Трубозварювальна кліть
Номер патенту: 19267
Опубліковано: 25.12.1997
Автори: Рибаков Анатолій Олександрович, Верещагін Олександр Олександрович, Калінушкін Павло Микитович, Мельник Анатолій Олександрович, Фурса Віталій Григорович, Вавілін Алєксандр Сєргєєвіч

Формула / Реферат
Трубосварочная клеть для сборки и сварки трубных заготовок, содержащая станины, размещенные между ними обоймы с телами качения, шарнирно связанные между собой с образованием кольцевых гибких калибров, и механизмы натяжения кольцевых калибров, отличающаяся тем, что станины выполнены кольцевыми и соединяющими их продольными балками, тела качения выполнены в виде роликов и установлены в обоймах на осях, обоймы с роликами различных кольцевых калибров шарнирно связаны между собой в ряды параллельные оси клетей, ряды обойм снабжены механизмами натяжения и упругими элементами, соединяющими обоймы с продольными балками.
Текст
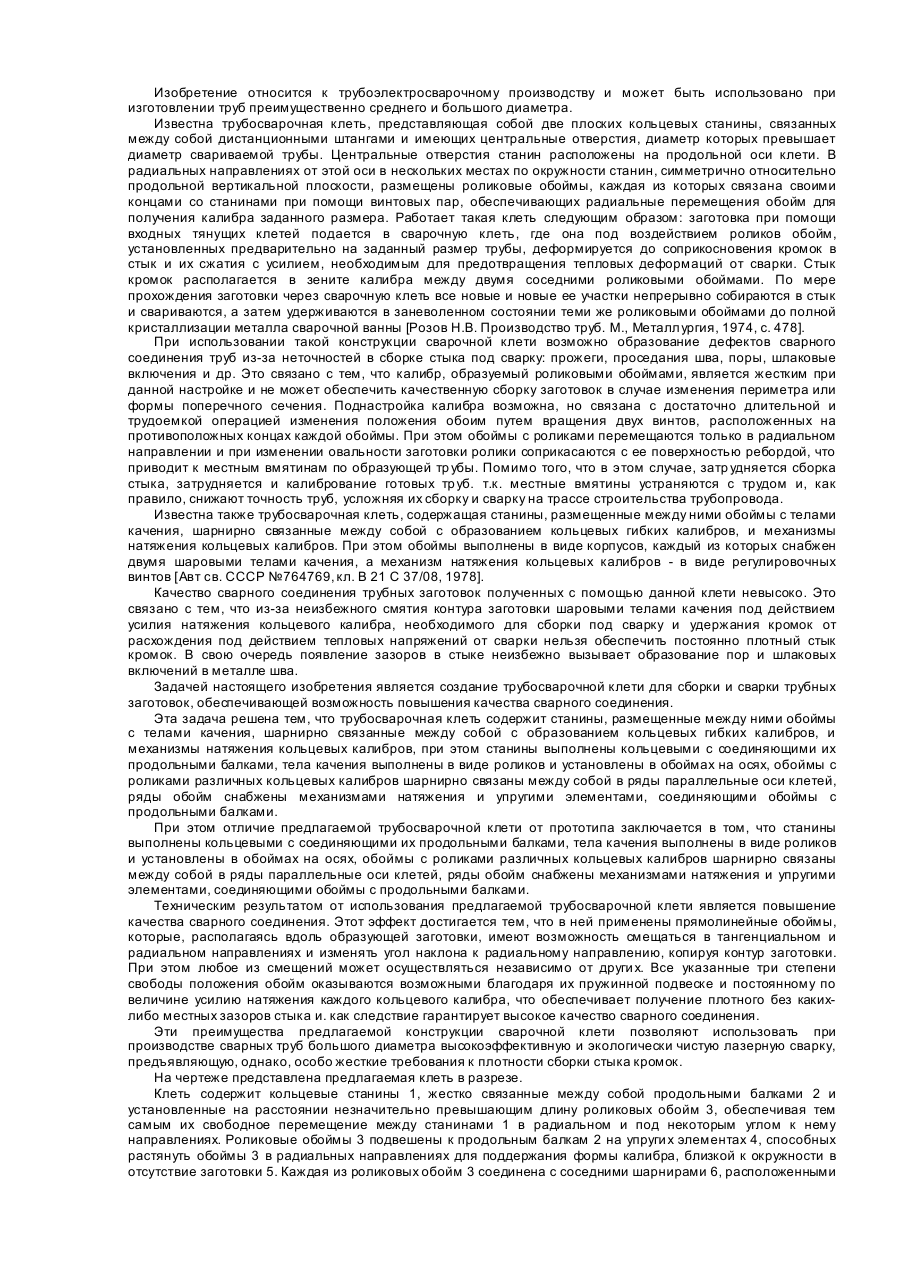
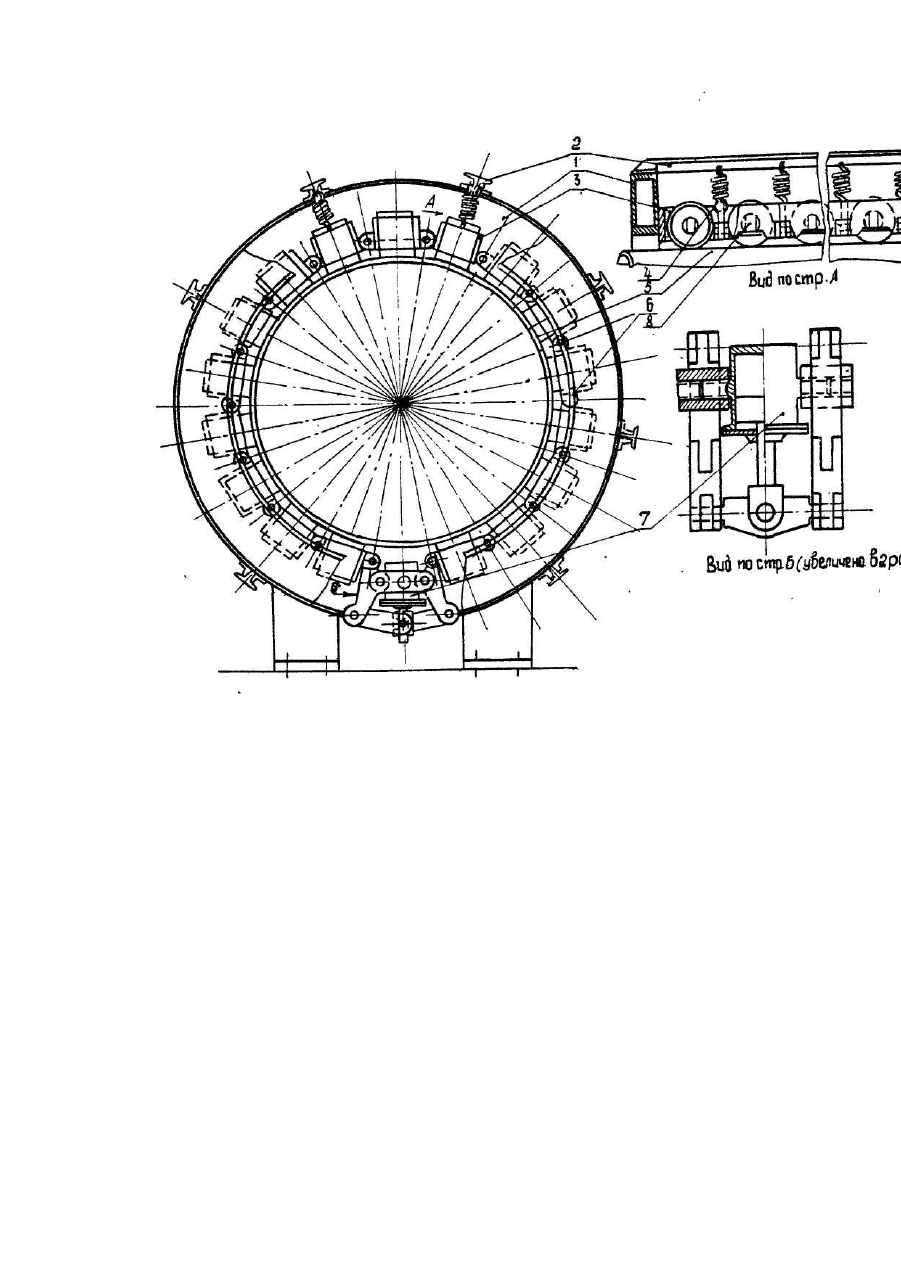
Изобретение относится к трубоэлектросварочному производству и может быть использовано при изготовлении труб преимущественно среднего и большого диаметра. Известна трубосварочная клеть, представляющая собой две плоских кольцевых станины, связанных между собой дистанционными штангами и имеющих центральные отверстия, диаметр которых превышает диаметр свариваемой трубы. Центральные отверстия станин расположены на продольной оси клети. В радиальных направлениях от этой оси в нескольких местах по окружности станин, симметрично относительно продольной вертикальной плоскости, размещены роликовые обоймы, каждая из которых связана своими концами со станинами при помощи винтовых пар, обеспечивающих радиальные перемещения обойм для получения калибра заданного размера. Работает такая клеть следующим образом: заготовка при помощи входных тянущих клетей подается в сварочную клеть, где она под воздействием роликов обойм, установленных предварительно на заданный размер трубы, деформируется до соприкосновения кромок в стык и их сжатия с усилием, необходимым для предотвращения тепловых деформаций от сварки. Стык кромок располагается в зените калибра между двумя соседними роликовыми обоймами. По мере прохождения заготовки через сварочную клеть все новые и новые ее участки непрерывно собираются в стык и свариваются, а затем удерживаются в заневоленном состоянии теми же роликовыми обоймами до полной кристаллизации металла сварочной ванны [Розов Н.