Спосіб виготовлення надпровідникового дроту
Номер патенту: 16193
Опубліковано: 29.08.1997
Автори: Буряк Валентин Порфірійович, Малишев Євген Миколайович, Матросов Микола Іванович, Дугадко Олександр Борисович, Раханський Генадій Афанасійович
Формула / Реферат
1. Способ изготовления сверхпроводящего провода, заключающийся в совместной сборке покрытых медной оболочкой стержней из сплавов ниобия с титаном в общую оболочку из нормальнопроводяще-го металла, например меди, деформации полученной заготовки до требуемого размера путем последовательных операций гидростатического прессования с уменьшением диаметра заготовки в очаге деформации и термообработок при температурах не выше температуры равновесия однофазной и двухфазной областей на диаграмме фазовых равновесий сплавов системы ниобий-титан, отличающийся тем, что, с целью упрощения процесса изготовления провода при одновременном повышении качества сверхпроводящего провода, термообработку проводят в очаге деформации, при этом температуру в очаге деформации поддерживают не ниже температуры начала рекристаллизации нормальнопроводящего металла оболочки. 2. Способ по п. 1, отличающийся тем, что, с целью повышения токонесущей способности провода путем уменьшения диаметра сверхпроводящих волокон до размеров меньших, чем глубина проникновения магнитного поля, но больших длины когерентности, температуру в очаге деформации поддерживают не выше температуры начала диффузионного взаимодействия компонентов сверхпроводящего сплава и медной оболочкой.
Текст
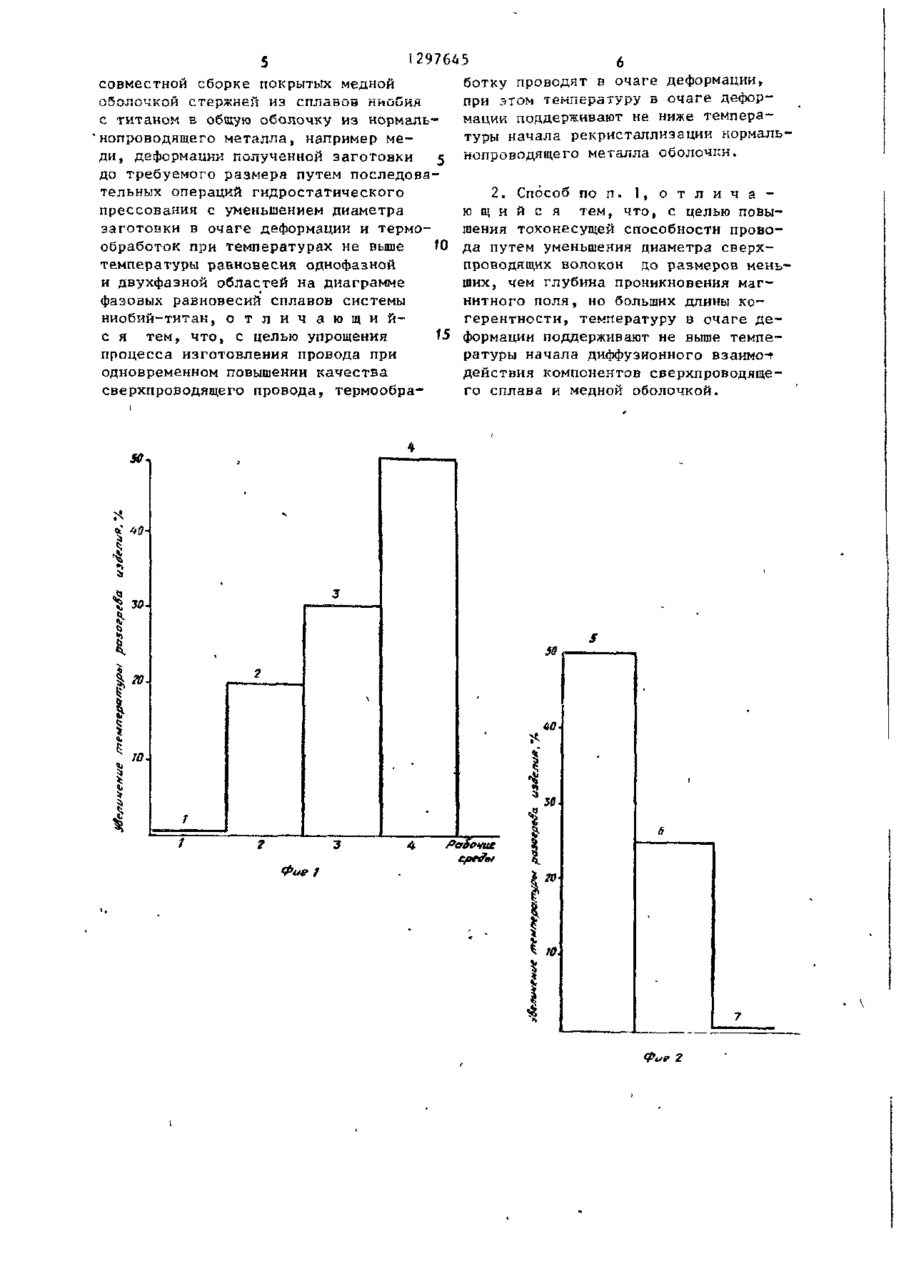
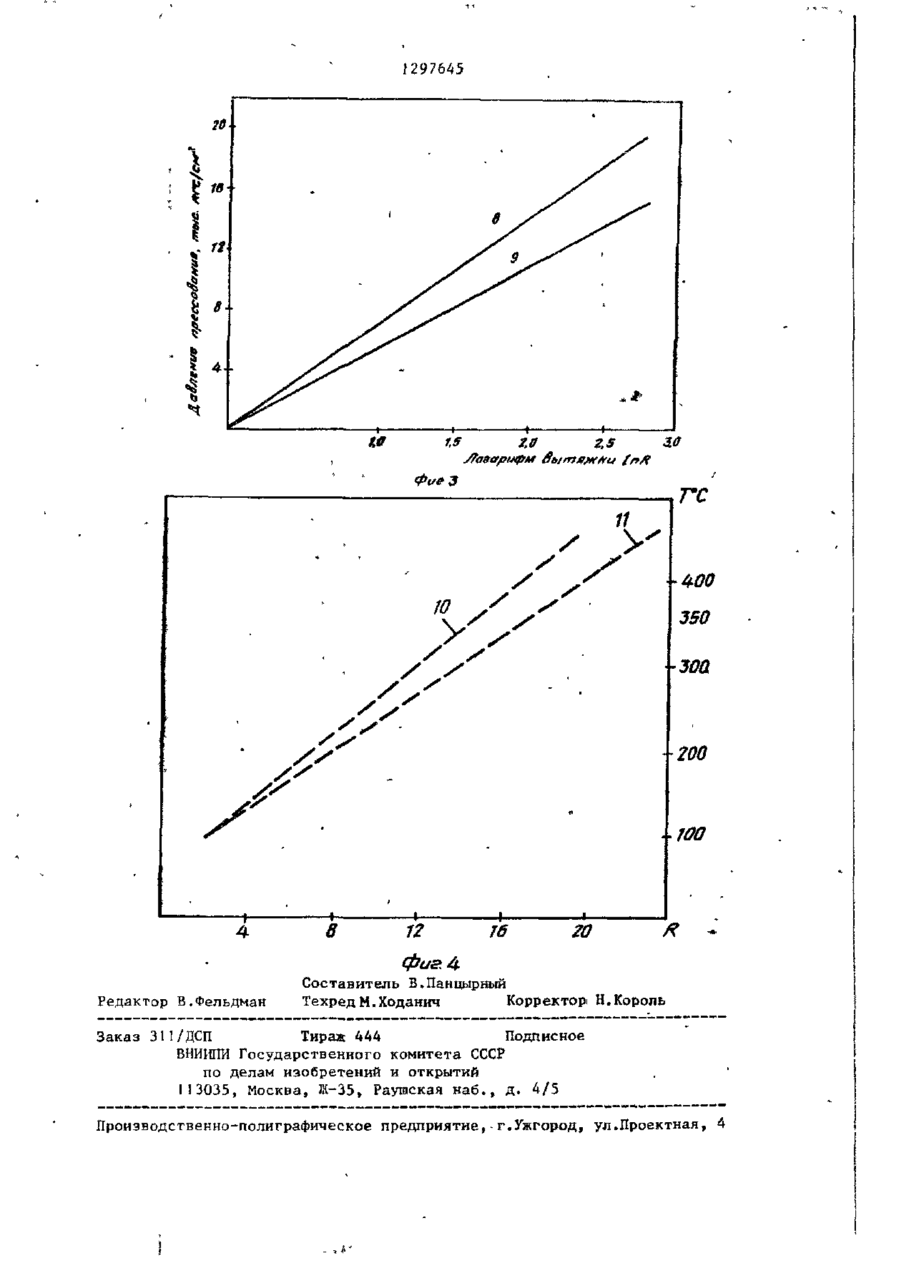
Изобретение относится к технической сверхпроводимости, а именно к получению многоволоконных стабилизированных сверхпроводящих проводов на осново сплавов ниобия с титаном методами гидропрессования* Цепью изобретения является упрощение процесса изготовления провода при одновременном повышении качества сверхпроводящего провода. Для этого стержни из сплава ниобия с титаном в медных оболочках собирают в общую оболочку из нормальнопроводящего металла и деформируют полученную заготовку до требуемого размера путем последовательных операций гидропрессования, в процессе которых температуру в очаге деформации поддерживают не ниже температуры начала рекристаллизации и не выше температуры равновесия однофазной и двухфазной областей на диаграмме фазовых равновесий сплавов системы ниобий-титан. С целью дальнейшего повышения токонесущей способности провода путем уменьшения диаметра сверхпроводящих волокон до размеров 9 меньших, чем глубина проникновения магнитного поля, но больших длины когерентности, температуру в очаге деформации поддерживают не выше температуры начала диффузионного взаимо- • действия компонентов сверхпроводяще го сплава и медной оболочки. 