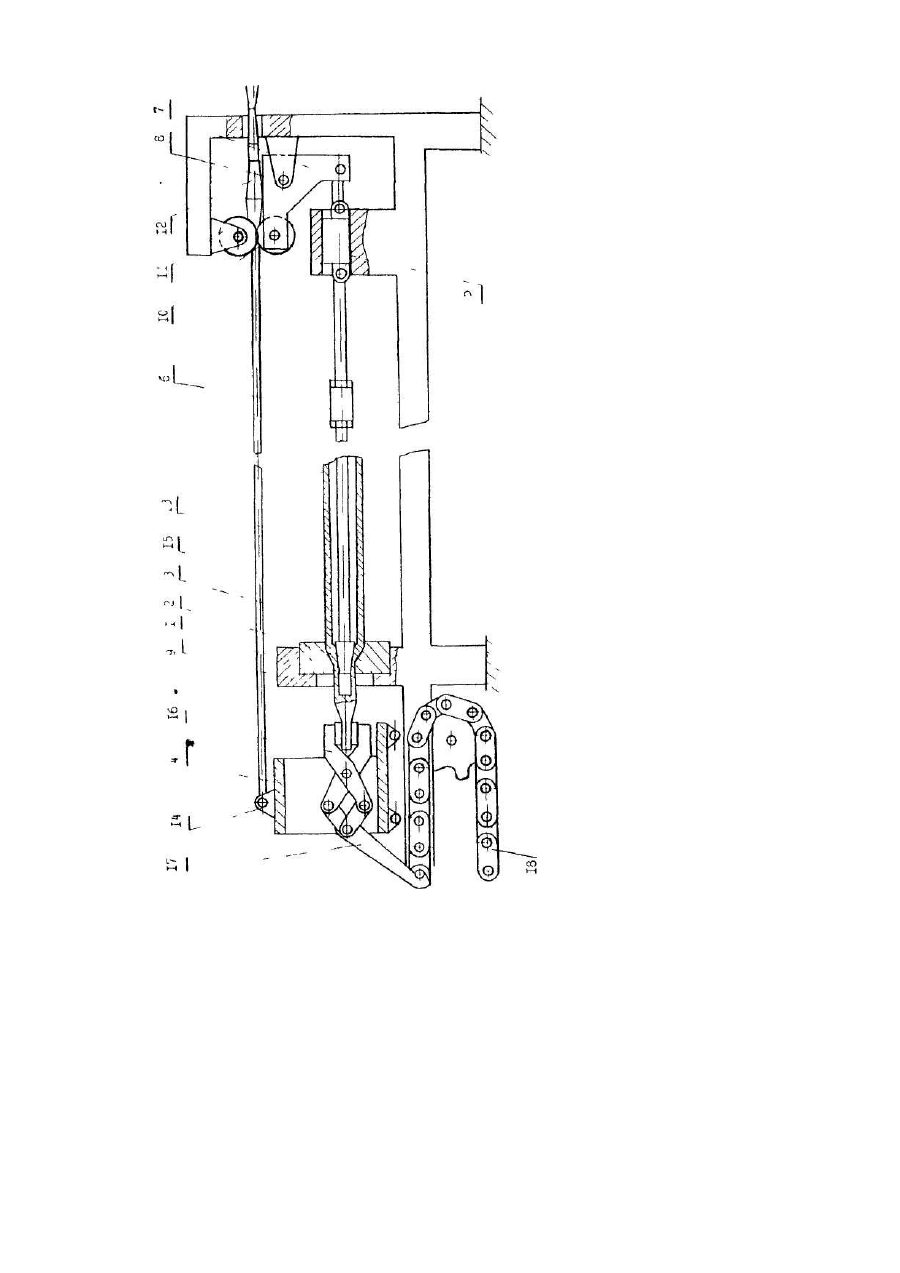
Изобретение относится к трубному производству и может быть использовано при изготовлении труб с переменной по длине толщиной стенки, например, для велосипедных рам и других трубчатых конструкций облегченного типа. Известно устройство, включающее установленную на станине волоку, короткую коническую оправку, закрепленную на переднем конце оправочного стержня, снабженного механизмом его возвратнопоступательного перемещения в процессе волочения трубы, а также волочильную тележку. При этом механизм возвратно-поступательного перемещения стержня с оправкой состоит из кулака и электродвигателя, который приводит кулак в движение через редуктор, а перемещение оправочного стержня происходит в соответствии с профилем кулака (Биск М.Б., Грехов И.А., Славин В.Б. Холодная деформация стальных труб. 4.1. Подготовка к деформации и волочение. Свердловск. Средне-Уральское кн. изд.-во. 1976.С.180-183). Нормальный процесс волочения (без обрыва волочильных головок в период захвата) для большинства сталей и сплавов возможен при плавном нарастании скорости движения волочильной тележки. Для согласования скорости движения тележки (переменной начальный период) со скоростью перемещения справочного стержня, которая задается угловой скоростью вращения и профилем кулака, приводимого от отдельного двигателя, требуются датчики перемещения волочильной тележки и оправочного стержня и сложная электронная система управления двигателем. Периметр профиля кулака, при его заданной угловой скорости, ограничивается набором длин профильных участков протягиваемых труб. Для расширения набора длин профильных участков требуется дополнительное приспособление, изменяющее масштаб угловой скорости вращения кулака (коробка передач, либо сменный набор шестерен, либо вариатор скоростей). Устройство имеет сложную металлоемкую конструкцию (двигатель, редуктор, кулачковый механизм), его эксплуатация требует дополнительных энергозатрат. Кроме того, вследствие неконтролируемости длины свободного пробега волочильной тележки после выхода заднего конца протягиваемой трубы из волоки, кулак в момент остановки стана занимает случайное положение, и при волочении очередной трубы его необходимо возвращать в исходное положение, что приводит к потерям времени и снижению производительности волочильного стана. Задачей данного изобретения является создание устройства, в котором путем применения механизма возвратно-поступательного перемещения справочного стержня обеспечивается жесткая, не требующая регулировки, кинематическая связь между движением волочильной тележки и перемещением оправочного стержня с оправкой, формирующей