В. Производство труб. М., Металлургия, 1974, с. 478]. При использовании такой конструкции сварочной клети возможно образование дефектов сварного соединения труб из-за неточностей в сборке стыка под сварку: прожеги, проседания шва, поры, шлаковые включения и др. Это связано с тем, что калибр, образуемый роликовыми обоймами, является жестким при данной настройке и не может обеспечить качественную сборку заготовок в случае изменения периметра или формы поперечного сечения. Поднастройка калибра возможна, но связана с достаточно длительной и трудоемкой операцией изменения положения обоим путем вращения двух винтов, расположенных на противоположных концах каждой обоймы. При этом обоймы с роликами перемещаются только в радиальном направлении и при изменении овальности заготовки ролики соприкасаются с ее поверхностью ребордой, что приводит к местным вмятинам по образующей тр убы. Помимо того, что в этом случае, затр удняется сборка стыка, затрудняется и калибрование готовых тр уб. т.к. местные вмятины устраняются с трудом и, как правило, снижают точность труб, усложняя их сборку и сварку на трассе строительства трубопровода. Известна также трубосварочная клеть, содержащая станины, размещенные между ними обоймы с телами качения, шарнирно связанные между собой с образованием кольцевых гибких калибров, и механизмы натяжения кольцевых калибров. При этом обоймы выполнены в виде корпусов, каждый из которых снабжен двумя шаровыми телами качения, а механизм натяжения кольцевых калибров - в виде регулировочных винтов [Авт св. СССР №764769, кл. В 21 С 37/08, 1978]. Качество сварного соединения трубных заготовок полученных с помощью данной клети невысоко. Это связано с тем, что из-за неизбежного смятия контура заготовки шаровыми телами качения под действием усилия натяжения кольцевого калибра, необходимого для сборки под сварку и удержания кромок от расхождения под действием тепловых напряжений от сварки нельзя обеспечить постоянно плотный стык кромок. В свою очередь появление зазоров в стыке неизбежно вызывает образование пор и шлаковых включений в металле шва. Задачей настоящего изобретения является создание трубосварочной клети для сборки и сварки трубных заготовок, обеспечивающей возможность повышения качества сварного соединения. Эта задача решена тем, что трубосварочная клеть содержит станины, размещенные между ними обоймы с телами качения, шарнирно связанные между собой с образованием кольцевых гибких калибров, и механизмы натяжения кольцевых калибров, при этом станины выполнены кольцевыми с соединяющими их продольными балками, тела качения выполнены в виде роликов и установлены в обоймах на осях, обоймы с роликами различных кольцевых калибров шарнирно связаны между собой в ряды параллельные оси клетей, ряды обойм снабжены механизмами натяжения и упругими элементами, соединяющими обоймы с продольными балками. При этом