1 з.п. ф-лы, 4 ил. t С со .? I 1297645 Изобретение относится к технической сверхпроводимости и может быть использовано при получении многово• локонных стабилизированных сверхпроводников Неї основе сплавов ниобия с _ титаном методами гидропрессования. Целью изобретения является упрощение процесса изготовления провода при одновременном повышении качества сверхпроводящего провода. J0 На фиг.1 приведена диаграмма эффективности применения рабочих сред с целью целенаправленного регулирования температуры разогрева изделия; на фиг.2 - диаграмма эффектив- 15 ности применения деформирующих матриц; на фиг.З показан график влияния скорости прессования и вытяжки на величину давления гидропрессования; на фиг.4 показан график зависимости 20 температуры разогрева пресс-изделия от величины деформации. Изготовление многоволоконного стабилизированного медью сверхпроводника осуществляют методом гидростатичес-25 кого прессования с регулированием теплового эффекта в зоне деформации (саморазогрева пресс-изделия) путем подбора режимов гидропрессования. Поддерживая температуру самора- 30 зогрева составной заготовки в течение всего процесса де&ормации не выше температуры начала диффузионного взаимодействия компонентов сверхпроводящего сплава и медной оболочки и уст- 35 раняя этим причину охрупчивания и обрывности волокон, можно добиться дальнейшего повышения критической плотности тока (до 2-х раз) и снижения электрических потерь в перемен- 40 ных магнитных полях путем получения провода с диаметром сверхпроводящих волокон меньше, чем глубина проникновения магнитного поля, но больше длины когерентности. 45 Аналитическая зависимость для предварительной оценки температуры саморазогрева при деформации может быть представлена в следующем виде: где о R характеристика деформируемости материала заготовки, кг/мм 3 ; вытяжка; коэффициент трения в очаге деформации; угол матрицы, град; — механический эквивалент тєгт /от к г с ла 427 -; м/ккал - удельная теплоемкость материала заготовки и рабочей среды. ]_ал * г град ^ w t f- плотность материала заго5 товки, г/см . Более точно температурный саморазогрев может быть опеределен по экспериментальным номограммам и зависимостям, приведенным на фиг.1, где приняты следующие обозначения: 1 - касторовое масло +20% изобутилового спирта, 2 - касторовое масло + 10% изобутилового спирта, 3 касторовое масло, 4 - индустриальное 20 + 30% керосина. • На фиг.2 приняты следующие обозначения : 5 - матрица с прямолинейной образующей 6конуса с отклонением от Ы = 20°; - матрица с прямолинейной образующей конуса с _Ы_ = = 20°, 7 - матрица с криволинейной формой деформирующей части. На фиг.