Спосіб виготовлення зігнутих деталей таврового профілю
Номер патенту: 6660
Опубліковано: 29.12.1994
Автори: Кравчук Степан Іванович, Шумейко Дмитрій Іванович, Шумейко Андрій Дмитрович

Формула / Реферат
(57) 1. Способ изготовления изогнутых деталей таврового сечения, включающий получение заготовок таврового сечения и гибку их на ребро, отличающийся тем, что заготовку получают сваркой из полосы, предназначенной для полки, и полосы, предназначенной для ребра, а перед сваркой на одной стороне полос формуют поперечные и продольные впадины, причем на полосе, предназначенной для полки, впадины выполняют со стороны сварных швов, а на полосе, предназначенной для ребра, продольные впадины выполняют только на участке, подвергаемом растяжению.
2. Способ по п. 1, отличающийся тем, что на полосе, предназначенной для ребра, формуют аналогичные продольные и поперечные впадины на другой ее стороне.
Текст
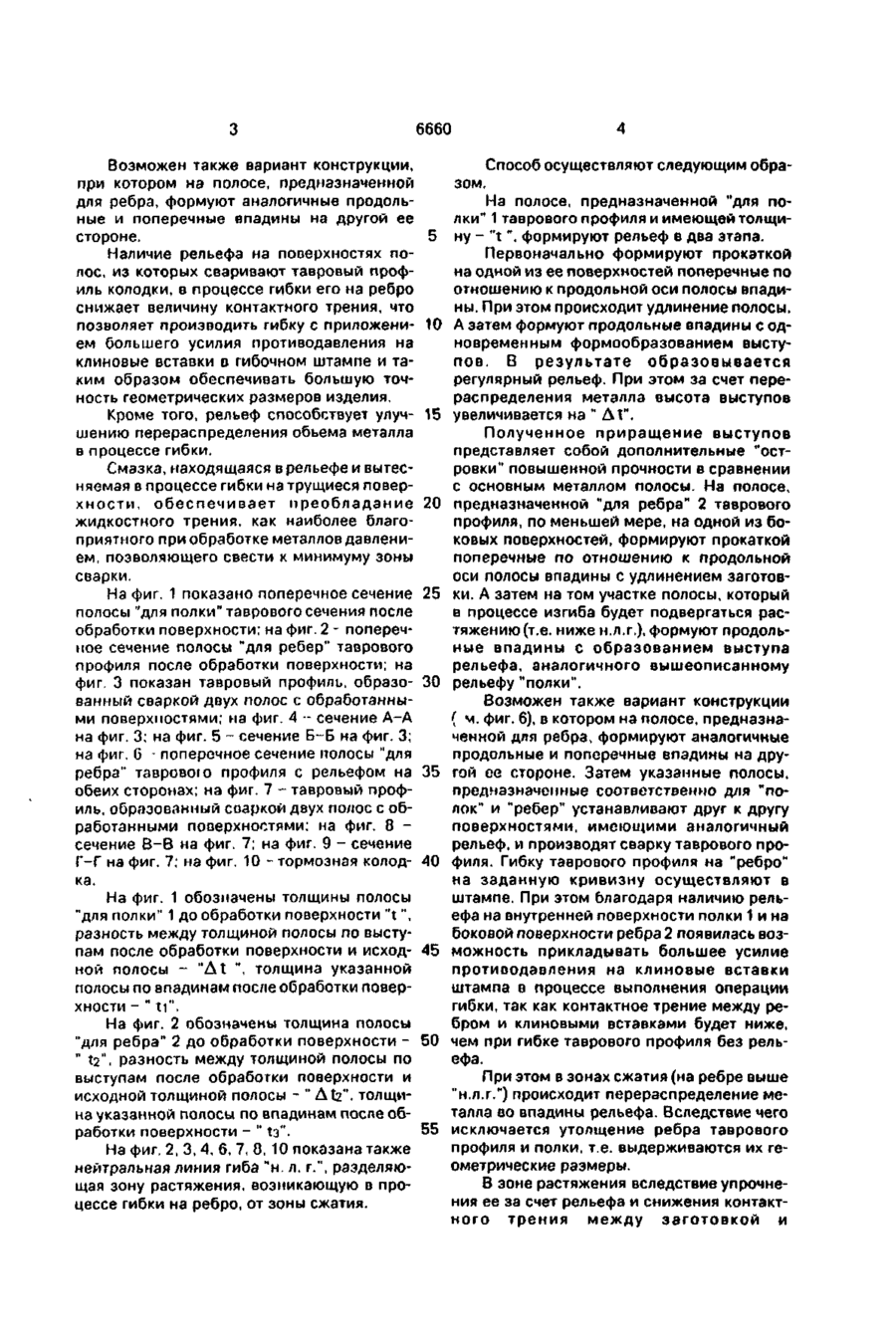
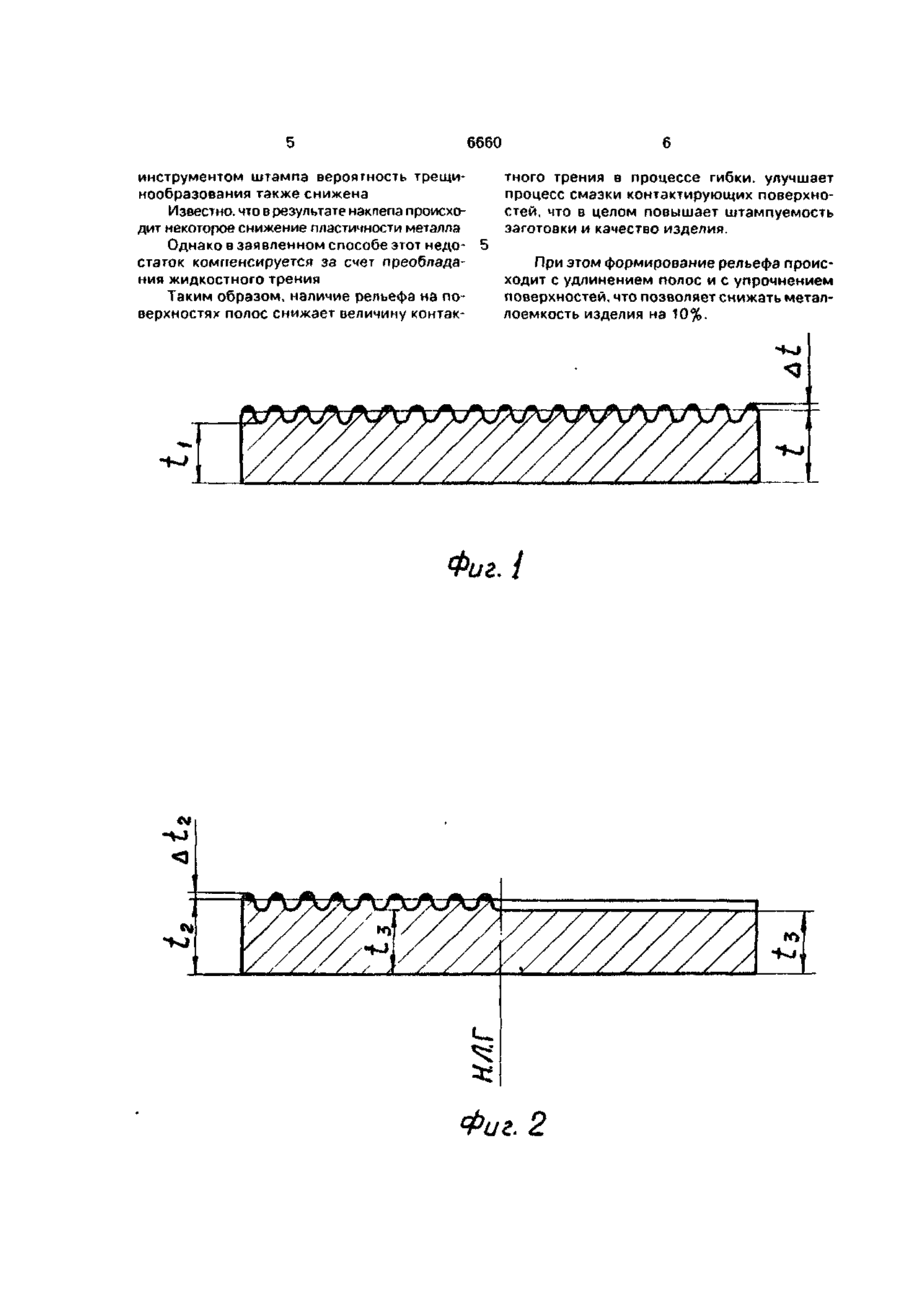
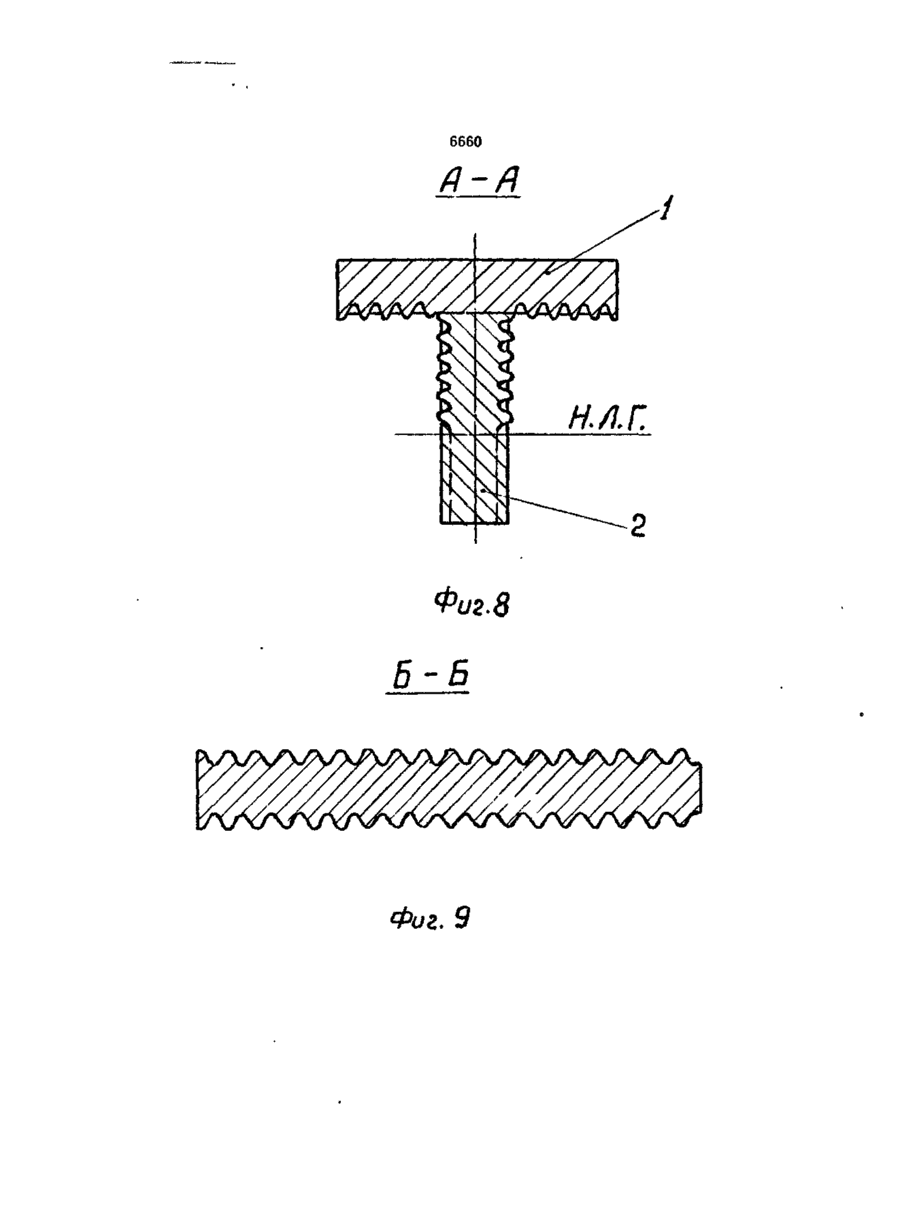
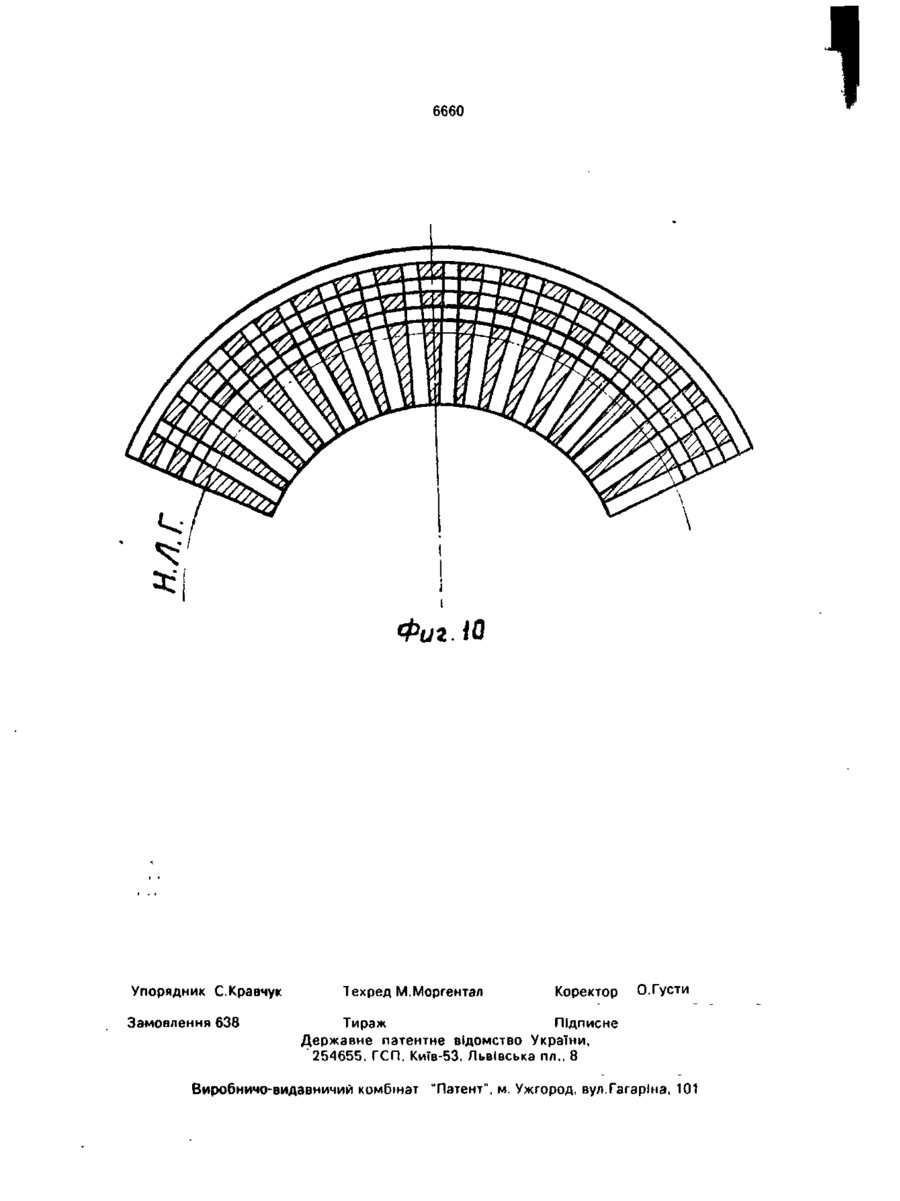
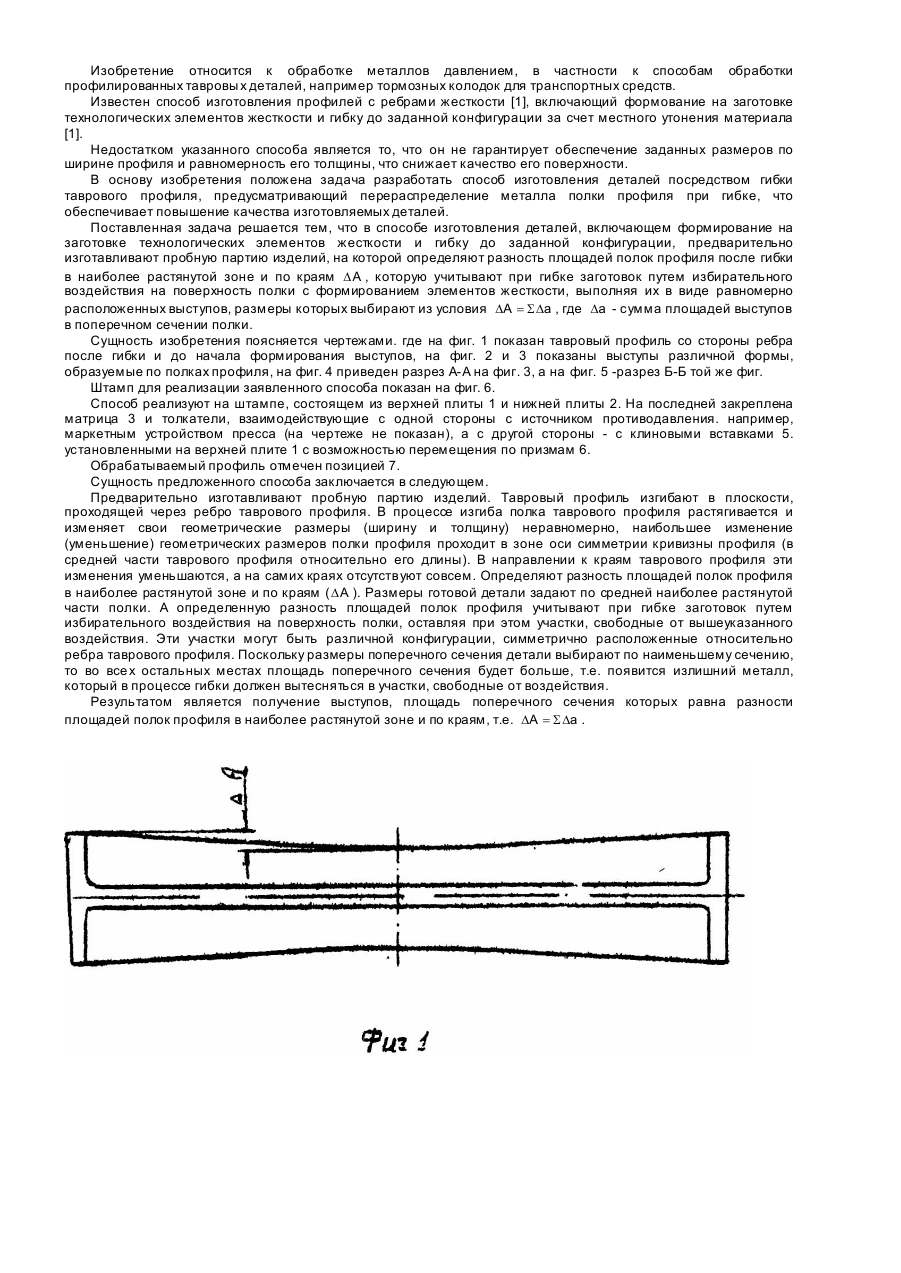
1. Способ изготовления изогнутых деталей таврового сечения, включающий получение заготовок таврового сечения и гибку их на ребро, о т л и ч а ю щ и й с я тем, что заготовку получают сваркой из полосы, предназначенной для полки, и