Валкова кліть трубопрокатного стану
Номер патенту: 16999
Опубліковано: 29.08.1997
Автори: Попов Марат Васильович, Ісаков Евген Борисович, Кісєльов Віктор Стефанович, Мамонтов Володимир Романович, Сандульский Борис Степанович, Алпатов Евгеній Миколайович, Чубарь Алла Георгіівна, Островський Ігор Патрович, Верещагін Олександр Давидович, Більдін Костянтин Михайлович
Формула / Реферат
Валковая клеть трубопрокатного стана, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены опорные планки постоянного профиля и приводные прямолинейные зубчатые рейки и размещен сепаратор с тремя или более валками, имеющими ручьи переменного сечения и связанными с приводными рейками, отличающаяся тем, что валки соединены между собой жесткой кинематической связью, осуществляемой с помощью конических шестерен, причем хотя бы один валок оснащен двумя коническими шестернями, взаимодействующими с коническими шестернями соседних валков, по крайней мере два валка являются приводными, а сепаратор выполнен разъемным.
Текст
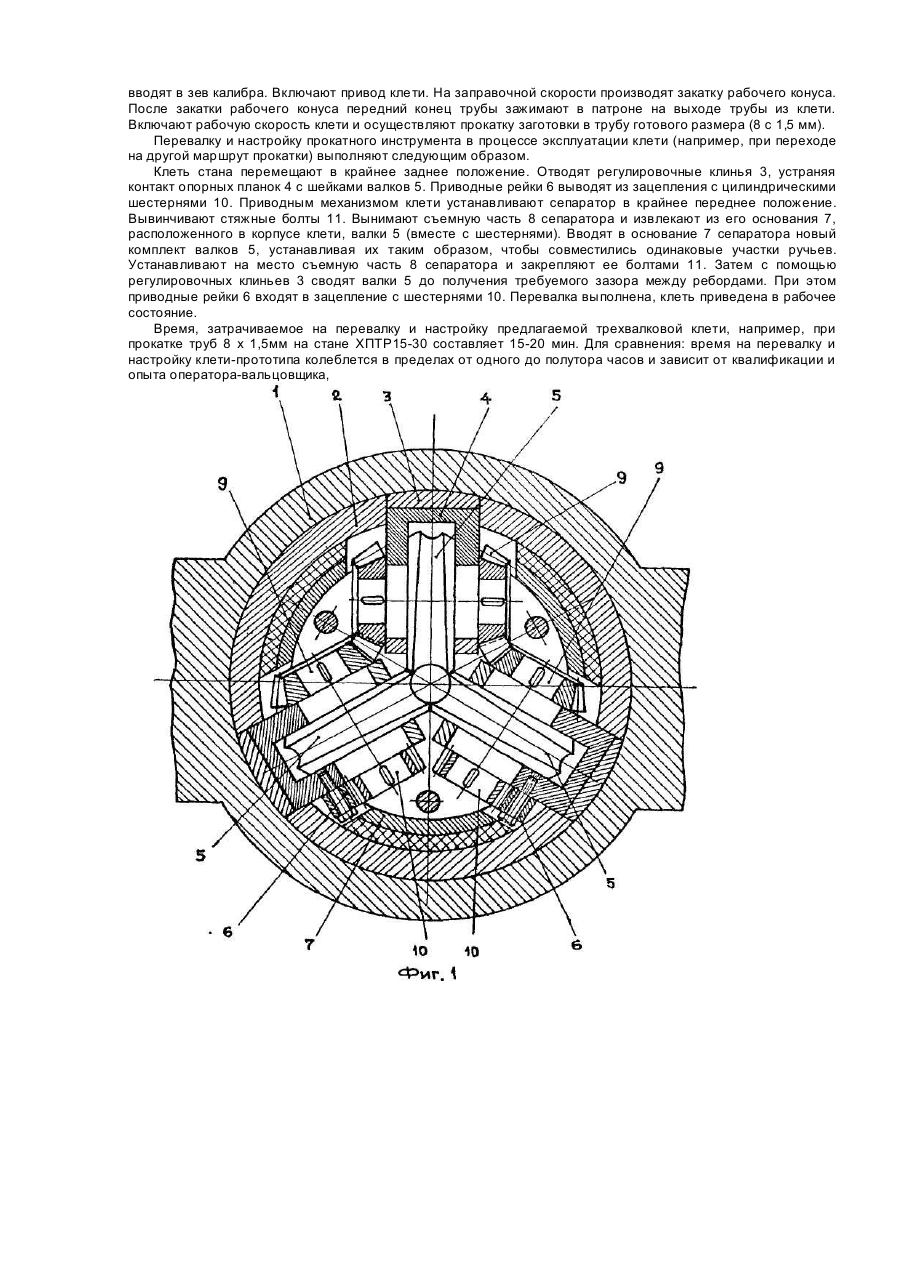
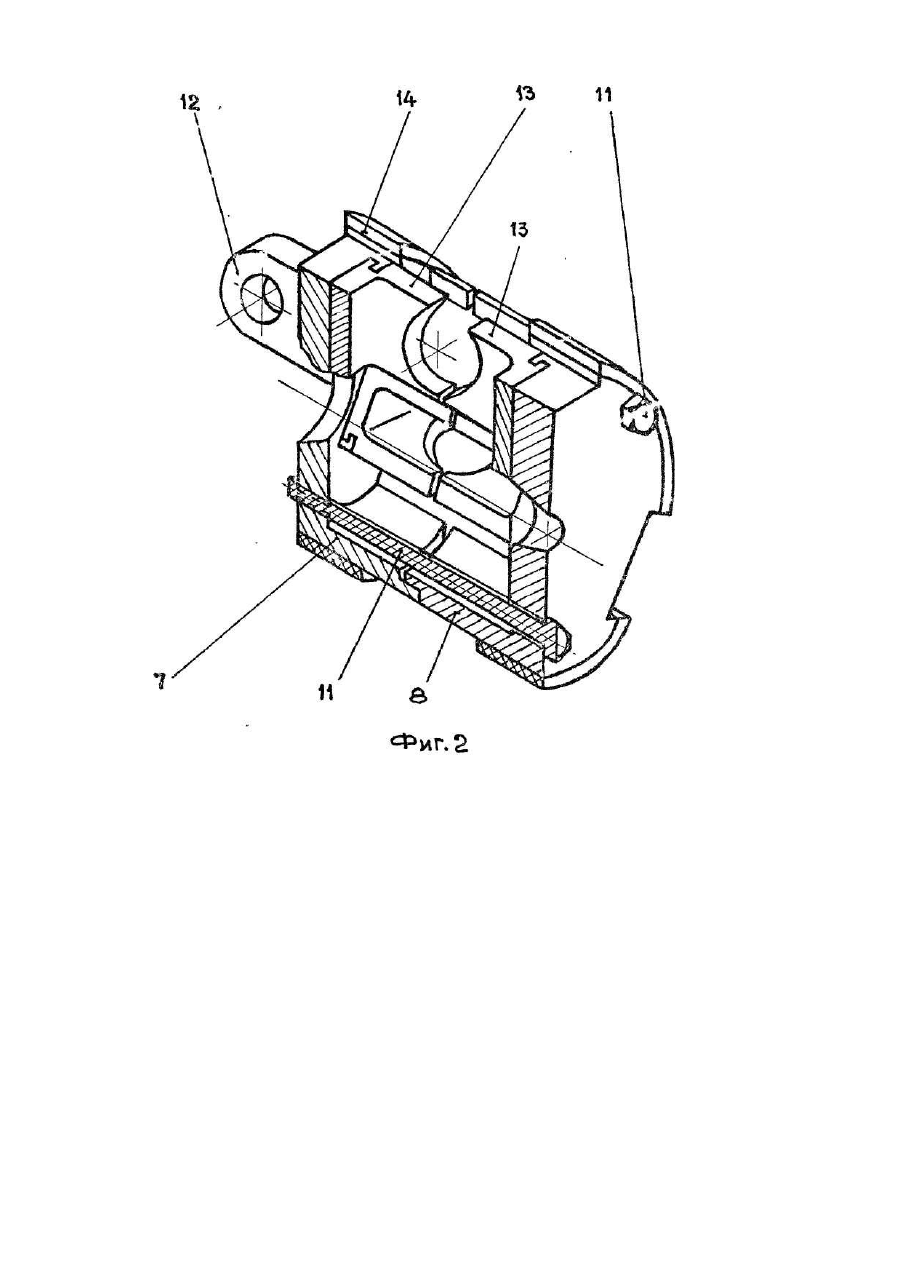
Изобретение относится к обработке металлов давлением, в частности к конструкциям многовалковых клетей станов холодной пилигримовой прокатки труб, оснащенных валками с ручьями переменного сечения, и может быть использовано для повышения точности настройки прокатного инструмента и упрощения его перевалки (операций по замене валков из-за износа рабочей поверхности или при необходимости изготовления труб нового размера). Известна также валковая клеть, представляющая собой возвратно-поступательно перемещаемый корпус, внутри которого закреплены опорные планки постоянного профиля и приводные прямолинейные зубчатые рейки и размещен сепаратор с тремя или более валками, имеющими ручьи переменного сечения и связанными с приводными рейками. Валки непосредственно друг с другом не связаны. Каждый валок имеет две опорные шейки, расположенные по обе стороны от ручья и взаимодействующие с опорными планками, и одну шейку меньшего диаметра, на которой с помощью шпоночного соединения закреплена цилиндрическая шестерня, связанная/; зубчатой рейкой. Таким образом, каждый валок приводится во вращение от своей отдельной зубчатой рейки Чтобы осуществить перевалку и наcтройку инструмента этой клети необходимо извлечь из корпуса клети сепаратор вместе с вмонтированными в него валками, затем при помощи специального приспособления произвести замену комплекта валков. Так как сепаратор выполнен неразьемным, а каждый валок связан с отдельной зубчатой