Спосіб виготовлення v-образного профілю для утримання ущільнень
Формула / Реферат
Изобретение относится к обработке металлов давлением, в частности, к способам изготовления профилей для удержания уплотнения панелей, промышленных шкафов и т. п.
Известен способ изготовления профилей для удержания уплотнений, обеспечивающий изготовление профилей из того же листа металла, из которого изготовляют панель, благодаря чему отпадают проблемы, возникающие при раздельном изготовлении панелей и уплотнений и их последующей сварке. Этот способ включает операции формования из листового металла кромки, образующей профиль, методом гибки на профилированных формах.
Недостатком известного способа является то, что он применим исключительно в тех случаях, когда лист металла имеет толщину менее 1мм и, кроме того, он не обеспечивает возможности изгибания металла панели до углов около 180°, что необходимо для создания достаточной жесткости.
Задачей настоящего изобретения является создание способа изготовления профиля для удержания уплотнений из того же листа металла, толщиной по крайней мере 1 мм, из которого образуется панель, обеспечивающего возможность изготовления достаточно жесткого профиля с углами изгиба до 180°
Поставленная задача решается тем, что в способе изготовления V-образного профиля для удержания уплотнений, включающем операции формования из листового металла кромки, образующей профиль, согласно изобретению, формование осуществляют профилированием в несколько стадий, на первой из которых образуют участок кромки, отогнутый по отношению к листу под углом, большим 90°, затем получают второй участок, отогнутый по отношению к листу под углом 90°, на следующей стадии производят отгибание третьего участка под углом к предыдущему на угол, равный углу отгиба второго участка относительно первого, после чего производят осадку крайнего отогнутого участка и стенки панели совместно до тех пор, пока первый и третий отогнутые участки не станут параллельными между собой и по отношению к стенке.