в очаге деформации стенку протягиваемой трубы. Поставленная задача решена тем, что в устройстве для волочения труб с переменной по длине толщиной стенки, включающем установленную на станине волоку, короткую коническую оправку, закрепленную на переднем конце оправочного стержня, снабженного механизмом возвратно-поступательного перемещения его в процессе волочения трубы, а также волочильную тележку, согласно изобретению механизм возвратнопоступательного перемещения оправочного стержня состоит из закрепленного на станине осью вращения двуплечего рычага, одно плечо которого шарнирно соединено с задним концом оправочного стержня, на другом плече установлен с возможностью вращения ручьевой ролик, при этом аналогичный ролик установлен на станине с возможностью вращения и взаимодействия с роликом двуплечего рычага посредством размещенного в ручьях роликов копира, выполненного в виде тела вращения с криволинейной образующей и соединенного с продольной тягой, противоположный конец которой шарнирно закреплен на волочильной тележке. Отличие предлагаемого устройства от прототипа заключается в том, что механизм возвратнопоступательного перемещения оправочного стержня состоит из двуплечего рычага с осью вращения, закрепленной на станине, одно плечо которого шарнирно соединено с задним концом оправочного стержня, на другом плече установлен с возможностью вращения ручьевой ролик, при этом аналогичный ролик установлен в станине с возможностью вращения и взаимодействия с роликом двуплечего рычага посредством размещенного в ручьях роликов копира, выполненного в виде тела вращения с криволинейной образующей и соединенного с продольной тягой, противоположный конец которой шарнирно закреплен на волочильной тележке. Техническим результатом использования предлагаемого устройства является полное согласование перемещения конической оправки в волоке с перемещением протягиваемой трубы путем установления жесткой, не требующей регулировки и согласования, кинематической связи между перемещением оправочного стержня и движением волочильной тележки. За счет того, что коническая оправка посредством оправочного стержня, двуплечего рычага, ручьевых роликов, копира и продольной тяги кинематически жестко связана с волочильной тележкой, изменение диаметра копира по его длине при движении волочильной тележки приводит к соответствующему перемещению оправки в очаге деформации, что, в свою очередь, определяет изменение толщины стенки протягиваемой трубы по длине тележки и, следовательно, по длине трубы. При уменьшении диаметра копира стенка трубы утоняется, при увеличении - утолщается. Дополнительным техническим