Спосіб роздачі труб і трубчастих виробів
Номер патенту: 19024
Опубліковано: 25.12.1997
Автори: Бондар Володимир Миколайович, Бєліков Юрій Михайлович, Бобух Олександр Анатолійович, Чигиринський Юрій Василійович, Єсаулов Михайло Олексійович, Вайсман Фелікс Юхимович, Фельдман Олександр Ісаакович, Хаустов Георгій Йосифович
Формула / Реферат
Способ раздачи труб и трубчатых изделий, предусматривающий установку трубы между оправкой и опорно-раздающим элементом на центрователе и последующую раздачу одного ее конца оправкой с упором другого конца и опорно-раздающий элемент, отличающийся тем, что трубу устанавливают передним концом на опорно-раздающий элемент, и задним концом - на оправку, раздачу ведут путем перемещения оправки вдоль оси центрователя, относительно неподвижной трубы, которую неподвижно фиксируют через опорно-раздающий элемент на центрователе, а в конце раздачи задний торец трубы фиксируют зажимным патроном, снимая усилия раздачи с центрователя и выводят через передний конец оправку совместно с опорно-раздающим элементом.
Текст
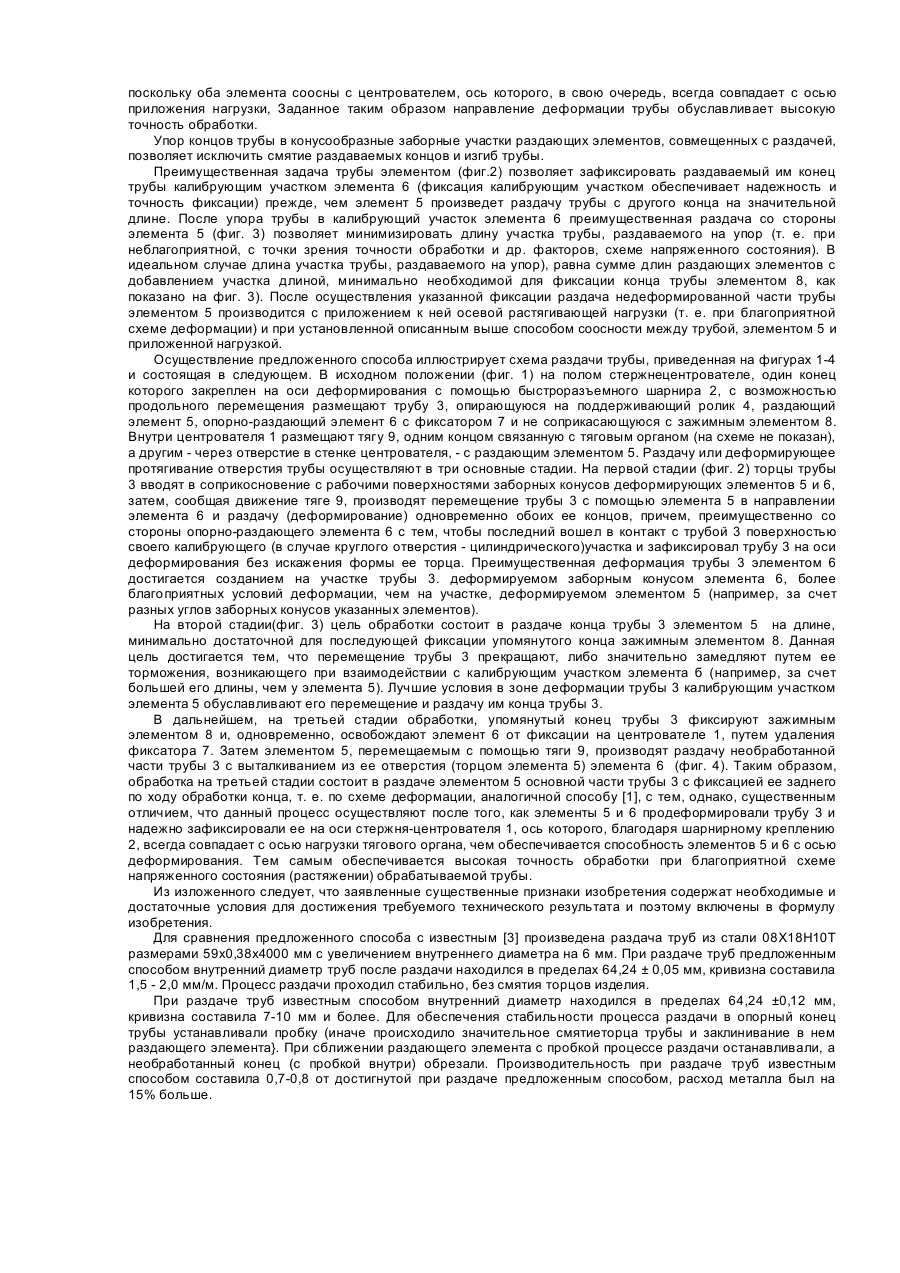
Изобретение относится к обработке металлов давлением и может быть использовано при раздаче и деформирующем протягивании труб и трубчатых изделий, в частности, длинномерных и с малым отверстием канала. Известен способ раздачи труб [1], при котором раздачу осуществляют путем протягивания оправки диаметром, большим диаметра отверстия, через неподвижную трубу. Недостатком известного способа является наличие отдельной предварительной операции подготовки концевого участка трубы путем его отбортовки или раздачи, и затем жесткая его фиксация до момента введения в него раздающего элемента. Последнее затрудняет обеспечение соосности (совпадение осей) между продольной осью отверстия трубы, один конец которой жестко зафиксирован в специальном устройстве, и линией приложения нагрузки через тянущий стержень, а несоосность, в свою очередь, обуславливает снижение точности обработки отверстия и увеличение кривизны трубы, что часто имеет место на практике. Вследствие повышенной кривизны увеличивается трудоемкость изготовления и снижается выход годного (в частности, тонкостенных труб большого диаметра, из-за сложности их правки). Известен способ деформирующего протягивания [2], при котором перед обработкой осуществляют жесткую фиксацию концов трубы, а в процессе обработки деформирующие элементы с одинаковыми размерами и геометрией перемещают навстречу друг другу до контактирования их торцовых поверхностей, после чего нагрузку с одного из элементов снимают. Недостаток известного способа состоит в невысокой точности обработки труб большой длины, труб с относительно малым внутренним диаметром, а также толстостенных. Во всех упомянутых случаях применяемая схема протягивания неэффективна. В данной схеме стержень, обеспечивающий соосность деформирующих элементов, жестко закреплен по концам на оси деформации и испытывает действие изгибающих моментов от усилий протягивания, передаваемых ему деформирующими элементами. В процессе изготовления длинномерных труб, например, с отношением длины ! трубы к ее внутреннему диаметру d более 30, жесткость стержня не достаточна и он изгибается (в особенности) при большой поперечной разностенности и высоких прочностных свойствах трубы, что обуславливает отклонение деформирующих элементов от оси деформирования и снижение точности обработки. В