З приняты следующие обозначения: 8 - скорость выдавливания 0,03 м/с, 9 - скорость выдавливания 0,3 м/с. Температуру разогрева изделия в очаге деформации контролировали вмонтированной в матрицу термопарой, находящейся в хорошем тепловом контакте с пресс-изделием на выходе его из очага деформации. В целях выбора эталонных режимов гидропрессования для каждой конкретной конструкции составной заготовки осуществляли сквозной контроль температуры, структурного состояния после деформации и токонесущей способности. Холодное гидропрессование в дальнейшем осуществляли с использованиєм в качестве рабочей жидкости касторового масла в смеси с добавками высокого давления, например изобутилового спирта в пределах 10-20%, применением конструкции заготовки с 50 уменьшенной жесткостью переднего конца на деформирующих матрицах с профилем формообразующей части в форме никлоиды с радиусом, равным (1,051,1) радиуса заготовки при давлении 55 жидкости 12,0-15,0 кбар. Деформацию составных заготовок осуществляли с разовыми вытяжками 1420 и скоростью прессования 0,30,4 м/с. З 1297645 При применении матрицы с криволинейным профилем заходной части, использовании заготовки с уменьшенной жесткостью переднего конца, скорости прессования 0,40 м/с, рабочей жидкое-5 ти с 10% добавок высокого давления интервал температур 350-400 С достигается в диапазоне вытяжек 14-17, что иллюстрируется кривой 10 (см. фиг.4). При той же геометрии мат'0 рицы и конструкции заготовки, скорости прессования 0,3 м/с и рабочей жидкости, содержащей 20% добавок, указанный интервал температур достигается в диапазоне вытяжек 27-20, что 15 иллюстрируется кривой 11, (см.фиг.4). что обеспечивает достижение критической плотности тока (2,2-2,4) х х 10 А/м во внешнем магнитном поле с индукцией 5 Тл. Кроме того, при ве-20 личине вытяжки' ^14 не наблюдалось надежного сцепления составных элементов заготовки, достаточного для продолжения последующей холодной обработки. 25 П р и м е р . Для изготовления многоволоконного провода использовали сплав на основе ниобия с 50 мас.% титана, выплавленный из чистых 30 ниобия и титана дуговой и последующей электронно-лучевой плавкой. Слиток размещали в стакане из меди с наружным диаметром 75 мм с коэффициентом заполнения сверхпроводником 25, 50 и 75%, пос- 35 ле чега прессовали жидкостью высокого давления на прессе усилием 1000 и 250 т.е. на круглый профиль 3,7 мм. Круглый профиль разрезали на мерные длины (^200 мм), из них собирали 40 пучок (211 ш т . ) , который, в свою очередь, размещали в медном стакане. Четырехкратным прессованием получали провод диаметром до 0,2 мм с диаметрами жил 200 А . 