рейкой, синхронизация положения ручья каждого из валков относительно остальных требует большой затраты времени и применения сложных монтажных приспособлений На практике, при данной конструкции клети невозможно добиться полной синхронизации вращения валков, что не позволяет получать высокоточные холоднокатаные трубы Задачей, решаемой с помощью предлагаемого изобретения, является создание валкочой клети, обеспечивающей повышение точности настройки (точности синхронизации вращения валков) и упрощение перевалки прокатного инструмента. Эта задача решена тем, что в валковой клети трубопрокатного стана, содержащей возвратнопоступательно перемещаемый корпус, внутри которого закреплены опорные планки постоянного профиля и приводные прямолинейные зубчатые рейки и размещен сепаратор с тремя или более валками, имеющими ручьи переменного сечения и связанными с приводными рейками, валки соединены между собой жесткой кинематической связью, осуществляемой с помощью конических шестерен, причем хотя бы один валок оснащен двумя коническими шестернями, взаимодействующими с коническими шестернями соседних валков, по крайней мере два валка являются приводными, а сепаратор выполнен разъемным. Техническим результатом использования предлагаемого решения является повышение точности настройки и упрощение перевалки прокатного инструмента. Упрощение перевалки прокатного инструмента достигается благодаря тому, что после удаления передней половины сепаратора весь комплект валков легко извлекается из основания сепаратора, соединенного с кулисным механизмом привода клети, и заменяется новым комплектом При этом обеспечивается точная настройка (синхронизация) положения валковых ручьев, так как доступ к валкам открыт, а сами валки соединены между собой жесткой шестеренной связью. На фиг. 1 схематически изображен поперечный разрез клети; на фиг. 2 – продольный разрез сепаратора в изометрической проекции. Клеть (фиг. 1) содержит цилиндрический корпус 1 с сегментами 2, регулировочные клинья 3, опорные планки 4, ручьевые валки 5 (на схеме показана трехвалковая клеть), зубчатые приводные рейки 6, и разъемный сепаратор, состоящий из основания 7 и съемной части 8 (фиг. 2). На шейках одного из валков 5 закреплены конические шестерни 9, на шейках каждого из двух других валков 5 установлены одна коническая шестерня 9 и одна цилиндрическая шестерня 10. Конические шестерни 9 обеспечивают жесткую кинематическую связь всех валков, т.