случае пластического изгиба стержня возможно заклинивание и поломка деформирующих элементов. Дополнительную погрешность вносит длинноходовой механизм нагружений деформирующих элементов. При протягивании высокопрочной толстостенной трубы большой длины нейтрализовать отрицательное влияние удлинения трубы в процессе обработки путем создания в стенке трубы определенного уровня осевых растягивающих напряжений (как это предусмотрено в известном способе) практически невозможно, как из-за большой неравномерности величины возникающих напряжений, так и из-за значительной растягивающей нагрузки, которую в этом случае требуется приложить к концам трубы. Наиболее близким по технической сущности к предлагаемому (прототипом) является способ изготовления многослойных труб [3], включающий установку трубы между оправкой и опорно-раздающим элементом на центрователе и последующую раздачу одного ее конца оправкой с упором другого конца и опорно-раздающий элемент. Недостатком известного способа является то, что раздачу трубы (или пакета труб) на всей ее длине производят "на упор". Это обуславливает высокий уровень сжимающих напряжений в стенке трубы и интенсивное радиальное истечение металла во внеконтактных областях деформации (особенно при обработке толстостенных труб), повышает сопротивление деформации со стороны трубы и неравномерность деформации приводит к отклонению раздающего элемента от оси раздачи, создает большой изгибающий момент, действующий на трубу в начальной стадии обработки. В конечном итоге, создаваемые таким образом условия деформации обуславливают низкую точность и большую кривизну трубы, высокую трудоемкость и нестабильность ее обработки, низкую стойкость раздающего элемента. В случае раздачи тонкостенных труб, вследствие упора труб на малую площадь ее торца последний легко сминается (либо его обжимают снаружи, как в известном способе, что, однако, не требуется при раздаче) и впоследствии идет в отходы. В упомянутом случае ухудшаются, также, условия работы раздающего элемента в конечной стадии, при раздаче концевого участка трубы, у опорного торца. И, наконец, поскольку в начальнойстадии нагружения (при введении раздающего элемента в трубу) опорный конец тонкостенной трубы по причине его смятия или обжима не зафиксирован строго на оси раздачи, то возникшими при этом изгибающим моментом длинномерная труба (в частности, при l/d > 30) может быть значительно изогнута, что сделает несущественным дальнейшую ее обработку по рассматриваемому способу. В основу изобретения поставлена задача усовершенствования процесса раздачи (деформирующего протягивания) труб и трубчатых изделий, в котором с применением предлагаемого способа обработки обеспечивается повышение точности, уменьшение кривизны и концевой обрези изделий, увеличение стойкости раздающих элементов, и за счет этого улучшение качества и снижение себестоимости изделий. Поставленная техническая задача решается тем, что в известном способе раздачи труб и трубчатых изделий, включающем установку трубы между оправкой и опорно-раздающим элементом на центрователе и последующую раздачу ее конца оправкой с упором другого конца на опорно-раздающий элемент, согласно изобретению, трубу устанавливают передним концом на опорно-раздающий элемент, а задним концом на оправку, раздачу ведут путем перемещения оправки вдоль оси центрователя, относительно неподвижной трубы, которую неподвижно