полосы, предназначенной для ребра, а перед сваркой на одной стороне полос формуют поперечные и продольные впадины, причем на полосе, предназначенной для полки, впадины выполняют со стороны сварных швов, а на полосе, предназначенной для ребра, продольные впадины выполняют только на участке, подвергаемом растяжению 2. Способ по п. 1, о т л и а ю щ и й с я тем, что на полосе, пре/ назначенной для ребра, формуют аналоги* ые іродоіьньїе и поперечные впадш на / у ой ее стороне Изобретение относится к обработке металлов давлением, в частности к гибке профильного металла, и может быть использовано при изготовлении тормозных колодок барабанного тормоза. Известен способ изготовления изогнутых деталей таврового сечения, включающий получение заготовок таврового сечения и гибку их на ребро на заданную кривизну в штампе [1]. В процессе гибки с точки зрения трещинообразования наиболее опасной является зона растяжения, так как там возникает значительное контактное трение. Последнее ограничивает величину усилия противодавления на клиновые вставки в гибочном штампе, что отрицательно сказывается на качестве изделия. В основу изобретения положена задача разработать способ изготовления изогнутых деталей таврового сечения, уменьшающий контактное трение в процессе гибки за счет формирования регулярного микрорельефа на поверхностях заготовки, для повышения