Спосіб одержання багатоволоконного стабілізованого алюмінієм надпровідника
Номер патенту: 18464
Опубліковано: 25.12.1997
Автори: Близнюк Владислав Олександрович, Долбінов Юрій Дмитрійович, Лихін Володимир Олексійович, Буряк Валентин Порфірійович, Петрусенко Ала Іванівна, Дугадко Олександр Борисович
Формула / Реферат
Способ получения многоволоконного стабилизированного алюминием сверхпроводника, при котором собирают заготовку из стержней деформируемого сплава ниобия с титаном и стержней из стабилизирующего алюминия в цилиндрической трубчатой оболочке из пластичного нормально проводящего металла с пределом текучести, большим, чем у материала стабилизатора, но меньшим, чем у сверхпроводящего сплава, полученную заготовку деформируют до требуемого размера, отличающийся тем, что используют стержни из сверхпроводящего сплава и стабилизирующего алюминия, идентичные по форме и равновеликие по площади поперечного сечения, стержни из стабилизирующего алюминия равномерно размещают среди стержней сверхпроводящего сплава, которые образуют жесткий каркас, полученную заготовку вакуумируют, герметизируют и перед деформацией подвергают обжатию гидростатическим давлением величиной более предела текучести материала оболочки, но менее предела текучести сверхпроводящего сплава.
Текст
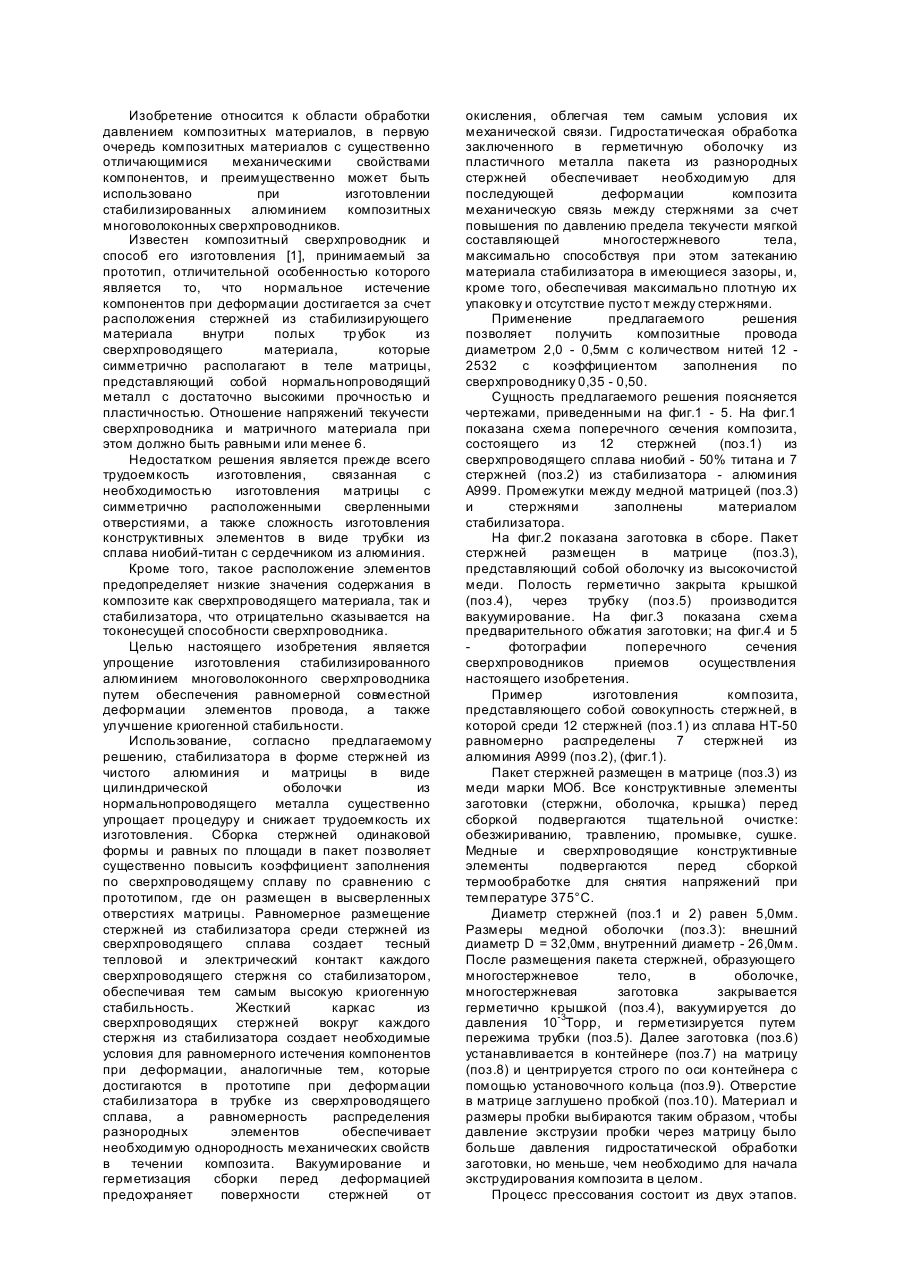
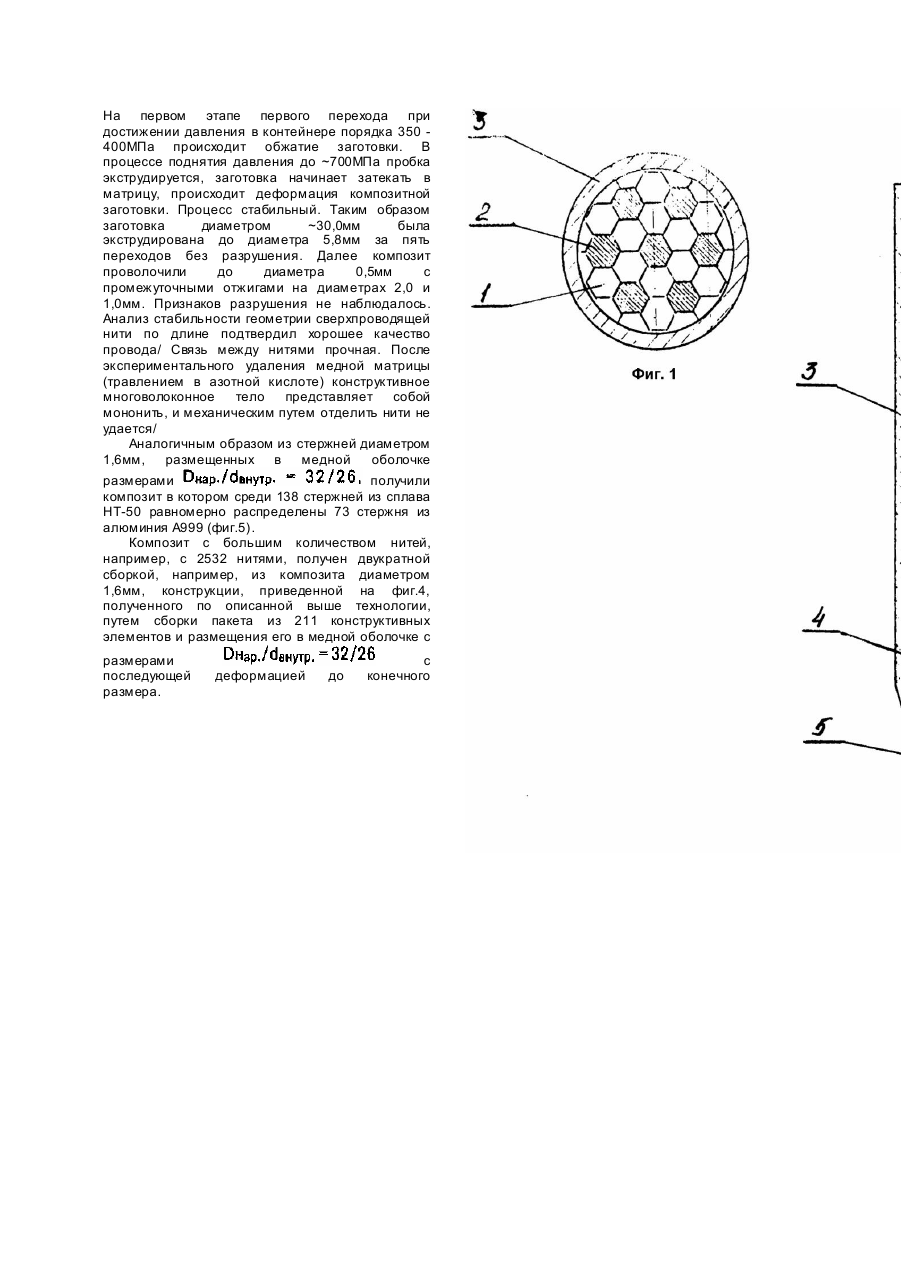
Изобретение относится к области обработки давлением композитных материалов, в первую очередь композитных материалов с существенно отличающимися механическими свойствами компонентов, и преимущественно может быть использовано при изготовлении стабилизированных алюминием композитных многоволоконных сверхпроводников. Известен композитный сверхпроводник и способ его изготовления [1], принимаемый за прототип, отличительной особенностью которого является то, что нормальное истечение компонентов при деформации достигается за счет расположения стержней из стабилизирующего материала внутри полых тр убок из сверхпроводящего материала, которые симметрично располагают в теле матрицы, представляющий собой нормальнопроводящий металл с достаточно высокими прочностью и пластичностью. Отношение напряжений текучести сверхпроводника и матричного материала при этом должно быть равными или менее 6. Недостатком решения является прежде всего трудоемкость изготовления, связанная с необходимостью изготовления матрицы с симметрично расположенными сверленными отверстиями, а также сложность изготовления конструктивных элементов в виде трубки из сплава ниобий-титан с сердечником из алюминия. Кроме того, такое