фиксируют через опорно-раздающий элемент на центрователе, а в конце раздачи задний торец трубы фиксируют зажимным патроном, снимая усилия раздачи с центрователя и выводят через передний конец оправку совместно с опорно-раздающим элементом. Влияние заявленных существенных признаков на достижение упомянутых выше технических результатов следующее. Одновременная задача обоих концов трубы раздающими элементами в начальный момент приложения нагрузки (фиг. 1) обеспечивает максимальную точность и надежность фиксации трубы на оси деформации, поскольку оба элемента соосны с центрователем, ось которого, в свою очередь, всегда совпадает с осью приложения нагрузки, Заданное таким образом направление деформации трубы обуславливает высокую точность обработки. Упор концов трубы в конусообразные заборные участки раздающих элементов, совмещенных с раздачей, позволяет исключить смятие раздаваемых концов и изгиб трубы. Преимущественная задача трубы элементом (фиг.2) позволяет зафиксировать раздаваемый им конец трубы калибрующим участком элемента 6 (фиксация калибрующим участком обеспечивает надежность и точность фиксации) прежде, чем элемент 5 произведет раздачу трубы с другого конца на значительной длине. После упора трубы в калибрующий участок элемента 6 преимущественная раздача со стороны элемента 5 (фиг. 3) позволяет минимизировать длину участка трубы, раздаваемого на упор (т. е. при неблагоприятной, с точки зрения точности обработки и др. факторов, схеме напряженного состояния). В идеальном случае длина участка трубы, раздаваемого на упор), равна сумме длин раздающих элементов с добавлением участка длиной, минимально необходимой для фиксации конца трубы элементом 8, как показано на фиг. 3). После осуществления указанной фиксации раздача недеформированной части трубы элементом 5 производится с приложением к ней осевой растягивающей нагрузки (т. е. при благоприятной схеме деформации) и при установленной описанным выше способом соосности между трубой, элементом 5 и приложенной нагрузкой. Осуществление предложенного способа иллюстрирует схема раздачи трубы, приведенная на фигурах 1-4 и состоящая в следующем. В исходном положении (фиг. 1) на полом стержнецентрователе, один конец которого закреплен на оси деформирования с помощью быстроразъемного шарнира 2, с возможностью продольного перемещения размещают трубу 3, опирающуюся на поддерживающий ролик 4, раздающий элемент 5, опорно-раздающий элемент 6 с фиксатором 7 и не соприкасающуюся с зажимным элементом 8. Внутри центрователя 1 размещают тягу 9, одним концом связанную с тяговым органом (на схеме не показан), а другим - через отверстие в стенке центрователя, - с раздающим элементом 5. Раздачу или деформирующее протягивание отверстия трубы осуществляют в три основные стадии. На первой стадии (фиг. 2) торцы трубы 3 вводят в соприкосновение с рабочими поверхностями заборных конусов деформирующих элементов 5 и 6, затем, сообщая движение тяге 9, производят перемещение трубы 3 с помощью элемента 5 в направлении элемента 6 и раздачу (деформирование) одновременно обоих ее концов, причем, преимущественно со стороны опорно-раздающего элемента 6 с тем, чтобы последний вошел в контакт с трубой 3 поверхностью своего калибрующего (в случае круглого отверстия - цилиндрического)участка и зафиксировал трубу 3 на оси деформирования без искажения формы ее торца. Преимущественная деформация трубы 3 элементом 6 