е. синхронизацию их вращения при обжатии заготовки. Цилиндрические шестерни 10 взаимодействуют с зубчатыми рейками 6 и являются приводными. Съемная часть 8 сепаратора (фиг. 2) соединена с его основанием 7 с помощью стяжных болтов 11. На основании 7 сепаратора имеется проушина 12, которая тягами связана с кулисой привода перемещения клети (на чертежах не показаны). В сепараторе установлены разъемные подшипник скольжения - вкладыши 13, в которых вращаются шейки валков 5. Снаружи на основании сепаратора 7 и его съемной части 8 закреплены антифрикционные насадки 14. Подготовку клети стана, например, стана ХПТР15-30, в начальный период пуска и настройку прокатного инструмента выполняют в следующей последовательности. Осуществляют сборку сепаратора. Для этого основание 7, в пазах которого предварительно установлены половины вкладышей 13, выставляют вертикально на монтажном столе. На валках 5 закрепляют конические 9 и цилиндрические 10 шестерни. Валки 4 с шестернями 9 и 10 вводят в основание 7 сепаратора так, чтобы опорные шейки валков 5 разместились во вкладышах 13. При этом легко совмещают одинаковые участки ручьев на всех валках 5. Затем устанавливают съемную часть 8 сепаратора с предварительно закрепленными в ней вторыми половинами вкладышей 13, и стягивают обе половины 7 и 8 сепаратора болтами 11. Устанавливают сепаратор в корпус 1 клети стана с передней стороны и перемещают его в крайнее заднее положение. Предварительно утопленные в пазах корпуса 1 приводные рейки 6 вводят с зацепление с цилиндрическими шестернями 10. Присоединяют проушину 12 сепаратора к кулисе механизма привода клети стана Настраивают валки на заданный диаметр готовой трубы Для этого, перемещая регулировочные клинья 3, сводят валки 5 до получения необходимого зазора между ребордами. Клеть готова к прокатке труб. Клеть работает следующим образом. Трубную заготовку 18 χ 32 мм, например при прокатке труб размером 8 c 1,5 мм, одевают на стержень оправки (на чертежах не показана). Клеть устанавливают в исходное заднее положение. Торец заготовки вводят в зев калибра. Включают привод клети. На заправочной скорости производят закатку рабочего конуса. После закатки рабочего конуса передний конец трубы зажимают в патроне на выходе трубы из клети. Включают рабочую скорость клети и осуществляют прокатку заготовки в трубу готового размера (8 c 1,5 мм). Перевалку и настройку прокатного инструмента в процессе эксплуатации клети (например, при переходе на другой маршрут прокатки) выполняют следующим образом. Клеть стана перемещают в крайнее заднее положение. Отводят регулировочные клинья 3, устраняя контакт опорных планок 4 с шейками валков 