расположение элементов предопределяет низкие значения содержания в композите как сверхпроводящего материала, так и стабилизатора, что отрицательно сказывается на токонесущей способности сверхпроводника. Целью настоящего изобретения является упрощение изготовления стабилизированного алюминием многоволоконного сверхпроводника путем обеспечения равномерной совместной деформации элементов провода, а также улучшение криогенной стабильности. Использование, согласно предлагаемому решению, стабилизатора в форме стержней из чистого алюминия и матрицы в виде цилиндрической оболочки из нормальнопроводящего металла существенно упрощает процедуру и снижает трудоемкость их изготовления. Сборка стержней одинаковой формы и равных по площади в пакет позволяет существенно повысить коэффициент заполнения по сверхпроводящему сплаву по сравнению с прототипом, где он размещен в высверленных отверстиях матрицы. Равномерное размещение стержней из стабилизатора среди стержней из сверхпроводящего сплава создает тесный тепловой и электрический контакт каждого сверхпроводящего стержня со стабилизатором, обеспечивая тем самым высокую криогенную стабильность. Жесткий каркас из сверхпроводящих стержней вокруг каждого стержня из стабилизатора создает необходимые условия для равномерного истечения компонентов при деформации, аналогичные тем, которые достигаются в прототипе при деформации стабилизатора в трубке из сверхпроводящего сплава, а равномерность распределения разнородных элементов обеспечивает необходимую однородность механических свойств в течении композита. Вакуумирование и герметизация сборки перед деформацией предохраняет поверхности стержней от окисления, облегчая тем самым условия их механической связи. Гидростатическая обработка заключенного в герметичную оболочку из пластичного металла пакета из разнородных стержней обеспечивает необходимую для последующей деформации композита механическую связь между стержнями за счет повышения по давлению предела текучести мягкой составляющей многостержневого тела, максимально способствуя при этом затеканию материала стабилизатора в имеющиеся зазоры, и, кроме того, обеспечивая максимально плотную их упаковку и отсутствие пусто т между стержнями. Применение предлагаемого решения позволяет получить композитные провода диаметром 2,0 - 0,5мм с количеством нитей 12 2532 с коэффициентом заполнения по сверхпроводнику 0,35 - 0,50. Сущность предлагаемого решения поясняется чертежами, приведенными на фиг.1 - 5. На фиг.1 показана схема поперечного сечения композита, состоящего из 12 стержней (поз.1) из сверхпроводящего