результатом является то, что в начале волочения каждой очередной трубы оправка автоматически, без дополнительной настройки, занимает заданное исходное положение в волоке. В пределах полной (максимальной) длины протягиваемых на данном устройстве труб копир можно набрать из "стандартных" частей в зависимости от требуемого закона изменения толщины стенки по длине всей трубы. На чертеже изображено предлагаемое устройство. Устройство состоит из волоки 1, короткой конической оправки 2, закрепленной на переднем конце справочного стержня 3 с механизмом возвратно-поступательного перемещения его в процессе волочения труб, и волочильной тележки 4. При этом механизм возвратно-поступательного перемещения состоит из шарнирно соединенного через подвижное звено 5 и регулировочную муфту 6 двуплечего рычага 7, осью вращения 8 закрепленного на станине 9. Второе плечо двуплечего рычага 7 несет на себе ручьевой ролик 10, составляющий пару с аналогичным роликом 11, укрепленным на станине 9, на которой также установлена волока 1. Между роликами 10 и 11 в их ручьях расположен копир 12, выполненный в форме веретена (тела вращения с криволинейной образующей). Копир 12 соединен с продольной тягой 13, противоположный конец которой шарниром 14 соединен с волочильной тележкой 4. Процесс волочения осуществляется следующим образом. Оправочный стержень 3 вручную смещают назад (против хода волочения), как это делается при обычном короткооправочном волочении. При этом через посредством подвижного звена 5 двуплечий рычаг 7 поворачивается на оси 8 и дает возможность оправке 2 выйти из волоки 1. Оправочный стержень 3 с оправкой 2 отклоняют от оси волочения и надевают на них трубу 15 с забитой головкой. Далее оправочный стержень 3 с надетой на него трубой 15 вводят в волоку 1 и продвигают его вперед так, чтобы волочильная головка вышла из волоки 1 в зону действия захвата 16. До начала волочения длину оправочного стержня 3 муфтой б регулируют так, чтобы кольцевой зазор между оправкой 2 и началом цилиндрического участка канала волоки 1 соответствовал требуемой начальной толщине стенки трубы. Захват 16 зажимает головку трубы, и после того, как крюк 17 соединится с одним из звеньев волочильной цепи 18, протягивает трубу через волоку 1. Волочильная цепь 18 при своем движении увлекает за собой тележку 4 и осуществляется процесс волочения. Продольная тяга, перемещаясь вместе с тележкой 4, протягивает между роликами 10 и 11 копир 12. По мере увеличения диаметра копира 12 отклоняется ролик 10, что приводит к повороту двуплечего рычага 7 и, следовательно, к перемещению оправки 2 назад, -толщина стенки протягиваемой трубы увеличивается. По