5. Приводные рейки 6 выводят из зацепления с цилиндрическими шестернями 10. Приводным механизмом клети устанавливают сепаратор в крайнее переднее положение. Вывинчивают стяжные болты 11. Вынимают съемную часть 8 сепаратора и извлекают из его основания 7, расположенного в корпусе клети, валки 5 (вместе с шестернями). Вводят в основание 7 сепаратора новый комплект валков 5, устанавливая их таким образом, чтобы совместились одинаковые участки ручьев. Устанавливают на место съемную часть 8 сепаратора и закрепляют ее болтами 11. Затем с помощью регулировочных клиньев 3 сводят валки 5 до получения требуемого зазора между ребордами. При этом приводные рейки 6 входят в зацепление с шестернями 10. Перевалка выполнена, клеть приведена в рабочее состояние. Время, затрачиваемое на перевалку и настройку предлагаемой трехвалковой клети, например, при прокатке труб 8 x 1,5мм на стане ХПТР15-30 составляет 15-20 мин. Для сравнения: время на перевалку и настройку клети-прототипа колеблется в пределах от одного до полутора часов и зависит от квалификации и опыта оператора-вальцовщика,
ДивитисяДодаткова інформація
Назва патенту англійськоюStand of rolls of tube-rolling mill
Автори англійськоюBildin Kostiantyn Mykhailovych, Kisieliov Viktor Stefanovych, Sandulskyi Borys Stepanovych, Vereschahin Oleksandr Davydovych, Popov Marat Vasyliovych, Mamontov Volodymyr Romanovych, Alpatov Yevhenii Mykolaiovych, Ostrovskyi Ihor Patrovych, Chubar Alla Heorhiivna, Isakov Yevhen Borysovych
Назва патенту російськоюВалковая клеть трубопрокатного стана
Автори російськоюБильдин Константин Михайлович, Киселев Виктор Стефанович, Сандульский Борис Степанович, Верещагин Александр Давидович, Попов Марат Васильевич, Мамонтов Владимир Романович, Алпатов Евгений Николаевич, Островский Игорь Патрович, Чубарь Алла Георгиевна, Исаков Евгений Борисович
МПК / Мітки
МПК: B21B 21/00, B21B 13/18
Мітки: стану, кліть, трубопрокатного, валкова
Код посилання
<a href="https://ua.patents.su/3-16999-valkova-klit-truboprokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Валкова кліть трубопрокатного стану</a>
Валкова кліть трубопрокатного стану
Номер патенту: 14757
Опубліковано: 18.02.1997
Автори: Черкащенко Тетяна Володимирівна, Ісаков Євген Борисович, Кореняк Юрій Костянтинович, Вольфович Георгій Вольфович, Сандульский Борис Степанович, Більдін Костянтин Михайлович, Верещагін Олександр Давидович, Борисенко Юрій Миколайович, Островський Ігор Петрович, Попов Марат Васильович, Чуб Анатолій Васильович, Чеха Віктор Миколайович
МПК: B21B 13/18, B21B 21/00