Таким образом, способ согласно настоящему изобретению включает в себя последовательное выполнение следующих операций:
- операция придания формы кромкам листа металла, из которой образуется панель, эта операция состоит в предварительном придании формы каждой кромке таким образом, что она имеет первый участок, расположенный под углом более 90° к продолжению стенки панели рядом с профилем, второй участок, расположенный под углом 90° к стенке панели, и третий участок, расположенный под углом между 0 и 90° ко второму участку;
- операция прессования, осуществляемая между стенкой панели рядом с профилем и третьим участком до тех пор, пока первый и третий участки не расположатся параллельно стенке панели.
При осуществлении способа представляется возможным производить такие действия, что между стороной желобка и стенкой панели остается пространство, являющееся достаточно большим для того, чтобы в него могли проникнуть краска или другие материалы обработки поверхности, чем обеспечивается защита данных областей от коррозии. При использовании известных типов способов такую полость создать, очевидно, затруднительно.
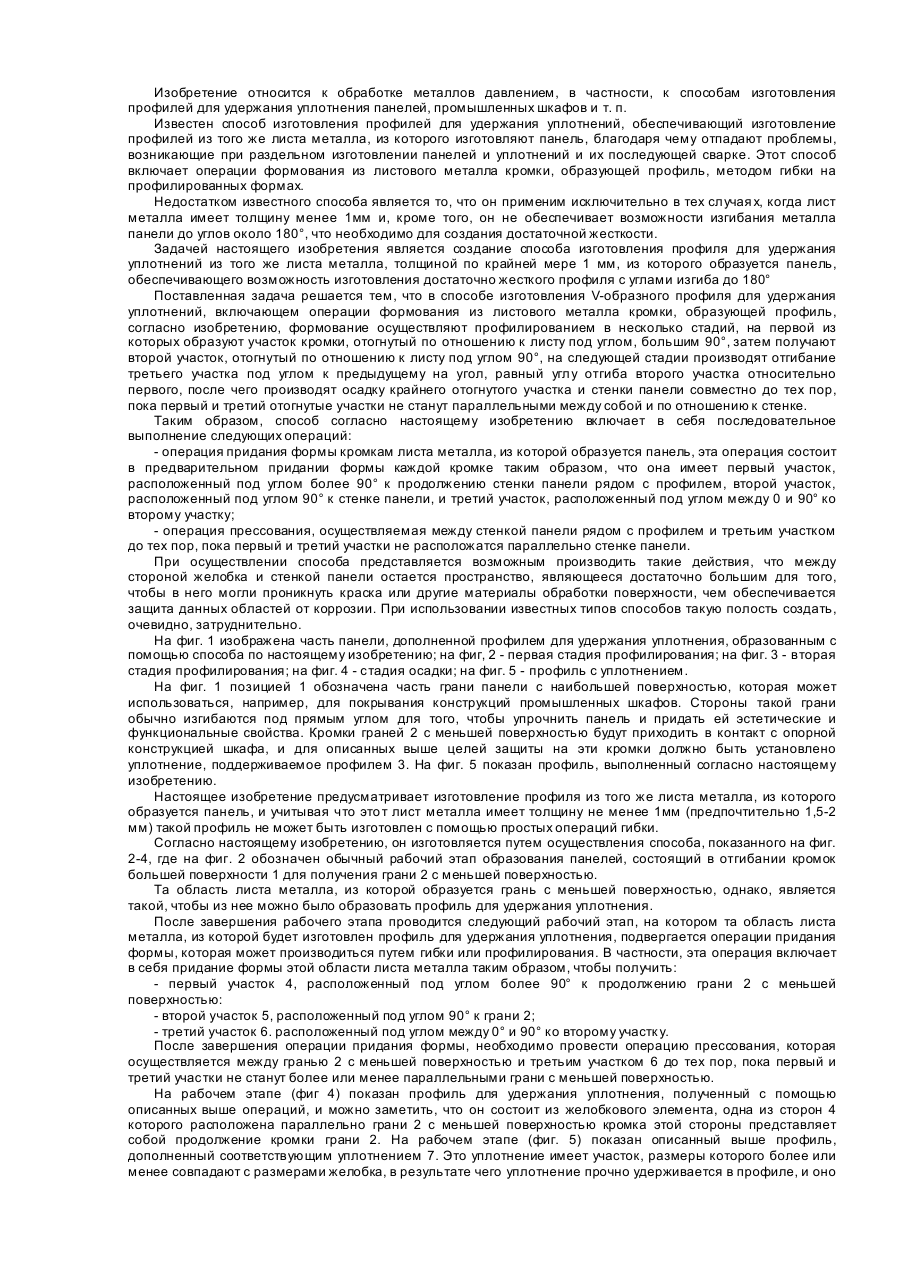
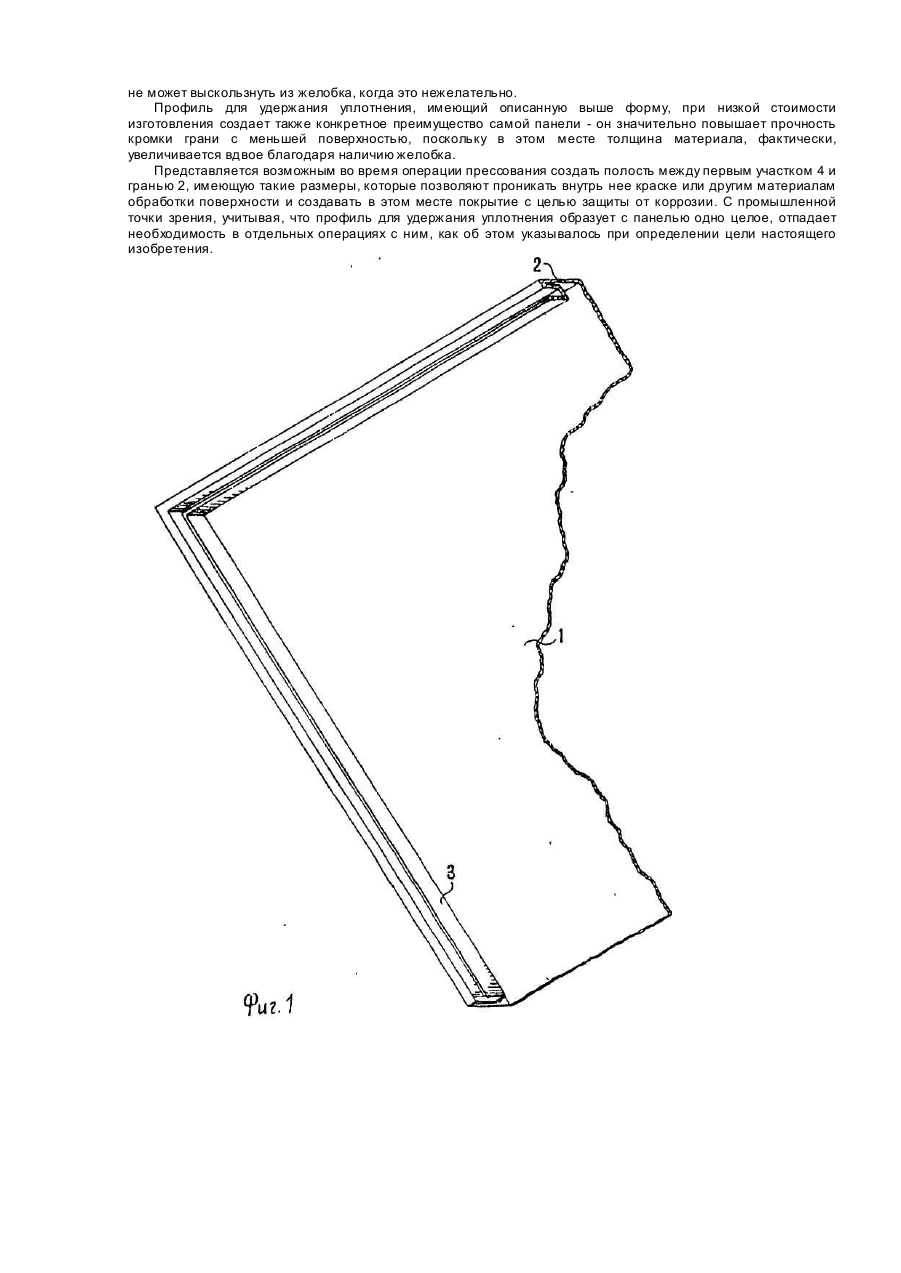
На фиг. 1 изображена часть панели, дополненной профилем для удержания уплотнения, образованным с помощью способа по настоящему изобретению; на фиг, 2 - первая стадия профилирования; на фиг. 3 - вторая стадия профилирования; на фиг. 4 - стадия осадки; на фиг. 5 - профиль с уплотнением.