качества изделия. Указанная задача решается тем, что в способе изготовления изогнутых деталей таврового сечения, включающем получение заготовок таврового сечения и гибку их на ребро, согласно изобретению заготовку получают сваркой из полосы, предназначенной для полки, и полосы, предназначенной для ребра, а перед сваркой на одной стороне полос формуют поперечные и продольные впадины, причем на полосі, г едназначенной для полки, впадины в ( п няют со стороны сварных швов а на полосе, предназначенной для ребра, продольные впадины выполняют только на участке, подвергаемом растяжению. O о о о 6660 Возможен также вариант конструкции, Способ осуществляют следующим обрапри котором на полосе, предназначенной зом. для ребра, формуют аналогичные продольНа полосе, предназначенной "для поные и поперечные впадины на другой ее лки" 1 таврового профиля и имеющей толщистороне. 5 ну - "t". формируют рельеф в два этапа. Наличие рельефа на поверхностях поПервоначально формируют прокаткой лос, из которых сваривают тавровый профна одной из ее поверхностей поперечные по иль колодки, в процессе гибки его на ребро отношению к продольной оси полосы впадиснижает величину контактного трения, что ны. При этом происходит удлинение полосы. позволяет производить гибку с приложени- 10 А затем формуют продольные впадины с одем большего усилия противодавления