сплава ниобий - 50% титана и 7 стержней (поз.2) из стабилизатора - алюминия А999. Промежутки между медной матрицей (поз.3) и стержнями заполнены материалом стабилизатора. На фиг.2 показана заготовка в сборе. Пакет стержней размещен в матрице (поз.3), представляющий собой оболочку из высокочистой меди. Полость герметично закрыта крышкой (поз.4), через трубку (поз.5) производится вакуумирование. На фиг.3 показана схема предварительного обжатия заготовки; на фиг.4 и 5 фотографии поперечного сечения сверхпроводников приемов осуществления настоящего изобретения. Пример изготовления композита, представляющего собой совокупность стержней, в которой среди 12 стержней (поз.1) из сплава НТ-50 равномерно распределены 7 стержней из алюминия А999 (поз.2), (фиг.1). Пакет стержней размещен в матрице (поз.3) из меди марки МОб. Все конструктивные элементы заготовки (стержни, оболочка, крышка) перед сборкой подвергаются тщательной очистке: обезжириванию, травлению, промывке, сушке. Медные и сверхпроводящие конструктивные элементы подвергаются перед сборкой термообработке для снятия напряжений при температуре 375°C. Диаметр стержней (поз.1 и 2) равен 5,0мм. Размеры медной оболочки (поз.3): внешний диаметр D = 32,0мм, внутренний диаметр - 26,0мм. После размещения пакета стержней, образующего многостержневое тело, в оболочке, многостержневая заготовка закрывается герметично крышкой (поз.4), вакуумируется до давления 10-3Торр, и герметизируется путем пережима трубки (поз.5). Далее заготовка (поз.6) устанавливается в контейнере (поз.7) на матрицу (поз.8) и центрируется строго по оси контейнера с помощью установочного кольца (поз.9). Отверстие в матрице заглушено пробкой (поз.10). Материал и размеры пробки выбираются таким образом, чтобы давление экструзии пробки через матрицу было больше давления гидростатической обработки заготовки, но меньше, чем необходимо для начала экструдирования композита в целом. Процесс прессования состоит из двух этапов. На первом этапе первого перехода при достижении давления в контейнере порядка 350 400МПа происходит обжатие заготовки. В процессе поднятия давления до ~700МПа пробка экструдируется, заготовка начинает затекать в матрицу, происходит деформация композитной заготовки. Процесс стабильный. Таким образом заготовка диаметром ~30,0мм была экструдирована до диаметра 5,8мм за пять переходов без разрушения. Далее композит проволочили до диаметра 0,5мм с промежуточными отжигами на диаметрах 2,0 и 1,0мм. Признаков разрушения не наблюдалось. Анализ стабильности геометрии сверхпроводящей нити по длине подтвердил