мере уменьшения диаметра копира 12, под действием сил трения металла на оправке 2, последняя увлекается трубой 15 вперед; этому ее перемещению не препятствует оправочный стержень 3 и двуплечий рычаг 7, поскольку он поворачивается на оси 8 до тех пор, пока диаметр копира 12 уменьшается. При постоянстве диаметра копира 12 перемещения ролика 10 и связанных с ним звеньев, в том числе и оправки, не будет, и толщина стенки трубы будет постоянной. При увеличении диаметра копира 12 перемещение оправки 2 начнется β направлении, обратном описанному выше. Предлагаемое устройство не имеет специального привода и электронных систем управления, обеспечивает точное соответствие закона изменения толщины стенки протягиваемой трубы закону изменения диаметра копира.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for drawing metal pipes with variable thickness along wall
Автори англійськоюFrolov Viktor Pylypovych, Senina Tetiana Volodymyrivna, Ostrovskyi Ihor Petrovych, Chub Anatolii Vasyliovych, Borysenko Yurii Mykolaiovych, Koreniak Yurii Kostiantynovych
Назва патенту російськоюУстройство для волочения металлических труб с переменной вдоль толщиной стенки
Автори російськоюФролов Виктор Филиппович, Сенина Татьяна Владимировна, Островский Игорь Петрович, Чуб Анатолий Васильевич, Борисенко Юрий Николаевич, Кореняк Юрий Константинович
МПК / Мітки
МПК: B21C 3/16
Мітки: стінки, пристрій, перемінною, волочіння, труб, металевих, вздовж, товщиною
Код посилання
<a href="https://ua.patents.su/3-18111-pristrijj-dlya-volochinnya-metalevikh-trub-z-pereminnoyu-vzdovzh-tovshhinoyu-stinki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для волочіння металевих труб з перемінною вздовж товщиною стінки</a>
Оправка для волочіння труб
Номер патенту: 10796
Опубліковано: 25.12.1996
Автори: Ісерсон Ігор Саулович, Іванов Ігор Павлович, Журба Олександр Савельович, Перевалова Еліна Володимировна, Швець Геннадій Михайлович, Баскелович Віктор Зіновьович, Півник Юрій Вікторович, Радовинський Юрій Леонідович, Сидоренко Валентин Костянтинович, Губа Володимир Михайлович
МПК: B21C 3/16, B21B 25/00
Мітки: волочіння, оправка, труб
Формула / Реферат:
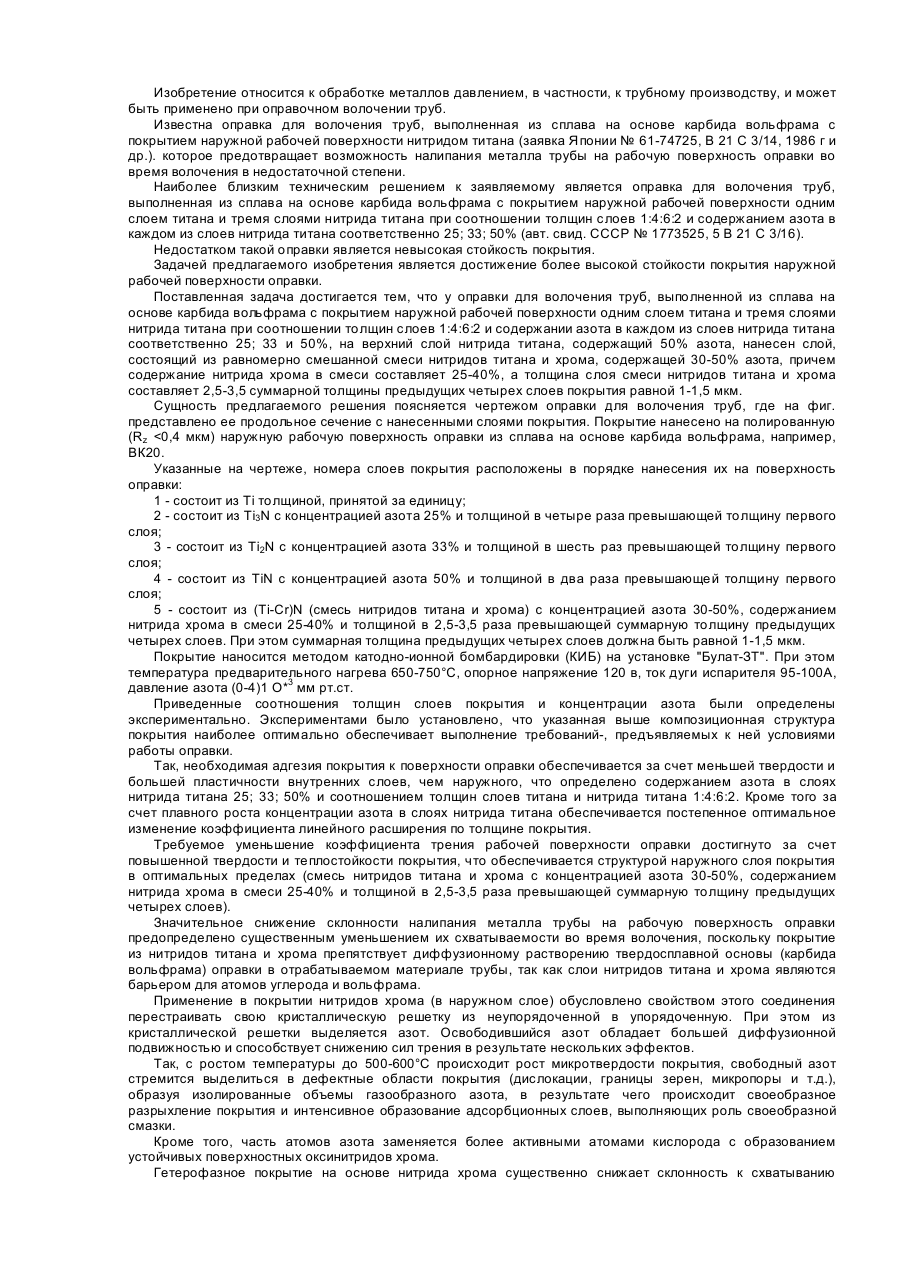
Оправка для волочения труб, выполненная из сплава на основе карбида вольфрама-с покрытием наружной рабочей поверхности одним слоем титана и тремя слоями нитрида титана при соотношении толщины слоев 1:4:6:2 и содержании азота в каждом из слоев нитрида титана соответственно 25, 33 и 50%, отличающаяся тем, что на верхний слой нитрида титана, содержащий 50% азота, нанесен слой, состоящий из равномерно смешанной смеси нитридов титана и хрома,...