на новременным формообразованием выстуклиновые вставки в гибочном штампе и тапов. В результате образовывается ким образом обеспечивать большую точрегулярный рельеф. При этом за счет переность геометрических размеров изделия. распределения металла высота выступов Кроме того, рельеф способствует улуч- 15 увеличивается на " АХ". шению перераспределения объема металла Полученное приращение выступов в процессе гибки. представляет собой дополнительные "остСмазка, находящаяся в рельефе и вытесровки" повышенной прочности в сравнении няемая в процессе гибки на трущиеся поверс основным металлом полосы. На полосе, хности, обеспечивает преобладание 20 предназначенной "для ребра" 2 таврового жидкостного трения, как наиболее благопрофиля, по меньшей мере, на одной из боприятного при обработке металлов давлениковых поверхностей, формируют прокаткой ем, позволяющего свести к минимуму зоны поперечные по отношению к продольной сварки. оси полосы впадины с удлинением заготовНа фиг. 1 показано поперечное сечение 25 ки. А затем на том участке полосы, который в процессе изгиба будет подвергаться располосы "для полки" таврового сечения после тяжению (т.е. ниже н.л.г.), формуют продольобработки поверхности; на фиг. 2 - поперечные впадины с образованием выступа ное сечение полосы "для ребер" таврового рельефа, аналогичного вышеописанному профиля после обработки поверхности; на фиг. 3 показан тавровый профиль, образо- ЗО рельефу "полки". ванный сваркой двух полос с обработанныВозможен также вариант конструкции ми поверхностями; на фиг. 4 - сечение А-А ( м. фиг. 6), в котором на полосе, предназнана фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 3; ченной для ребра, формируют аналогичные на фиг. G поперечное сечение полосы "для продольные и поперечные впадины на друребра" таврового профиля с рельефом на 35 гой ее стороне. Затем указанные полосы, обеих сторонах; на фиг. 7 - тавровый профпредназначенные соответственно для "поиль, образованный соаркой двух полос с облок" и "ребер" устанавливают друг к другу работанными поверхностями; на фиг. 8 поверхностями, имеющими аналогичный сечение В-В на фиг. 7; на фиг. 9 - сечение рельеф, и производят сварку таврового проГ-Г на фиг. 7; на фиг. 10 - тормозная колод- 40 филя. Гибку таврового профиля на "ребро" ка. на заданную кривизну осуществляют в штампе. При этом благодаря наличию рельНа фиг. 1 обозначены толщины полосы ефа на внутренней поверхности полки 1 и на "для полки" 1 до обработки поверхности "t", боковой поверхности ребра 2 появилась возразность между толщиной полосы по выступам после обработки поверхности и исход- 45 можность прикладывать большее усилие противодавления на клиновые вставки ной полосы - "At ", толщина