хорошее качество провода/ Связь между нитями прочная. После экспериментального удаления медной матрицы (травлением в азотной кислоте) конструктивное многоволоконное тело представляет собой мононить, и механическим путем отделить нити не удается/ Аналогичным образом из стержней диаметром 1,6мм, размещенных в медной оболочке размерами получили композит в котором среди 138 стержней из сплава НТ-50 равномерно распределены 73 стержня из алюминия А999 (фиг.5). Композит с большим количеством нитей, например, с 2532 нитями, получен двукратной сборкой, например, из композита диаметром 1,6мм, конструкции, приведенной на фиг.4, полученного по описанной выше технологии, путем сборки пакета из 211 конструктивных элементов и размещения его в медной оболочке с размерами последующей размера. деформацией до с конечного
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of making multicore-fiber superconductor stabilized by aluminum
Автори англійськоюBuriak valentyn Porfiriiovych, Petrusenko Alla Ivanivna, Duhadko Oleksandr Borysovych, Blyznyuk Vladyslav Oleksandrovych, Lykhin Volodymyr Oleksiiovych, Dolbinov Yurii Dmitriyovich
Назва патенту російськоюСпособ получения многоволоконного стабилизированного алюминием
Автори російськоюБуряк Валентин Порфирьевич, Петрусенко Алла Ивановна, Дугадко Александр Борисович, Близнюк Владислав Александрович, Лыхин Владимир Алексеевич, Долбинов Юрий Дмитриевич
МПК / Мітки
МПК: H01B 12/00
Мітки: стабілізованого, алюмінієм, багатоволоконного, одержання, спосіб, надпровідника
Код посилання
<a href="https://ua.patents.su/3-18464-sposib-oderzhannya-bagatovolokonnogo-stabilizovanogo-alyuminiehm-nadprovidnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання багатоволоконного стабілізованого алюмінієм надпровідника</a>
Спосіб одержання фторвмісного високотемпературного надпровідника
Номер патенту: 17421
Опубліковано: 06.05.1997
Автори: Марійчук Руслан Тарасович, Семрад Омелян Омелянович, Бунда Віктор Варфоломійович, Сливка Володимир Юлійович
МПК: H01L 21/00, C04B 35/505, C04B 35/64
Мітки: одержання, фторвмісного, надпровідника, високотемпературного, спосіб
Текст:
...трубку 10 в стінці реактора.Сполучення балону з системою здійснюють силіконовою трубкою 8.Відведений газ пропускають через дрексель 11 з рідиною (водою) для підтримки певного парціального тиску.Реактор поміщають в силітову піч 12.Температуру вимірюють ХА-термопарою 4 і приладом 5. Режим синтезу:суміш вихідних речовин нагрівають до температури 940-960°С з швидкістю 320°С/год,витримують 10-12 годин.Потім з швидкістю 20-50°С/год нагрівають до...
