Спосіб виготовлення багатошарових тонкостінних труб
Номер патенту: 18465
Опубліковано: 25.12.1997
Автори: Кравченко Володимир Іванович, Малкін Адольф Іосіфович, Есаулов Михайло Олексійович, Фельдман Олександр Ісаакович, Кузнєцов Федір Лаврентьєвич, Лісовський Олександр Олександрович, Бобух Олександр Анатолійович, Логвінєнко Василь Васильович, Масальський Альберт Іванович, Беліков Юрій Михайлович, Вайсман Фелікс Юхимович, Кекух Станіслав Миколаєвич, Попов Марат Васильович
Формула / Реферат
Способ изготовления многослойных тонкостенных труб из коррозионностойких сталей, включающий сборку многослойного пакета из труб-слоев с предготовой толщиной стенки, имеющих специальное покрытие, устранение межслойных зазоров, обварку концов, пакетную прокатку на станах ХПТР, повторную обварку концов, обезжиривание, обрезку концов, термообработку, отличающийся тем, что перед термообработкой трубы обкатывают на косовалковом правильном стане со знакопеременной овализацией диаметра в пределах 4 - 8%, а термообработку проводят путем нагрева труб до температуры 150 - 180°C со скоростью 0,5 - 1°C в секунду и выдержки при этой температуре 3 - 4 минуты на 1м длины трубы.
Текст
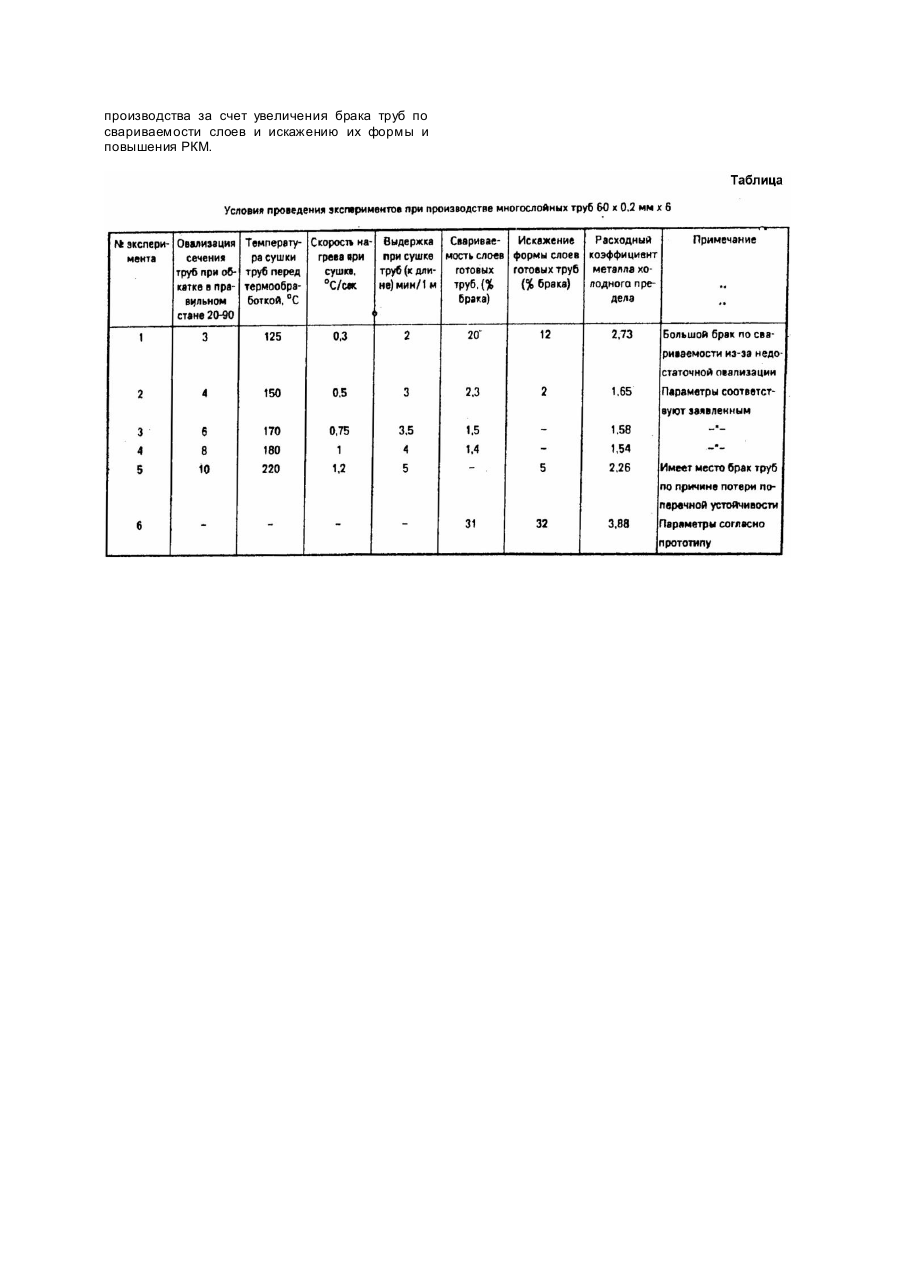
Изобретение относится к технологии изготовления тонкостенных многослойных труб из коррозионностойких сталей пакетной прокаткой на станах ХПТР, в частности, используемых при производстве сильфонов. Известен способ изготовления многослойных труб, включающий следующие основные операции: нанесение защитного покрытия на трубы-слои с предготовой толщиной стенки и сборка из них многослойных пакетов; устранение межслойных зазоров раздачей и волочением; обварка концов труб; пакетная прокатка на станах ХПТР; обезжиривание; повторная обварка концов; обрезка концов труб; термообработка (Технологическая инструкция ЮТЗ ТИ №15 - 84 85). При использовании данного способа имеет место большой расход металла, связанный с образованием брака при термообработке по причине: - локальной свариваемости труб-слоев, обусловленной действием сжимающих напряжений между слоями, образовавшихся при прокатке на станах ХПТР при частичном разрушении защитного покрытия; искажением формы труб-слоев ("схлопыванием"), что обусловлено быстрым превращением в пар высокого давления кристаллизационной воды, находящейся в капиллярных "каналах между слоями. Задачей данного решения является создание способа изготовления многослойных тонкостенных труб, характеризующегося низким расходом металла. Эта задача решена тем, что в способе, включающем сборку многослойного пакета из труб-слоев с предготовой толщиной