достигается созданием на участке трубы 3. деформируемом заборным конусом элемента 6, более благоприятных условий деформации, чем на участке, деформируемом элементом 5 (например, за счет разных углов заборных конусов указанных элементов). На второй стадии(фиг. 3) цель обработки состоит в раздаче конца трубы 3 элементом 5 на длине, минимально достаточной для последующей фиксации упомянутого конца зажимным элементом 8. Данная цель достигается тем, что перемещение трубы 3 прекращают, либо значительно замедляют путем ее торможения, возникающего при взаимодействии с калибрующим участком элемента б (например, за счет большей его длины, чем у элемента 5). Лучшие условия в зоне деформации трубы 3 калибрующим участком элемента 5 обуславливают его перемещение и раздачу им конца трубы 3. В дальнейшем, на третьей стадии обработки, упомянутый конец трубы 3 фиксируют зажимным элементом 8 и, одновременно, освобождают элемент 6 от фиксации на центрователе 1, путем удаления фиксатора 7. Затем элементом 5, перемещаемым с помощью тяги 9, производят раздачу необработанной части трубы 3 с выталкиванием из ее отверстия (торцом элемента 5) элемента 6 (фиг. 4). Таким образом, обработка на третьей стадии состоит в раздаче элементом 5 основной части трубы 3 с фиксацией ее заднего по ходу обработки конца, т. е. по схеме деформации, аналогичной способу [1], с тем, однако, существенным отличием, что данный процесс осуществляют после того, как элементы 5 и 6 продеформировали трубу 3 и надежно зафиксировали ее на оси стержня-центрователя 1, ось которого, благодаря шарнирному креплению 2, всегда совпадает с осью нагрузки тягового органа, чем обеспечивается способность элементов 5 и 6 с осью деформирования. Тем самым обеспечивается высокая точность обработки при благоприятной схеме напряженного состояния (растяжении) обрабатываемой трубы. Из изложенного следует, что заявленные существенные признаки изобретения содержат необходимые и достаточные условия для достижения требуемого технического результата и поэтому включены в формулу изобретения. Для сравнения предложенного способа с известным [3] произведена раздача труб из стали 08Х18Н10Т размерами 59x0,38x4000 мм с увеличением внутреннего диаметра на 6 мм. При раздаче труб предложенным способом внутренний диаметр труб после раздачи находился в пределах 64,24 ± 0,05 мм, кривизна составила 1,5 - 2,0 мм/м. Процесс раздачи проходил стабильно, без смятия торцов изделия. При раздаче труб известным способом внутренний диаметр находился в пределах 64,24 ±0,12 мм, кривизна составила 7-10 мм и более. Для обеспечения стабильности процесса раздачи в опорный конец трубы устанавливали пробку (иначе происходило значительное смятиеторца трубы и заклинивание в нем раздающего элемента}. При сближении раздающего элемента с пробкой процессе раздачи останавливали, а необработанный конец (с пробкой внутри) обрезали. Производительность при раздаче труб известным способом составила 0,7-0,8 от достигнутой при раздаче предложенным способом, расход металла был на 15% больше.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for expansion of pipes and tubular articles
Автори англійськоюKhaustov Heorhii Yosyfovych, Bobukh Oleksandr Anatoliiovych, Feldman Oleksandr Isaakovych, Yesaulov Mykhailo Oleksiiovych, Chyhyrynskyi Yurii Vasyliovych, Bielikov Yurii Mykhailovych, Vaisman Feliks Yukhymovych, Bondar Volodymyr Mykolaiovych