На фиг. 1 позицией 1 обозначена часть грани панели с наибольшей поверхностью, которая может использоваться, например, для покрывания конструкций промышленных шкафов. Стороны такой грани обычно изгибаются под прямым углом для того, чтобы упрочнить панель и придать ей эстетические и функциональные свойства. Кромки граней 2 с меньшей поверхностью будут приходить в контакт с опорной конструкцией шкафа, и для описанных выше целей защиты на эти кромки должно быть установлено уплотнение, поддерживаемое профилем 3. На фиг. 5 показан профиль, выполненный согласно настоящему изобретению.
Настоящее изобретение предусматривает изготовление профиля из того же листа металла, из которого образуется панель, и учитывая что этот лист металла имеет толщину не менее 1мм (предпочтительно 1,5-2 мм) такой профиль не может быть изготовлен с помощью простых операций гибки.
Согласно настоящему изобретению, он изготовляется путем осуществления способа, показанного на фиг. 2-4, где на фиг. 2 обозначен обычный рабочий этап образования панелей, состоящий в отгибании кромок большей поверхности 1 для получения грани 2 с меньшей поверхностью.
Та область листа металла, из которой образуется грань с меньшей поверхностью, однако, является такой, чтобы из нее можно было образовать профиль для удержания уплотнения.
После завершения рабочего этапа проводится следующий рабочий этап, на котором та область листа металла, из которой будет изготовлен профиль для удержания уплотнения, подвергается операции придания формы, которая может производиться путем гибки или профилирования. В частности, эта операция включает в себя придание формы этой области листа металла таким образом, чтобы получить:
- первый участок 4, расположенный под углом более 90° к продолжению грани 2 с меньшей поверхностью:
- второй участок 5, расположенный под углом 90° к грани 2;
- третий участок 6. расположенный под углом между 0° и 90° ко второму участку.