стенки, имеющих специальное покрытие, устранение межслойных зазоров, обварку концов труб, пакетную прокатку на стане ХПТР, повторную обварку концов, обезжиривание, обрезку концов и термообработку, перед термообработкой трубы сначала обкатывают на косовалковом правильном стане со знакопеременной овализацией в пределах 4 - 8%, а затем осуществляют нагрев труб до температуры 150 - 180°C со скоростью 0,5 - 1°C в секунду и выдержку при этой температуре 3 - 4мин на 1 метр длины труб. Отличие предлагаемого способа от прототипа заключается в проведении двух дополнительных операцией между обрезкой концов труб и термообработкой, а именно трубы после обрезки концов сначала обкатывают на косовалковом плавильном стане, а затем осуществляют и х нагрев и выдержку по указанным выше режимам. Технический результат от применения предлагаемого способа заключается в значительном снижении расхода металла. Это связано с тем, что проведение обкатки со знакопеременной овализацией в пределах 4 - 8% обеспечивает существенное снижение (вплоть до нуля) напряжений между трубами-слоями, вследствие чего исключается их локальная свариваемость. При последующем нагреве труб до 150 - 180°C происходит их сушка, при которой происходит постепенный выход из межслойного пространства кристаллизационной воды, перешедшей в парообразное состояние. Указанное исключает искажение формы трубслоев при термообработке под действием пара высокого давления (при температуре ~1000°C). Предложенный способ осуществляют следующим образом. После сборки труб-слоев с предготовой толщиной стенки в многослойные пакеты (вариант "труба в трубу) производят устранение межслойных зазоров раздачей и волочением на волочильном стане. Далее трубы обваривают по обоим концам на контактной шовной машине, после чего прокатывают в пакете на стане ХПТР со степенью деформации 45 - 50%. После повторной обварки концов (для гарантированной герметизации) трубы обезжиривают в ванне со щелочным раствором. Далее производят обрезку обваренных концов и обкатку на косовалковом стане с осуществлением знакопеременной овализации труб, составляющей 4 - 8% от величины диаметра. После указанной обработки диаметр труб увеличивается на 0,1 - 0,15мм, образуются локальные зазоры и уменьшаются сжимающие напряжения между слоями. Это многократно уменьшает вероятность сваривания труб-слоев при последующей термообработке. После обкатки трубы подвергают сушке при температуре 150 - 180°C. Нагрев производят со скоростью 0,5 - 1°C в секунду. Выдержка составляет 3 - 4 минуты на 1 метр длины трубы. Нагрев проводят в печи типа колпаковой. Предложенный и известный