Мітки: кліть, валкова, трубопрокатного, стану
Формула / Реферат:
Валковая клеть трубопрокатного стана, содержащая возвратно-поступательно перемещаемый корпус, размещенные в нем вертикальные приводные валки с ручьями переменного профиля и имеющие бочки, опорные катки, снабженные механизмом поворота относительно их вертикальных осей, отличающаяся тем, что корпус клети выполнен разъемным в виде двух горизонтальных плит, соединенных по углам с помощью жестких опор, а механизм поворота каждого из опорных катков...
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Алпатов Євген Миколайович, Борисенко Юрій Миколайович, Хаустов Георгій Йосипович, Чубарь Алла Георгівна, Верещагін Олександр Давидович, Попов Марат Васильович, Більдін Костянтин Михайлович, Островський Ігор Петрович, Чуб Анатолій Васильович, Чеха Віктор Миколайович, Вольфович Георгій Вольфович, Ісаков Євген Борисович
МПК: B21B 21/00, B21B 13/18
Мітки: стану, кліть, труб, прокатки, пілігримової
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Робоча кліть прокатного стану
Номер патенту: 14355
Опубліковано: 25.04.1997
Автори: Пашков Віктор Григорович, Рубановський Віктор Володимирович, Сатонін Олександр Володимирович, Доброносов Юрій Костянтинович, Потапкін Віктор Федорович
МПК: B21B 13/14
Мітки: прокатного, робоча, кліть, стану
Формула / Реферат:
Рабочая клеть прокатного стана, содержащая станины, соединенные поперечинами, валки с подушками, нажимной механизм, перемещающиеся опоры с приводом, отличающаяся тем, что, с целью регулирования жесткости клети и тем самым воздействия на физико-механические свойства полосы без нарушения ее профиля и снижения затрат на изготовление и эксплуатацию, перемещающиеся опоры выполнены в виде П-образных планок, установленных между подушками валков...
Кліть стана пілігримової прокатки труб

Номер патенту: 17340
Опубліковано: 01.04.1997
Автори: Попов Марат Васильович, Алпатов Євгеній Миколайович, Вольфович Георгій Вольфович, Островський Ігор Петрович, Хаустов Георгій Йосипович, Борисенко Юрій Миколайович, Чубарь Алла Георгівна, Ісаков Євген Борисович, Чуб Анатолій Васильович, Більдін Костянтин Михайлович, Чеха Віктор Миколайович, Верещагін Олександр Давидович, Сандульский Борис Степанович
МПК: B21B 13/18, B21B 21/00
Мітки: труб, стана, пілігримової, кліть, прокатки
Формула / Реферат:
Клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, отличающаяся тем, что сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при атом в верхней части сепаратора и корпуса клети выполнены отверстия для...
Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Герд Байсеманн, Фрідріх Холльманн, Хорст Гертнер, Хуго Фельдман
МПК: B21B 29/00
Мітки: кліть, прокатного, стану
Формула / Реферат:
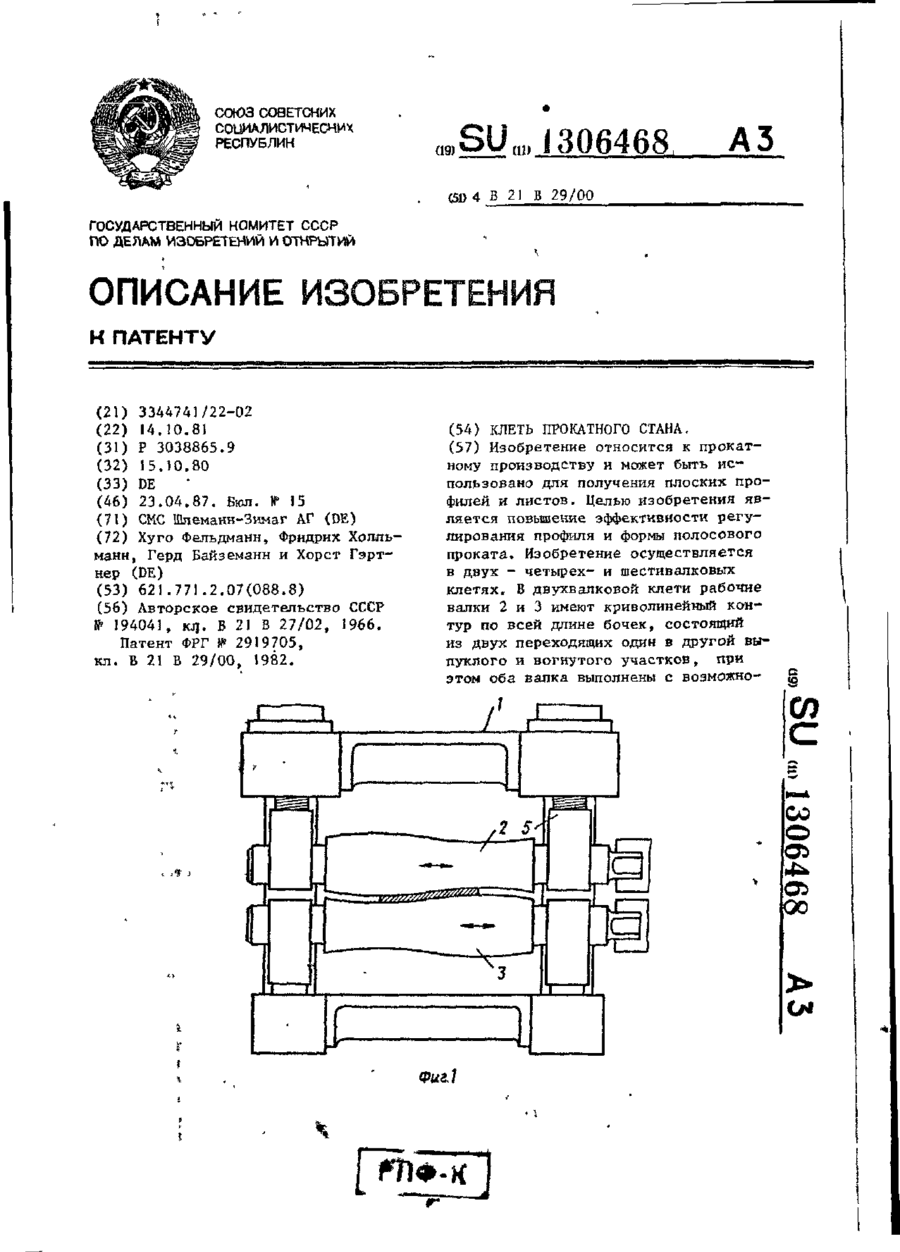
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Попередній патент: Спосіб кількісного визначення вітаміну д2 в рослинних кормах
Наступний патент: Розчин для гіпотермічного зберігання ізольованих гепатоцитів
Випадковий патент: Спосіб отримання реагенту з червоних шламів для очищення стічних вод