После завершения операции придания формы, необходимо провести операцию прессования, которая осуществляется между гранью 2 с меньшей поверхностью и третьим участком 6 до тех пор, пока первый и третий участки не станут более или менее параллельными грани с меньшей поверхностью.
На рабочем этапе (фиг 4) показан профиль для удержания уплотнения, полученный с помощью описанных выше операций, и можно заметить, что он состоит из желобкового элемента, одна из сторон 4 которого расположена параллельно грани 2 с меньшей поверхностью кромка этой стороны представляет собой продолжение кромки грани 2. На рабочем этапе (фиг. 5) показан описанный выше профиль, дополненный соответствующим уплотнением 7. Это уплотнение имеет участок, размеры которого более или менее совпадают с размерами желобка, в результате чего уплотнение прочно удерживается в профиле, и оно не может выскользнуть из желобка, когда это нежелательно.
Профиль для удержания уплотнения, имеющий описанную выше форму, при низкой стоимости изготовления создает также конкретное преимущество самой панели - он значительно повышает прочность кромки грани с меньшей поверхностью, поскольку в этом месте толщина материала, фактически, увеличивается вдвое благодаря наличию желобка.
Представляется возможным во время операции прессования создать полость между первым участком 4 и гранью 2, имеющую такие размеры, которые позволяют проникать внутрь нее краске или другим материалам обработки поверхности и создавать в этом месте покрытие с целью защиты от коррозии. С промышленной точки зрения, учитывая, что профиль для удержания уплотнения образует с панелью одно целое, отпадает необходимость в отдельных операциях с ним, как об этом указывалось при определении цели настоящего изобретения.
Текст
Изобретение относится к обработке металлов давлением, в частности, к способам изготовления профилей для удержания уплотнения панелей, промышленных шкафов и т. п. Известен способ изготовления профилей для удержания уплотнений, обеспечивающий изготовление профилей из того же листа металла, из которого изготовляют панель, благодаря чему отпадают проблемы, возникающие при раздельном изготовлении панелей и уплотнений и их последующей сварке. Этот способ включает операции формования из листового металла кромки, образующей профиль, методом гибки на профилированных формах. Недостатком известного способа является то, что он применим исключительно в тех случая х, когда лист металла имеет толщину менее 1мм и, кроме того, он не обеспечивает возможности изгибания металла панели до углов около 180°, что необходимо для создания достаточной жесткости. Задачей настоящего изобретения является создание способа изготовления профиля для удержания уплотнений из того же листа металла, толщиной по крайней мере 1 мм, из которого образуется панель, обеспечивающего возможность изготовления достаточно жесткого профиля с углами изгиба до 180° Поставленная задача решается тем, что в способе изготовления V-образного профиля для удержания уплотнений, включающем операции формования из листового металла кромки, образующей профиль, согласно изобретению, формование осуществляют профилированием в несколько стадий, на первой из которых