45 Разовые вытяжки находились в пределах (3-10):1, давление жидкости 8-12 кбар. разующей с радиусами соответствующих поверхностей 50 и 20 мм. Осуществлена обпая суммарная вы6 тяжка сплава > 1 0 :1 без промежуточных отжигов на подобранных эталонных режимах гидропрессования. В целях выбора эталонных режимов гидропрессования для каждой конкретной конструкции составной заготовки осуществляли сквозной контроль температуры (Тр = 200-250°С) путем измерения ее термопарой на выходе из очка матрицы, металлографических исследований и измерений механических свойств отпрессованного полуфабриката или изделия на предмет обнаружения диффузионного взаимодействия компонентов сверхпроводящего сплава и медной матрицы. Получены опытные отрезки многожильного провода с супертонкими жилами длиной 200 м с критической плота ностью тока 3-Ю А/см в поле 5 Тл и низкими электрическими потерями в переменных магнитных полях.ОбрывО иость жил диаметром 500 А на проводе 00,5 мм с количеством жил 9,4 млн измерения методом сканирующей электронной микроскопии составляет несколько процентов» Качественный эффект от использования предложенного способа подтверждается следующими сравнительными данными. Гидропрессованный провод на основе сплава ниобий-титан в многоволоконном исполнении со стабилизирующим покрытием из меди, полученный с использованием гидропрессования на этапе деформации исходных составных заготовок, согласно предлагаемому решению, обладает повышенной, в 1,21,4 раза, токонесущей способностью. Использование" предложенного решения на последующих стадиях обработки, вплоть до получения готового провода, позволяет получать сверхпроводящие провода с волокнами ангстремных диаметров, обеспечивая дальнейшее Меньшие вытяжки соответствуют 50 существенное (до 2-х раз) повышение токонесущей способности, позволяет деформации заготовок диаметром менее упростить технологию изготовления за 5 мм. Скорость прессования проволочсчет исключения промежуточных и оконных заготовок не превышала 0,75 м/с. чательных термообработок. Прессование проволочных заготовок осуществляли на алмазных матрицах с 55 углом 2 с/= 40°, прутковых заготоФ о р м у л а и з о б р е т е н и я вок - на стальных с тем же деформирующим конусом составных заготовок 1. Способ изготовления сверхпрона матрицах с вогнуто-выпуклой обводящего провода, заключающийся в 1297645 ботку проводят в очаге деформации, совместной сборке покрытых медной при этом температуру Б очаге дефор= оболочкой стержней из сплавов ниобия мации поддерживают не ниже темперас титаном в общую оболочку из нормальтуры начала рекристаллизации нормальнопроводящего металла, например меди, деформации полученной