Двонитковий довгоправочний стан для волочіння труб
Номер патенту: 13740
Опубліковано: 25.04.1997
Автори: Миргородський Євген Вадимович, Чуб Анатолій Васильович, Лобанов Олександр Іванович, Ламін Алєксандр Борісовіч,, Вєдєрніков Алєксандр Константіновіч,, Куценко Олександр Іванович, Кузнєцов Андрєй Лєонідовіч,, Семенов Олег Олексійович, Бабасов Михайло Владимирович, Хижняк Володимир Дмитрович, Хаустов Георгій Іосифович, Єрємєєв Валєрій Константіновіч,
МПК: B21C 1/16
Мітки: стан, волочіння, труб, двонитковий, довгоправочний
Текст:
...пары цепей 7 и 8, к которым соответственно прикреплены тележки 9 и 10. Расположение гележек таково, что когда одна из них находится у стойки волок 4. другая находится"у привода 11 Ли- 45 ния волочения соединена с линией обкатки перекладчиком (на фиг.1 не показан) и склизом 12. Линия обкатки включает рольганг 13, трайбролики 14, роликовый механизм обкат-. ки 15 с неприводными роликами. Для протя- 50 гивания оправки с трубой через роликовый...
Пристрій для волочіння профілей з крутінням
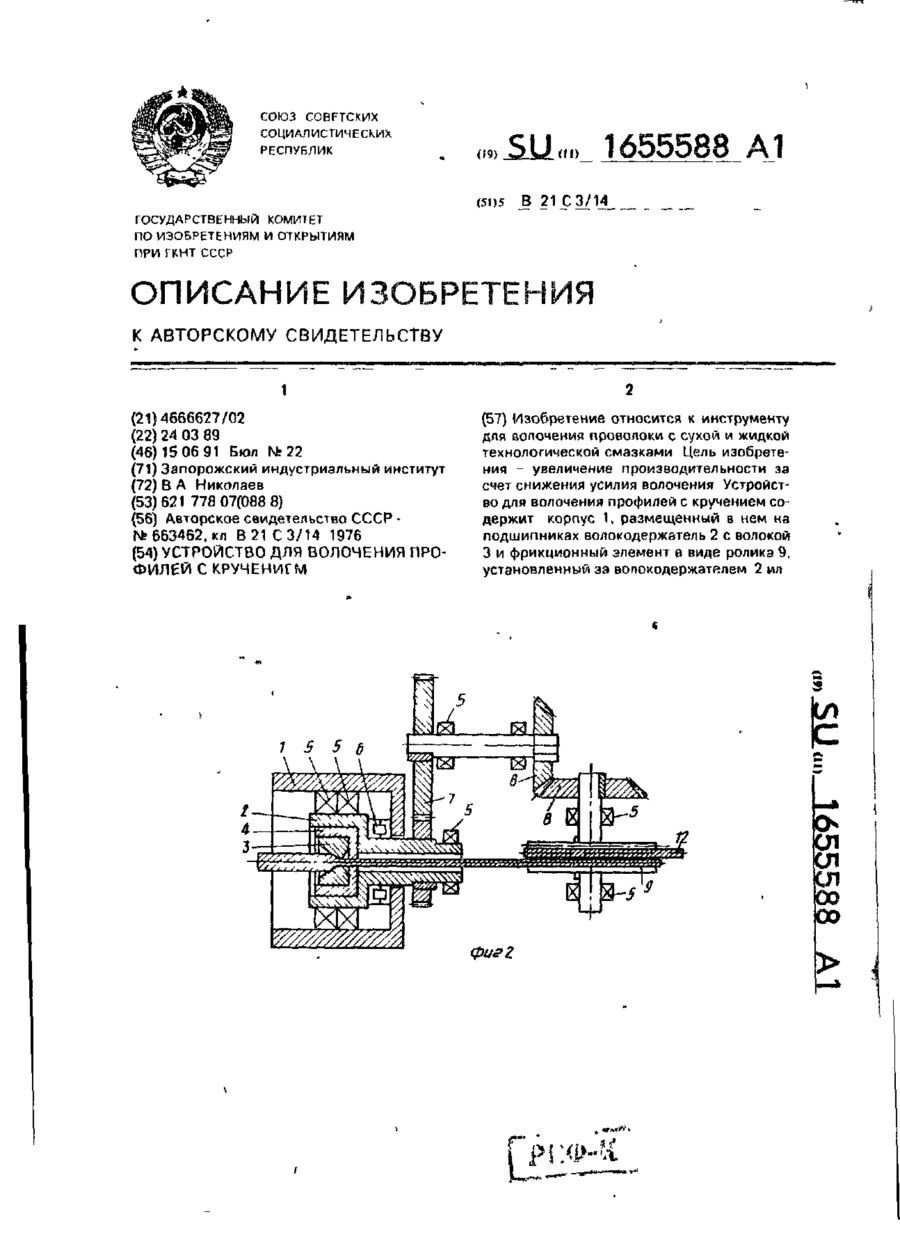
Номер патенту: 14116
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: волочіння, пристрій, профілей, крутінням
Формула / Реферат:
Устройство для волочения профилей с кручением, содержащее корпус, размещенный в нем на подшипниках волокодержатель, несущий волоку, и фрикционный элемент, кинематически связанный с волокодержателем, отличающееся тем, что, с целью увеличения производительности за счет снижения усилия волочения, фрикционный элемент выполнен в виде ролика, установленного за волокодержателем.
Технологічне мастило для волочіння труб з нержавіючої сталі
Номер патенту: 3854
Опубліковано: 27.12.1994