образуют участок кромки, отогнутый по отношению к листу под углом, большим 90°, затем получают второй участок, отогнутый по отношению к листу под углом 90°, на следующей стадии производят отгибание третьего участка под углом к предыдущему на угол, равный углу отгиба второго участка относительно первого, после чего производят осадку крайнего отогнутого участка и стенки панели совместно до тех пор, пока первый и третий отогнутые участки не станут параллельными между собой и по отношению к стенке. Таким образом, способ согласно настоящему изобретению включает в себя последовательное выполнение следующих операций: - операция придания формы кромкам листа металла, из которой образуется панель, эта операция состоит в предварительном придании формы каждой кромке таким образом, что она имеет первый участок, расположенный под углом более 90° к продолжению стенки панели рядом с профилем, второй участок, расположенный под углом 90° к стенке панели, и третий участок, расположенный под углом между 0 и 90° ко второму участку; - операция прессования, осуществляемая между стенкой панели рядом с профилем и третьим участком до тех пор, пока первый и третий участки не расположатся параллельно стенке панели. При осуществлении способа представляется возможным производить такие действия, что между стороной желобка и стенкой панели остается пространство, являющееся достаточно большим для того, чтобы в него могли проникнуть краска или другие материалы обработки поверхности, чем обеспечивается защита данных областей от коррозии. При использовании известных типов способов такую полость создать, очевидно, затруднительно. На фиг. 1 изображена часть панели, дополненной профилем для удержания уплотнения, образованным с помощью способа по настоящему изобретению; на фиг, 2 - первая стадия профилирования; на фиг. 3 - вторая стадия профилирования; на фиг. 4 - стадия осадки; на фиг. 5 - профиль с уплотнением. На фиг. 1 позицией 1 обозначена часть грани панели с наибольшей поверхностью, которая может использоваться, например, для покрывания конструкций промышленных шкафов. Стороны такой грани обычно изгибаются под прямым углом для того, чтобы упрочнить панель и придать ей эстетические и функциональные свойства. Кромки граней 2 с меньшей поверхностью будут приходить в контакт с опорной конструкцией шкафа, и для описанных выше целей защиты на эти кромки должно быть установлено уплотнение, поддерживаемое профилем 3. На фиг. 5 показан профиль, выполненный согласно настоящему изобретению. Настоящее изобретение предусматривает изготовление профиля из того же листа металла, из которого образуется панель, и учитывая что это т лист металла имеет толщину не менее 1мм (предпочтительно 1,5-2 мм) такой профиль не может быть изготовлен с помощью простых операций гибки. Согласно настоящему изобретению, он изготовляется путем осуществления способа, показанного на фиг. 2-4, где на фиг. 2 обозначен обычный рабочий этап образования панелей, состоящий в отгибании кромок большей поверхности 1 для получения грани 2 с меньшей поверхностью. Та область листа металла, из которой образуется грань с меньшей поверхностью, однако, является такой, чтобы из нее можно было образовать