заготовки 5 непроводящего металла оболочки. до требуемого размера путем последовательных операций гидростатического 2. Способ по п. 1, о т л и ч а прессования с уменьшением диаметра ю щ и й с я тем, что, с целью повызаготовки в очаге деформации и термошения токонесущей способности провообработок при температурах не выше 1 С да путем уменьшения диаметра сверхтемпературы равновесия однофазной проводящих волокон до размеров меньи двухфазной областей на диаграмме ших, чем глубина проникновения магфазовых равновесий сплавов системы нитного поля, но больших длины кониобий-титан, о т л и ч а ю щ и й герентности, температуру в очаге дес я тем, что, с целью упрощения 15 формации поддерживают не выше темпепроцесса изготовления провода при ратуры начала диффузионного взаимо-г одновременном повышении качества действия компонентов сверхпроводящесверхпроводящего провода, термообраго сплава и медной оболочкой. Фие 2 Ї297645 фие.А Редактор В.Фельдман Составитель В.Панцырный ТехредМ.Ходанич Корректор. Н.Король Заказ 311/ДСП Тираж 444 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий ПЗО35, Москва, Ж-35» Раушская наб., д. 4/5 Производственно-полиграфическое предприятие,•г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing a superconducting wire
Автори англійськоюBuriak Valentyn Porfyriiovych, Matrosov Mykola Ivanovych, Duhadko Oleksandr Borysovych, Malyshev Yevhen Mykolaiovych, Rakhanskyi Henadii Afanasiiovych
Назва патенту російськоюСпособ изготовления сверхпроводящего провода
Автори російськоюБуряк Валентин Порфирьевич, Матросов Николай Иванович, Дугадко Александр Борисович, Малышев Евгений Николаевич, Раханский Геннадий Афанасьевич
МПК / Мітки
МПК: H01B 12/00
Мітки: дроту, виготовлення, спосіб, надпровідникового
Код посилання
<a href="https://ua.patents.su/6-16193-sposib-vigotovlennya-nadprovidnikovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення надпровідникового дроту</a>
Спосіб виготовлення гнучкого екранованого дроту
Номер патенту: 14380
Опубліковано: 25.04.1997
Автори: Шульга Ігор Якович, Гонтар Анатолій Степанович, Піхтовніков Олександр Володимирович, Гнатенко Валентин Іванович
МПК: H01B 13/22
Мітки: гнучкого, екранованого, виготовлення, спосіб, дроту
Формула / Реферат:
1. Способ изготовления гибкого экранированного провода, включающий двойное закручивание и раскручивание сердечника с намоткой на него повива проволок, отличающийся тем, что, с целью повышения производительности, повышения качества экранирующей обмотки и увеличения механической устойчивости элементов конструкции провода, перед намоткой повива проволок на сердечник накладывают слой материала, обладающего адгезией к материалу...