указанной штампа в процессе выполнения операции полосы по впадинам после обработки повергибки, так как контактное трение между рехности - " t i " . бром и клиновыми вставками будет ниже, На фиг. 2 обозначены толщина полосы "для ребра" 2 до обработки поверхности - 50 чем при гибке таврового профиля без рельефа. " тг", разность между толщиной полосы по выступам после обработки поверхности и При этом в зонах сжатия (на ребре выше исходной толщиной полосы - " At2''. толщи"н.л.г.") происходит перераспределение мена указанной полосы по впадинам после обталла во впадины рельефа. Вследствие чего работки поверхности - " t3''. 55 исключается утолщение ребра таврового профиля и полки, т.е. выдерживаются их геНа фиг. 2, 3, 4, 6, 7, 0, 10 показана также ометрические размеры. нейтральная линия гиба "н. л. г.", разделяюВ зоне растяжения вследствие упрочнещая зону растяжения, возникающую в прония ее за счет рельефа и снижения контактцессе гибки на ребро, от зоны сжатия. ного трения между заготовкой и 6660 инструментом штампа вероятность трещинообразования также снижена Известно, что в результате наклепа происходит некоторое снижение пластичности металла Однако в заявленном способе этот недостаток компенсируется за счет преобладания жидкостного трения Таким образом, наличие рельефа на поверхностях полос снижает величину контак I При этом