отличие предлагаемой трубосварочной клети от прототипа заключается в том, что станины выполнены кольцевыми с соединяющими их продольными балками, тела качения выполнены в виде роликов и установлены в обоймах на осях, обоймы с роликами различных кольцевых калибров шарнирно связаны между собой в ряды параллельные оси клетей, ряды обойм снабжены механизмами натяжения и упругими элементами, соединяющими обоймы с продольными балками. Техническим результатом от использования предлагаемой трубосварочной клети является повышение качества сварного соединения. Этот эффект достигается тем, что в ней применены прямолинейные обоймы, которые, располагаясь вдоль образующей заготовки, имеют возможность смещаться в тангенциальном и радиальном направлениях и изменять угол наклона к радиальному направлению, копируя контур заготовки. При этом любое из смещений может осуществляться независимо от други х. Все указанные три степени свободы положения обойм оказываются возможными благодаря их пружинной подвеске и постоянному по величине усилию натяжения каждого кольцевого калибра, что обеспечивает получение плотного без какихлибо местных зазоров стыка и. как следствие гарантирует высокое качество сварного соединения. Эти преимущества предлагаемой конструкции сварочной клети позволяют использовать при производстве сварных труб большого диаметра высокоэффективную и экологически чистую лазерную сварку, предъявляющую, однако, особо жесткие требования к плотности сборки стыка кромок. На чертеже представлена предлагаемая клеть в разрезе. Клеть содержит кольцевые станины 1, жестко связанные между собой продольными балками 2 и установленные на расстоянии незначительно превышающим длину роликовых обойм 3, обеспечивая тем самым их свободное перемещение между станинами 1 в радиальном и под некоторым углом к нему направлениях. Роликовые обоймы 3 подвешены к продольным балкам 2 на упруги х элементах 4, способных растянуть обоймы 3 в радиальных направлениях для поддержания формы калибра, близкой к окружности в отсутствие заготовки 5. Каждая из роликовых обойм 3 соединена с соседними шарнирами 6, расположенными по всей ее длине. В одном или двух местах по окружности каждого кольцевого калибра, а также в двух или более местах по длине роликовых обойм 3, последние соединены также шарнирно с механизмами 7 их прижима к заготовке 5 или в данном случае - натяжения гибкой цепи, каждого кольцевого калибра. Наряду с отсутствием каких-либо жестких связей обойм (3) это обеспечивает самоустановку роликов по поверхности заготовки 5. Работа данной сварочной клети заключается в следующем: заготовка 5 подается в сварочную клеть, гибкий калибр которой с