Спосіб одержання виробів із високотемпературного надпровідникового матеріалу
Номер патенту: 2291
Опубліковано: 26.12.1994
Автори: Горбик Петро Петрович, Галушко Любов Володимирівна, Янчевський Леонід Казимирович, Левченко Олександр Олександрович, Огенко Володимир Михайлович, Чуйко Олексій Олексійович, Дякін Віктор Васильович, Возний Петро Олексійович, Левандовський Всеволод Всеволодович
МПК: H01L 39/12, H01L 39/24
Мітки: виробів, матеріалу, одержання, спосіб, надпровідникового, високотемпературного
Формула / Реферат:
Способ получения изделий из высокотемпературного сверхпроводящего материала, включающий смешивание .порошка сверхпроводящего материала и полимера с последующим прессованием, отличающийся тем, что в качестве порошка сверхпроводящего материала используют порошок состава (РbхВі1-х)2Са2Sr2Сu3Оу. в качестве полимера используют полихлорт-рифторэтйлен в количестве 10-25% от массы композиции, а прессование ведут gри температуре 503-523 К и давлении...
Спосіб виготовлення електрода-дроту на основі міді або її сплава з цинком
Номер патенту: 8039
Опубліковано: 26.12.1995
Автори: Ганс Германні, Гейнріх Гроос
МПК: B23H 7/08
Мітки: електрода-дроту, міді, виготовлення, основі, спосіб, сплава, цинком
Формула / Реферат:
1. Способ изготовления электрода-проволоки на основе меди или ее сплава с цинком, включающий нанесение на проволоку слоя цинка, кадмия или сурьмы, отличающийся тем, что, с целью уменьшения износа при электроэрозионном вырезании, электрод-проволоку подвергают термообработке в атмосфере азота, аргона или водорода при 700-850°С в течение 0,096-0,3 мин с последующим охлаждением до 30-80°С в течение 0,02-0,2 мин.2. Способ по п. 1,...
Спосіб виготовлення виробів з дроту типу шпильок
Номер патенту: 9931
Опубліковано: 30.09.1996
Автори: Гураль Іван Григорович, Василишин Сергій Опанасович, Махтюк Леонід Лейбович
МПК: B21F 3/00
Мітки: виробів, виготовлення, шпильок, спосіб, дроту, типу
Формула / Реферат:
(57) Способ изготовления изделий из проволоки типа булавок, включающий операции правки, подачи и отрезки, выполняемые на первой позиции, а также операции переноса заготовки, зажима, формирования головки и сброса готового изделия, отличающийся тем, что операции зажима, формирования головки, заточки острия и сброса готового изделия выполняют на второй позиции, при этом заготовку отрезают и переносят на вторую позицию таким образом, чтобы из...
Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Альтер Володимир Федорович, Чащихін Едуард Германович, Рак Петро Іванович, Савенко Валентин Олексійович, Дмитренко Сергій Георгієвич, Овчаренко Микола Трофимович, Косенко Петро Олексійович, Походня Ігор Костянтинович
МПК: B23K 35/40
Мітки: спосіб, виготовлення, дроту, порошкового
Формула / Реферат:
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра,...
Попередній патент: Міра магнітної індукції
Наступний патент: Композиція для склеювання вулканізованої гуми
Випадковий патент: Спосіб оцінки ефективності лікування хворих на бронхіальну астму при персистенції chlamydia pneumonia