формирование рельефа происходит с удлинением полос и с упрочнением поверхностей, что позволяет снижать металлоемкость изделия на 10%. Ш/М//Ж/Ж •• "• I тного трения в процессе гибки, улучшает процесс смазки контактирующих поверхностей, что в целом повышает штампуемость заготовки и качество изделия. ifh Л Лі Л> Т ль лк jm. ль dh tfh Фиг. і Фиг. 2 A tfl 41IL jflh. Jffc /Як iff! 1 Л I гп д' Ф 9 - а V- V ) У іГ. 4 У / У t ш 'У У N л; 4 \\\\ *\\\\ '\\\\\\\\N х ч Л\ л\\ ^> ч л\\\\\\ч ,\' !>^ sл 4 \ \ 4 \\\\\ \\\ч -^ , \ \ \
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the bent components of t-section
Автори англійськоюKravchuk Stepan Ivanovych, Shumeiko Dmytrii Ivanovych, Shumeiko Andrii Dmytrovych
Назва патенту російськоюСпособ изготовления изогнутых деталей таврового сечения
Автори російськоюКравчук Степан Иванович, Шумейко Дмитрий Иванович, Шумейко Андрей Дмитриевич
МПК / Мітки
МПК: B21D 53/00
Мітки: профілю, таврового, спосіб, зігнутих, деталей, виготовлення
Код посилання
<a href="https://ua.patents.su/8-6660-sposib-vigotovlennya-zignutikh-detalejj-tavrovogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зігнутих деталей таврового профілю</a>
Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 7/00
Мітки: спосіб, виготовлення, деталей
Формула / Реферат:
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых...