способы были испытаны при производстве шестислойных труб из стали типа Х18Н10Т-МТ 60 ´ 0,2мм ´ 6. Эксперимент был осуществлен следующим образом. Партия труб 90 штук была разделена на шесть частей по 15 штук. Одна часть труб была обработана по известной технологии - сборка труб-слоев с покрытиями в пакет, устранение межслойных зазоров, обварка концов, пакетная прокатка на стане ХПТР 30 - 60 по маршруту 63,5 ´ 0,38 ´ 6 - 60 ´ 0,2мм ´ 6, обрезка и обварка концов, обезжиривание, обрезка концов, термообработка в печи с водородной атмосферой "Древер" при конечной температуре нагрева 1000°C со скоростью движения трубы в печи 0,5м/мин. Пять остальных частей труб обрабатывались аналогично первой до операции термообработки. Перед термообработкой эти трубы были обкатаны на косовалковом правильном стане 20 - 90, имеющем три пары валков, при этом параметры настройки стана были следующие: угол установки валков к оси правки 30°, число оборотов валков в минуту - 50, овализация трубы во все х трех парах валков варьировалась от 3 до 10%. Затем трубы после обкатки по вышеуказанным режимам перед термообработкой были просушены в колпаковой печи при температуре и скорости нагрева варьируемых от 125 до 220°C и от 0,3 до 1,2°C/мин с выдержкой при этой температуре от 2 до 5 минут на 1 метр длины трубы (т.е. параметры варьировались от меньших до больших величин, чем предложенные в данном способе). Как видно из представленных в таблице данных, наименьший брак по свариваемости труб-слоев и искажению их формы и наименьший расходный коэффициент металла (РКМ) имел место в вариантах 2 - 4, где варьируемые параметры соответствовали заявленным в формуле изобретения. В случае выхода значений этих параметров за пределы, оговоренные в формуле изобретения, ухудшаются показатели производства за счет увеличения брака труб по свариваемости слоев и искажению их формы и повышения РКМ.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of thin-walled multilayer pipes
Автори англійськоюBelikov Yurii Mykhailovych, Yesaulov Mykhailo Oleksiiovych, Vaisman Feliks Yukhymovych, Kuznietsov Fedir Lavrentievych, Lisovskyi Oleksandr Oleksandrovych, Popov Marat Vasyliovych, Masalskyi Albert Ivanovych, Feldman Oleksandr Isaakovych, Malkin Adolf Iosifovych, Bobukh Oleksandr Anatoliiovych, Kravchenko Volodymyr Ivanovych, Kekukh Stanislav Mykolaievych, Lohvinienko Vasyl Vasyliovych
Назва патенту російськоюСпособ изготовления тонкостенных многослойных труб