профиль для удержания уплотнения. После завершения рабочего этапа проводится следующий рабочий этап, на котором та область листа металла, из которой будет изготовлен профиль для удержания уплотнения, подвергается операции придания формы, которая может производиться путем гибки или профилирования. В частности, эта операция включает в себя придание формы этой области листа металла таким образом, чтобы получить: - первый участок 4, расположенный под углом более 90° к продолжению грани 2 с меньшей поверхностью: - второй участок 5, расположенный под углом 90° к грани 2; - третий участок 6. расположенный под углом между 0° и 90° ко второму участк у. После завершения операции придания формы, необходимо провести операцию прессования, которая осуществляется между гранью 2 с меньшей поверхностью и третьим участком 6 до тех пор, пока первый и третий участки не станут более или менее параллельными грани с меньшей поверхностью. На рабочем этапе (фиг 4) показан профиль для удержания уплотнения, полученный с помощью описанных выше операций, и можно заметить, что он состоит из желобкового элемента, одна из сторон 4 которого расположена параллельно грани 2 с меньшей поверхностью кромка этой стороны представляет собой продолжение кромки грани 2. На рабочем этапе (фиг. 5) показан описанный выше профиль, дополненный соответствующим уплотнением 7. Это уплотнение имеет участок, размеры которого более или менее совпадают с размерами желобка, в результате чего уплотнение прочно удерживается в профиле, и оно не может выскользнуть из желобка, когда это нежелательно. Профиль для удержания уплотнения, имеющий описанную выше форму, при низкой стоимости изготовления создает также конкретное преимущество самой панели - он значительно повышает прочность кромки грани с меньшей поверхностью, поскольку в этом месте толщина материала, фактически, увеличивается вдвое благодаря наличию желобка. Представляется возможным во время операции прессования создать полость между первым участком 4 и гранью 2, имеющую такие размеры, которые позволяют проникать внутрь нее краске или другим материалам обработки поверхности и создавать в этом месте покрытие с целью защиты от коррозии. С промышленной точки зрения, учитывая, что профиль для удержания уплотнения образует с панелью одно целое, отпадает необходимость в отдельных операциях с ним, как об этом указывалось при определении цели настоящего изобретения.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to manufacture a seal-holding v-like profile
Назва патенту російськоюСпособ изготовления v-образного профиля для удержания уплотнений
МПК / Мітки
МПК: E04B 1/38
Мітки: спосіб, ущільнень, утримання, виготовлення, v-образного, профілю
Код посилання
<a href="https://ua.patents.su/3-19308-sposib-vigotovlennya-v-obraznogo-profilyu-dlya-utrimannya-ushhilnen.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення v-образного профілю для утримання ущільнень</a>
Спосіб виготовлення зігнутих деталей таврового профілю
Номер патенту: 6660
Опубліковано: 29.12.1994
Автори: Кравчук Степан Іванович, Шумейко Андрій Дмитрович, Шумейко Дмитрій Іванович
МПК: B21D 53/00
Мітки: профілю, виготовлення, зігнутих, таврового, спосіб, деталей