помощью механизмов натяжения 7 отрегулирован на заданный периметр заготовки; При этом ролики обойм 3 накатываются на заготовку 5, обжимая ее по периметру до устранения зазора между кромками и их сжатия с определенным усилием. С этого момента включается сварка аппаратом, расположенным над сварочной клетью. После сварки заготовка 5 по-прежнему с тем же постоянным усилием обжимается роликами обойм 3 вплоть до завершения кристаллизации металла шва и его частичного охлаждения. После завершения процесса сварки данной заготовки вслед за ней подается следующая заготовка и цикл повторяется. Так как все роликовые обоймы, как уже отмечалось выше, не имеют жесткого крепления, то в случае, если профиль заготовки будет отличаться от окружности, ролики, за счет поворота обоймы в шарнирах, обязательно займут такое положение, чтобы исключить эксцентричность давления их рабочей поверхности на заготовку и тем самым устранить местную деформацию профиля заготовки. В случае, если на данной заготовке ее периметр окажеться меньше или больше заданного, механизм натяжения автоматически сохранит стабильным усилие прижима роликов к заготовке, сохраняя тем самым плотность стыка и требуемое усилие сжатия кромок. В представленном на чертеже конструктивном исполнении механизма натяжения это достигается поддержанием постоянного давления жидкости в рабочем гидроцилиндре. Работа предлагаемой конструкции сварочной клети поэлементно была промоделирована при изготовлении газо- и нефтепроводных труб диаметром 530-720 мм на Харцызском трубном заводе. Применение гибких стяжных элементов с постоянным усилием натяжения на заготовках, полученных гибкой на вальцах и имевших колебания периметра по длине заготовки до 7 мм, а также местные отклонения формы профиля от окружности вплоть до плоских участков, позволило обеспечить плотный по всей длине заготовки (~6 м) стык кромок, высокое качество сварки (прожеги и проседания шва, а также какие-либо местные деформации тела трубы полностью отсутствовали). Вместе с тем сварка заготовок тех же размеров, полученных с помощью формовки на прессе с колебаниями периметра до 5 мм и достаточно круглой формы профиля, в сварочной клети с фиксированной настройкой калибра (аналогичной прототипу), как показывает анализ причин перевода труб в пониженное качество, неизбежно сопровождается появлением прожегов или местных проседаний шва, и накатов на теле; тр убы, искажающих ее профиль. Таким образом, использование клети предлагаемой конструкции в сочетании с применением традиционных и новых методов сварки позволит повысить качество швов и соответственно выход годного, резко снизить количество ремонта и расход металла.