Автори: Ваврик Василь Іванович, Дєнєжний Джон Трохимович, Кулик Валентина Яківна, Цегельнюк Любов Іванівна, Маврина Валентина Миколаївна, Сурмятов Охметзак Садиковіч, Чередниченко Григорій Іванович, Федоренко Олександр Васильович
МПК: C10M 161/00, B21C 1/16, B21C 9/00
Мітки: волочіння, сталі, нержавіючої, труб, мастило, технологічне
Формула / Реферат:
Технологическая смазка для волочения труб из нержавеющей стали, содержащая хлорированные парафины и полимерную вязкостную присадку, отличающаяся тем, что смазка дополнительно содержит жир шерстный, гидрохинон и триэфирдитиофосфорной кислоты, а в качестве полимерной вязкостной присадки смазка содержит каучук полибутадиеновый при следующем соотношении компонентов, мас.%: Триэфирдитиофосфорная кислота 5-20 ...
Пристрій для обробки розтрубів чавунних труб
Номер патенту: 11060
Опубліковано: 25.12.1996
Автор: Жеребний Михайло Олександрович
МПК: B22D 31/00
Мітки: труб, пристрій, розтрубів, обробки, чавунних
Формула / Реферат:
(57) 1. Устройство для обработки раструбов чугунных труб, преимущественно, отлитых центробежным способом, содержащее приводную обрабатывающую головку, приводную тележку для относительного перемещения обрабатывающей головки и трубы и средства фиксации трубы, отличающееся тем, что обрабатывающая головкапредставляет собой центральный и, по меньшей мере, два боковые ролика с однонаправленной конусностью, свободно установленных с...
Попередній патент: Спосіб виділення склареолу із відходів мускатної шавлії
Наступний патент: Спосіб освітлення біохімічно очищеної фенольної стічної води
Випадковий патент: Спосіб діагностики полідорозису у вирощуваних у чорному морі двостулкових молюсків (устриць і мідій)