Формула / Реферат:
(57) 1. Способ изготовления изогнутых деталей таврового сечения, включающий получение заготовок таврового сечения и гибку их на ребро, отличающийся тем, что заготовку получают сваркой из полосы, предназначенной для полки, и полосы, предназначенной для ребра, а перед сваркой на одной стороне полос формуют поперечные и продольные впадины, причем на полосе, предназначенной для полки, впадины выполняют со стороны сварных швов, а на полосе,...
Спосіб виготовлення робочих органів сільськогосподарських машин
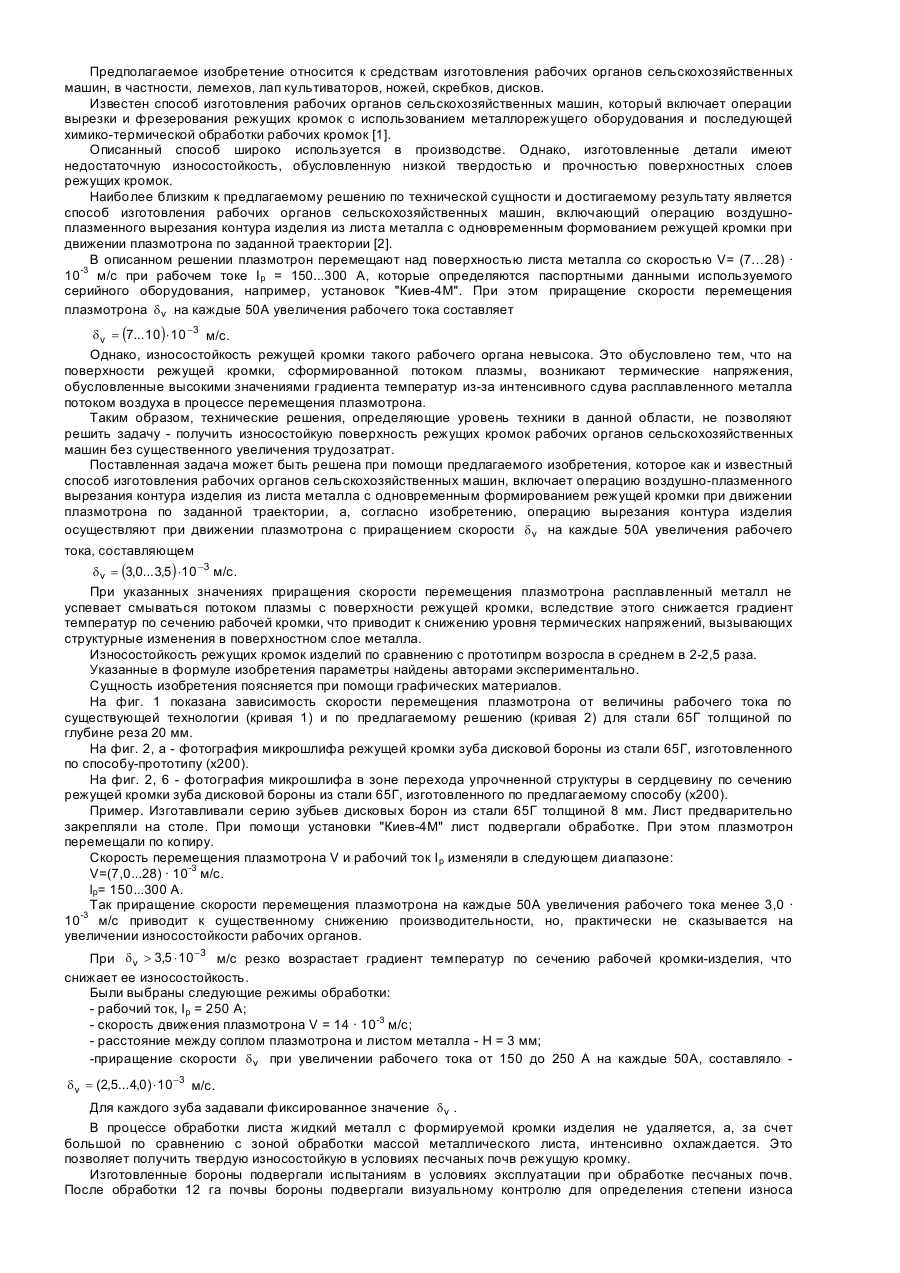
Номер патенту: 4635
Опубліковано: 28.12.1994
Автори: Груздева Олена Володимирівна, Хильчевський Володимир Васильович, Федорін Олександр Михайлович
МПК: B23K 10/00
Мітки: виготовлення, спосіб, органів, робочих, машин, сільськогосподарських
Формула / Реферат:
Способ изготовления рабочих органов сельскохозяйственных мащин, включающий операции воздушно-плазменного вырезания контура изделия из листа металла с одновременным формированием режущей кромки при движении плазмотрона по заданной траектории, отличающийся тем, что операцию вырезания контура изделия и формирования режущей кромки осуществляют при движении плазмотрона с приращением скорости на каждые 50А увеличения рабочего тока,...
Спосіб виготовлення діамантів фантазійної форми
Номер патенту: 1799
Опубліковано: 25.10.1994
Автори: Ісаєнко Леонід Олексійович, Травін Вячеслав Миколайович
МПК: B28D 5/00
Мітки: діамантів, спосіб, форми, фантазійної, виготовлення
Формула / Реферат:
Способ изготовления бриллианта фантазийной формы, включающий пространственную ориентацию будущего бриллианта в объеме алмаза и последовательную обработку площадки, рундиста в виде многогранника и постановку трех ярусов граней и клиньев на нижней и верхней частях бриллианта, отличающийся тем, что, с целью повышения эффективности переработки алмазного сырья сложных форм, пространственную ориентацию будущего бриллианта в объеме алмаза...
Спосіб виготовлення діаманту
Номер патенту: 7824
Опубліковано: 26.12.1995
Автори: Ісаєнко Леонід Олексійович, Травін Вячеслав Миколайович, Барабанов Василь Семенович
МПК: B28D 5/00
Мітки: діаманту, спосіб, виготовлення
Формула / Реферат:
Способ изготовления бриллианта, включающий ориентацию будущего бриллианта площадкой в плоской сетке октаэндра алмаза, шлифование площадки, обработку рундиста и огранку нижней и верхней частей бриллианта, отличающийся тем, что, с целью повышения эффективности изготовления круглого бриллианта полной огранки из монокристалла алмаза формы двойного усеченного тетраэдра, после шлифования площадки производят шлифование ребер монокристалла до...
Пристрій для утримання палі
Номер патенту: 439
Опубліковано: 30.04.1993
Автор: Барик Ярослав Сільвестрович
МПК: E02D 11/00
Мітки: утримання, палі, пристрій
Формула / Реферат:
Формула изобретенияУстройство для удержания сваи, содержащее корпус с фиксаторами, имеющими клиновую поверхность, отличающееся тем, что, с целью упрощения устройства, корпус снабжен свободно установленными по обе его стороны запорными кольцами, контактирующими с клиновой поверхностью фиксаторов, и выполнен с осями, а фиксаторы - с пазами, в которых размещены оси корпуса.