Автори російськоюБеликов Юрий Михайлович, Есаулов Михаил Алексеевич, Вайсман Феликс Ефимович, Кузнецов Федор Лаврентьевич, Лисовский Александр Александрович, Попов Марат Васильевич, Масальский Альберт Иванович, Фельдман Александр Исаакович, Малкин Адольф Иосифович, Бобух Александр Анатольевич, Кравченко Владимир Иванович, Кекух Станислав Николаевич, Логвиненко Василий Васильевич
МПК / Мітки
МПК: B23K 20/04
Мітки: багатошарових, тонкостінних, труб, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-18465-sposib-vigotovlennya-bagatosharovikh-tonkostinnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарових тонкостінних труб</a>
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Кірсанов Микола Васильович, Хохлов Анатолій Іванович, Кекух Станіслав Миколайович, Злинько Валерій Дмитрович, Самойленко Генадій Дмитрович, Загребельний Віктор Терентійович, Куценко Олександр Іванович, Король Радимір Миколайович, Король Микола Миколайович, Лісовський Олександр Олександрович, Кравченко Юрій Олексійович, Науменко Сергій Григорович, Смолін Олексій Миколайович
МПК: B21B 21/00
Мітки: прокатки, холодної, спосіб, особливої, тонкостінних, періодичної, труб
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб виготовлення багатошарових друкованих плат
Номер патенту: 15573
Опубліковано: 30.06.1997
Автор: Каплунов Сергій Геннадійович
МПК: H05K 3/46
Мітки: друкованих, виготовлення, багатошарових, плат, спосіб
Формула / Реферат:
Способ изготовления многослойных печатных плат, включающий формирование отверстий в фольгированных диэлектрических слоях, их металлизацию и формирование рисунков проводников внутренних слоев металлизации, сборку слоев и склеивающих прокладок в пакет, прессование пакета под действием температуры, формирование отверстий в пакете, их металлизацию, получение рисунка проводников на наружных слоях пакета, отличающийся тем, что наружные слои пакета...
Спосіб виробництва багатошарових труб та сосудів
Номер патенту: 16006
Опубліковано: 29.08.1997
Автори: Рибаков Анатолій Олександрович, Мошкін Венедикт Феофанович, Патон Борис Євгенович, Бучацький Георгій Петрович, Бендер Віктор Сергійович, Кучук-Яценко Сергій Іванович, Білецький Семен Михайлович, Хижняк Констянтин Констянтинович
МПК: B21D 51/16
Мітки: виробництва, багатошарових, спосіб, труб, сосудів
Формула / Реферат:
1. Способ производства многослойных труб и сосудов, включающий разрезку рулонной стали на полосы мерной длины, навивку обечаек из этих полос по спирали Архимеда, сварку обечаек продольными швами и соединение их между собой кольцевыми швами, отличающийся тем, что, с целью повышения качества кольцевых швов и снижения расхода рулонного металла, обечайки после навивки разрезают в зоне нахлеста, образуемого передней и задней кромками листа,...