Назва патенту російськоюСпособ раздачи труб и трубчатых изделий
Автори російськоюХаустов Георгий Иосифович, Бобух Александр Анатольевич, Фельдман Александр Исаакович, Есаулов Михаил Алексеевич, Чигиринский Юрий Васильевич, Беликов Юрий Михайлович, Вайсман Феликс Ефимович, Бондарь Владимир Николаевич
МПК / Мітки
МПК: B21D 31/00
Мітки: трубчастих, роздачі, труб, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/3-19024-sposib-rozdachi-trub-i-trubchastikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб роздачі труб і трубчастих виробів</a>
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Сергій Валентинович, Тир Валентин Рудольфович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Пристрій для роздачі кінців труб теплообмінників
Номер патенту: 13077
Опубліковано: 28.02.1997
Автори: Цегельний Анатолій Іларіонович, Сидоров Віктор Дмитрович, Дівак Павло Ілліч, Рашевський Ігор Олександрович
МПК: B21D 39/00
Мітки: роздачі, труб, теплообмінників, кінців, пристрій
Формула / Реферат:
(57) Устройство для раздачи концов трубтеплообменников, содержащее установленные на станине основание для тепло-обменника и размещенные с егопротивоположных сторон развальцовочныеголовки, каждая из которых выполнена в виде корпуса с дорнами, причем одна из головок смонтирована с возможностью возвратно-поступательного перемещения параллельно осям дорнов от индивидуального привода, а дорны второй головки оснащены приводами их осевого...
Інструмент для роздачі труб
Номер патенту: 8410
Опубліковано: 29.03.1996
Автор: Тир Сергій Валентинович
МПК: B21D 41/00
Мітки: роздачі, інструмент, труб
Формула / Реферат:
Инструмент для раздачи труб, содержащий ступенчатую оправку с напрессованными на нее кольцами, на наружной поверхности которых выполнены наклонные и параллельные оси оправки участки, отличающийся тем, что, с целью повышения качества изделий, на оси оправки выполнены полость и канал, подводящий в полость жидкость под давлением, в стенках оправки - радиальные отверстия, на торцах колец - радиальные пазы, сообщающиеся с отверстиями оправки,...
Спосіб локалізації руйнування металевих зварних труб для магістральних трубопроводів

Номер патенту: 18777
Опубліковано: 25.12.1997
Автор: Шмуклер Йосип Срулевіч
МПК: F16L 9/00
Мітки: зварних, трубопроводів, локалізації, металевих, спосіб, труб, магістральних, руйнування
Формула / Реферат:
Способ локализации разрушения металлических сварных труб для магистральных трубопроводов, при котором на корпус трубы приваривают по спирали упрочняющий элемент, отличающийся тем, что упрочняющий элемент нагревают и навивают с натяжением по всей длине трубы, причем каждый виток упрочняющего элемента приваривают по мере очередности навивки с обеих сторон каждого продольного сварного шва трубы вне термических зон этого шва.
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Дейнека Анатолій Якович, Осоченко Іван Мойсейович, Фурса Віталій Григорович, Андреєв Юрій Петрович, Коломенський Володимир Констянтинович, Котов Ігор Іванович, Іванов Євген Іванович, Стома Генріх Францевич, Танічев Олексій Григорійович, Соболевський Едуард Йосипович
МПК: B21C 37/06
Мітки: зварних, двошовних, діаметру, калібрування, спосіб, труб, великого
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...
Попередній патент: Віддільник великих домішок
Наступний патент: Hасос з м’язовим приводом
Випадковий патент: Спосіб лікування гіпертонічної хвороби