Спосіб виготовлення попередньо напруженого двотаврового елементу
Номер патенту: 3106
Опубліковано: 26.12.1994
Автор: Чайка Борис Степанович
МПК: E04C 3/04
Мітки: елементу, попередньо, напруженого, виготовлення, двотаврового, спосіб
Формула / Реферат:
1. Способ изготовления предварительно напряженного двутаврового элемента, включающий предварительное напряжение двух стержней таврового сечения, объединение их стыковым сварным швом по линии контакта стенок и снятие нагрузки предварительного напряжения, отличающийся тем, что, с целью снижения материалоемкости элемента и расширения егo функциональных возможностей, стержни таврового сечения используют с криволинейными вогнутыми...
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Шишов Валерій Володимирович, Зайденко Анатолій Михайлович, Шмидт Рудольф Якович
МПК: B21K 21/00
Мітки: спосіб, виготовлення, деталей, порожнистих
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Спосіб виготовлення деталей
Номер патенту: 3032
Опубліковано: 26.12.1994
Автори: Цветков Арнольд Васильович, Старков Миколай Володимирович, Сізьов Анатолій Миколаєвич
МПК: B21D 22/12
Мітки: деталей, виготовлення, спосіб
Формула / Реферат:
Способ изготовления деталей путем гибки, вытяжки с торцевым подпором и распрямления изогнутого участка с калибровкой, отличающийся тем, что гибку осуществляют на 180°, вытяжку производят давлением жидкости, а торцевой подпор прикладывают а зоне изгиба.
Арматурний стержень періодичного профілю

Номер патенту: 3202
Опубліковано: 26.12.1994
Автори: Сапригін Хразален Михайлович, Гончар Володимир Павлович, Ксаверчук Леонід Петрович, Крупнік Леонід Ісаакович, Зосименко Валерій Дмитрович, Гавриленко Євген Дмитрович, Крупник Ісаак Абрамович, Енвальд Анатолій Васильович
МПК: E04C 5/01
Мітки: профілю, періодичного, стержень, арматурний
Формула / Реферат:
1. Арматурный стержень периодического профиля, содержащий на поверхности цилиндрического тела винтовые многозаходные серповидные ребра, отличающийся тем, что угол наклона серподвидных ребер к оси стержня выбран в пределахгде коэффициент охвата тела стержня серподвидными ребрамиbcp - средняя ширина серповидного ребра по его высоте и протяженности вдоль оси стержня,hcp - средняя высота серповидного ребра по его...
Попередній патент: Класифікуючий пристрій
Наступний патент: Установка для виготовлення порожнистих біметалічних заготовок черв’ячних коліс
Випадковий патент: Спосіб контролю прямолінійності руху мобільної машини при автоматичному водінні по заданих прямолінійних траєкторіях