Спосіб виробництва стабілізованої алюмінієм низьковуглецевої сталі для холодного штампування
Номер патенту: 6943
Опубліковано: 31.03.1995
Автори: Куликов Ігор Вячеславович, Гизатулін Генадій Зинатович, Панковець Василь Іванович, Кологривова Лідія Миколаївна, Вяткін Юрій Федорович, Табунщиков Віталій Юрійович, Наконечний Анатолій Якович, Троянський Олександр Анатолійович, Никитін Валентин Миколайович, Толимбеков Манат Жаксибергенович, Литвиненко Денис Онуфрійович, Радченко Володимир Миколайович, Ларіонов Олександр Олексійович, Гуров Микола Олексійович, Пономаренко Олександр Георгійович, Афонін Серафим Захарович, Зац Євгенія Львівна, Литвинов Віктор Іванович, Жаворонков Юрій Іванович, Булянда Олександр Олексійович, Лазько Валентина Григоровна
МПК: C21C 7/06
Мітки: холодного, спосіб, низьковуглецевої, сталі, алюмінієм, стабілізованої, виробництва, штампування
Формула / Реферат:
Формула изобретения1. Способ производства стабилизированной алюминием низкоуглеродистой стали для холодной штамповки, включающий выпуск металла в ковш с присадками шлакообразующих по ходу выпуска, продувку аргоном, подачу марганецсодержащих материалов, ввод алюминия двумя порциями, отличающийся тем, что, с целью повышения качества стали и экономичности способа, в качестве марганецсодержащих материалов используют марганцевый агломерат,...
Спосіб виготовлення надпровідникового дроту
Номер патенту: 16193
Опубліковано: 29.08.1997
Автори: Матросов Микола Іванович, Буряк Валентин Порфірійович, Раханський Генадій Афанасійович, Малишев Євген Миколайович, Дугадко Олександр Борисович
МПК: H01B 12/00
Мітки: спосіб, дроту, виготовлення, надпровідникового
Формула / Реферат:
1. Способ изготовления сверхпроводящего провода, заключающийся в совместной сборке покрытых медной оболочкой стержней из сплавов ниобия с титаном в общую оболочку из нормальнопроводяще-го металла, например меди, деформации полученной заготовки до требуемого размера путем последовательных операций гидростатического прессования с уменьшением диаметра заготовки в очаге деформации и термообработок при температурах не выше температуры...
Спосіб безфлюсової пайки титану та його сплавів з алюмінієм і його сплавами
Номер патенту: 12266
Опубліковано: 25.12.1996
Автори: Соколова Ніна Михайлівна, Тюнін Юрій Миколайович, Єфремов Володимир Іванович, Коцаренко Віктор Миколайович, Селіванов Володимир Костянтинович, Базелев Борис Павлович, Перевезенцев Борис Миколайович
МПК: B23K 35/22, B23K 1/19
Мітки: сплавів, спосіб, пайки, алюмінієм, титану, сплавами, безфлюсової
Формула / Реферат:
1. Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами, при котором производят сборку деталей с размещением в зоне паяемых зазоров припоя на основе алюминия, помещают сборку в контейнер, расположенный в вакуумной камере и сообщающийся с ней через откачные отверстия, вакуумируют камеру с контейнером, производят нагрев до температуры пайки с подачей паров магния и последующее охлаждение, отличающийся тем, что, с целью...
Заготовка для одержання армованого композиційного матеріалу
Номер патенту: 9394
Опубліковано: 30.09.1996
Автори: Коханий Валерій Олексійович, Тучінський Лев Йосипович, Сяміуллін Заір Сайярович, Бакарінова Валентина Іванівна, Вішняков Леон Романович, Ареф'єф Борис Олександрович, Карпінос Дмитро Моісейович, Мороз Валентина Павлівна, Ципіна Ліна Нехем'янівна
МПК: B22F 7/04, C22C 47/00
Мітки: заготовка, одержання, армованого, композиційного, матеріалу
Формула / Реферат:
Заготовка для получения армированного композиционного материала, содержащая слои алюминиевого сплава, борные волокна и стальную проволоку, отличающаяся тем, что, с целью повышения вязкости разрушения композиционного материала, стальная проволока в заготовке выполнена в виде объемных сетчатых каркасов петельной структуры, расположенных между борными волокнами и отделенных от них слоями алюминиевого сплава, причем суммарная площадь...
Попередній патент: Пристрій для спікання анодів конденсаторів
Наступний патент: Спосіб виготовлення багатошарових тонкостінних труб
Випадковий патент: Двотактний двигун внутрішнього згоряння