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Сидоренко Анатолій Михайлович, Краснюк Наталія Євгенівна, Шлапацька Валентина Василівна
МПК: B31C 1/00, B29C 53/00, B29C 71/00
Мітки: трубчастих, виробів, багатошарових, виготовлення, спосіб
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Спосіб калібровки кінців тонкостінних труб і пристрій для його втілення
Номер патенту: 9460
Опубліковано: 30.09.1996
Автори: Сухов Віталій Вікторович, Житній Григорій Дмитрович, Мільченко Євген Іванович, Новицький Валерій Андронович, Младінов Степан Дмитрович, Венцківський Олександр Вітальович
МПК: B21C 37/06, B21D 41/00
Мітки: труб, кінців, пристрій, спосіб, втілення, тонкостінних, калібровки
Формула / Реферат:
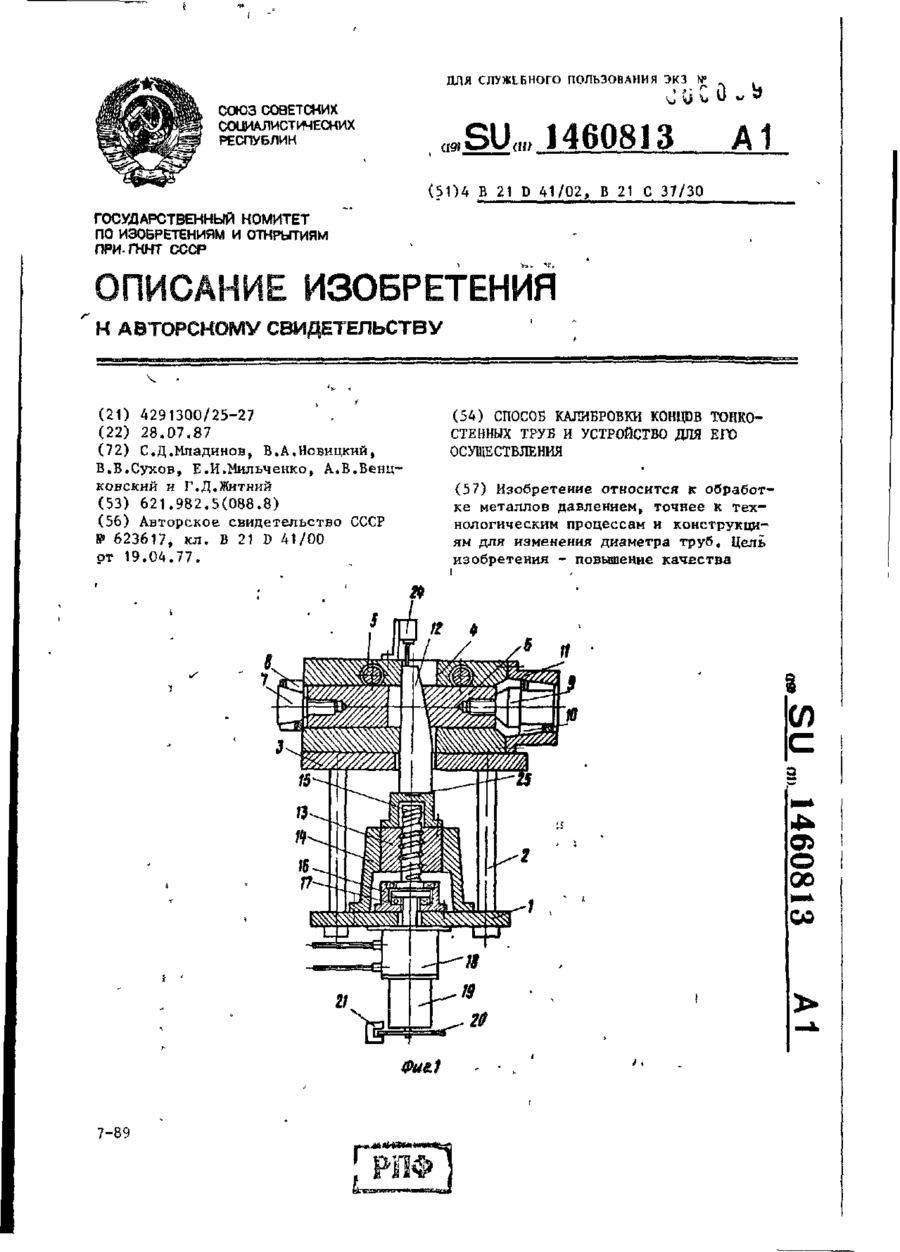
1. Способ калибровки концов тонкостенных труб путем их расширения или обжатия, отличающийся тем, что, с целью повышения качества труб, деформацию расширения или обжатия производят в два этапа: первоначально до диаметра трубы D1, определяемого соотношениемгде Dном - заданный диаметр конца трубы,sт - предел текучести материала трубы,Е - модуль упругости материала трубы,e - относительное удлинение материала...