ДивитисяДодаткова інформація
Назва патенту англійськоюPipe-welding stand
Автори англійськоюKalinushkin Pavlo Mykytovych, Fursa Vitalii Hryhorovych, Vavilin Alieksandr Sierhieievich, Melnyk Anatolii Oleksandrovych, Rybakov Anatolii Oleksandrovych, Vereschahin Oleksandr Oleksandrovych
Назва патенту російськоюТрубосварочная клеть
Автори російськоюКалинушкин Павел Никитич, Фурса Виталий Григорьевич, Вавилин Александр Сергеевич, Мельник Анатолий Александрович, Рыбаков Анатолий Александрович, Верещагин Александр Александрович
МПК / Мітки
МПК: B23K 101/06, B21C 37/08
Мітки: трубозварювальна, кліть
Код посилання
<a href="https://ua.patents.su/3-19267-trubozvaryuvalna-klit.html" target="_blank" rel="follow" title="База патентів України">Трубозварювальна кліть</a>
Робоча кліть прокатного стану
Номер патенту: 14355
Опубліковано: 25.04.1997
Автори: Рубановський Віктор Володимирович, Потапкін Віктор Федорович, Пашков Віктор Григорович, Доброносов Юрій Костянтинович, Сатонін Олександр Володимирович
МПК: B21B 13/14
Мітки: стану, прокатного, кліть, робоча
Формула / Реферат:
Рабочая клеть прокатного стана, содержащая станины, соединенные поперечинами, валки с подушками, нажимной механизм, перемещающиеся опоры с приводом, отличающаяся тем, что, с целью регулирования жесткости клети и тем самым воздействия на физико-механические свойства полосы без нарушения ее профиля и снижения затрат на изготовление и эксплуатацию, перемещающиеся опоры выполнены в виде П-образных планок, установленных между подушками валков...
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Волченков Іван Григорович, Литвинов Олександр Васильович
МПК: B21B 13/02
Мітки: кліть, кварто, прокатна
Формула / Реферат:
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Попередньо напружена прокатна кліть
Номер патенту: 14319
Опубліковано: 25.04.1997
Автор: Малакуцко Костянтин Андрійович
МПК: B21B 31/00
Мітки: попередньо, прокатна, кліть, напружена
Формула / Реферат:
Предварительно напряженная прокатная клеть, содержащая станины, жестко соединенные стяжками, узел валков с подушками, дополнительные подушки, установленные на шейках валков между основными подушками и торцами их бочек, распорные устройства между дополнительными подушками, гидроцилиндры в поперечинах станин, отличающаяся тем, что, с целью повышения жесткости валкового узла при увеличении нагрузочной способности клети, клеть снабжена...
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Ісаков Євген Борисович, Верещагін Олександр Давидович, Більдін Костянтин Михайлович, Вольфович Георгій Вольфович, Попов Марат Васильович, Чубарь Алла Георгівна, Островський Ігор Петрович, Хаустов Георгій Йосипович, Борисенко Юрій Миколайович, Чеха Віктор Миколайович, Алпатов Євген Миколайович, Чуб Анатолій Васильович
МПК: B21B 13/18, B21B 21/00
Мітки: пілігримової, стану, прокатки, кліть, труб
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Валкова кліть трубопрокатного стану
Номер патенту: 16999
Опубліковано: 29.08.1997
Автори: Верещагін Олександр Давидович, Островський Ігор Патрович, Алпатов Евгеній Миколайович, Ісаков Евген Борисович, Кісєльов Віктор Стефанович, Більдін Костянтин Михайлович, Сандульский Борис Степанович, Попов Марат Васильович, Чубарь Алла Георгіівна, Мамонтов Володимир Романович
МПК: B21B 21/00, B21B 13/18
Мітки: валкова, трубопрокатного, кліть, стану
Формула / Реферат:
Валковая клеть трубопрокатного стана, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены опорные планки постоянного профиля и приводные прямолинейные зубчатые рейки и размещен сепаратор с тремя или более валками, имеющими ручьи переменного сечения и связанными с приводными рейками, отличающаяся тем, что валки соединены между собой жесткой кинематической связью, осуществляемой с помощью конических...
Попередній патент: Пристрій для розділення сигналів яскравості та кольоровості у декодері системи секам
Наступний патент: Бетонна суміш
Випадковий патент: Дросель регулювальний