Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Формула / Реферат
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові канали між суміжними отворами на електроді-інструменті, або одночасно крізь технологічні щільові канали між суміжними стержнями на заготовці та між суміжними отворами на електроді-Інструменті.
Текст
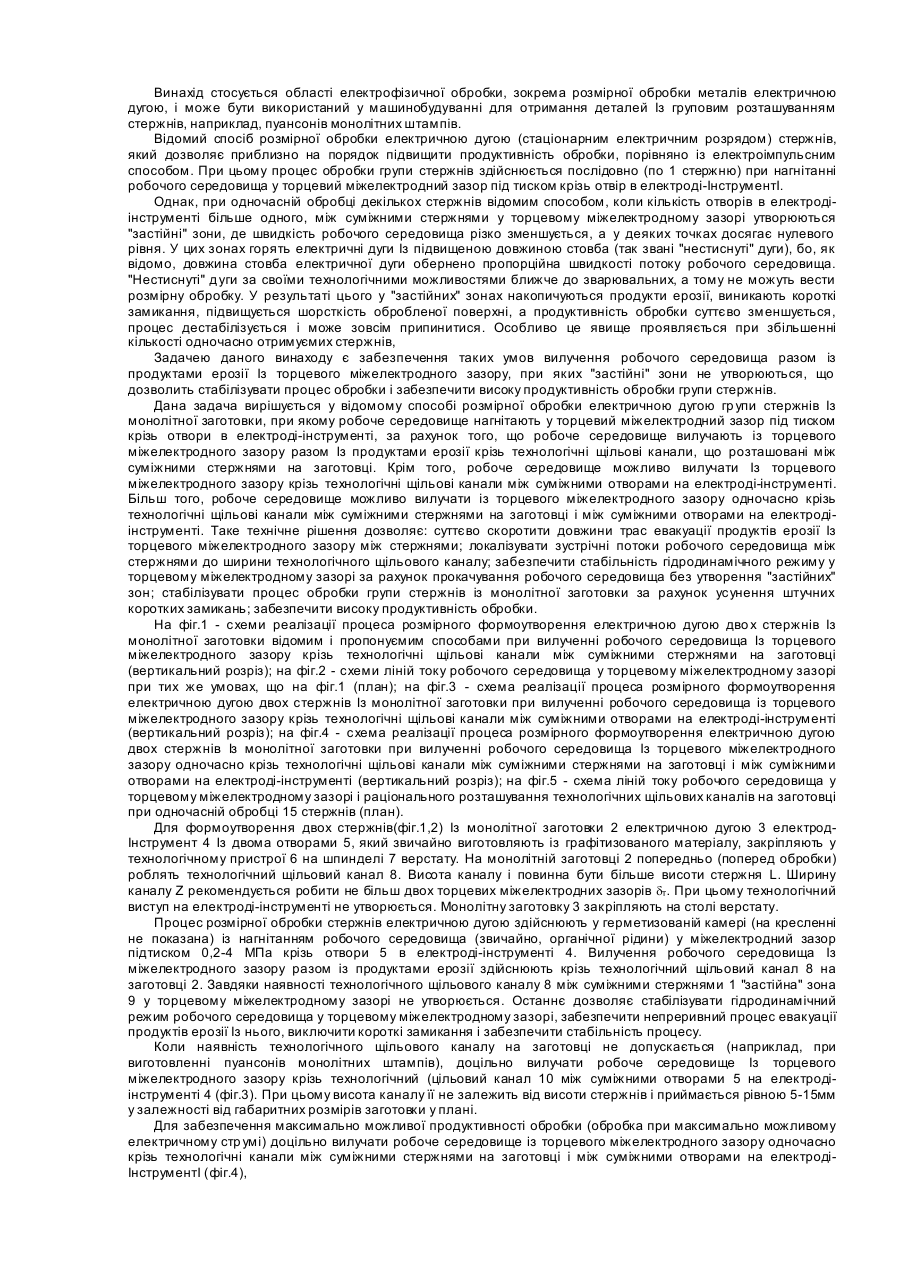
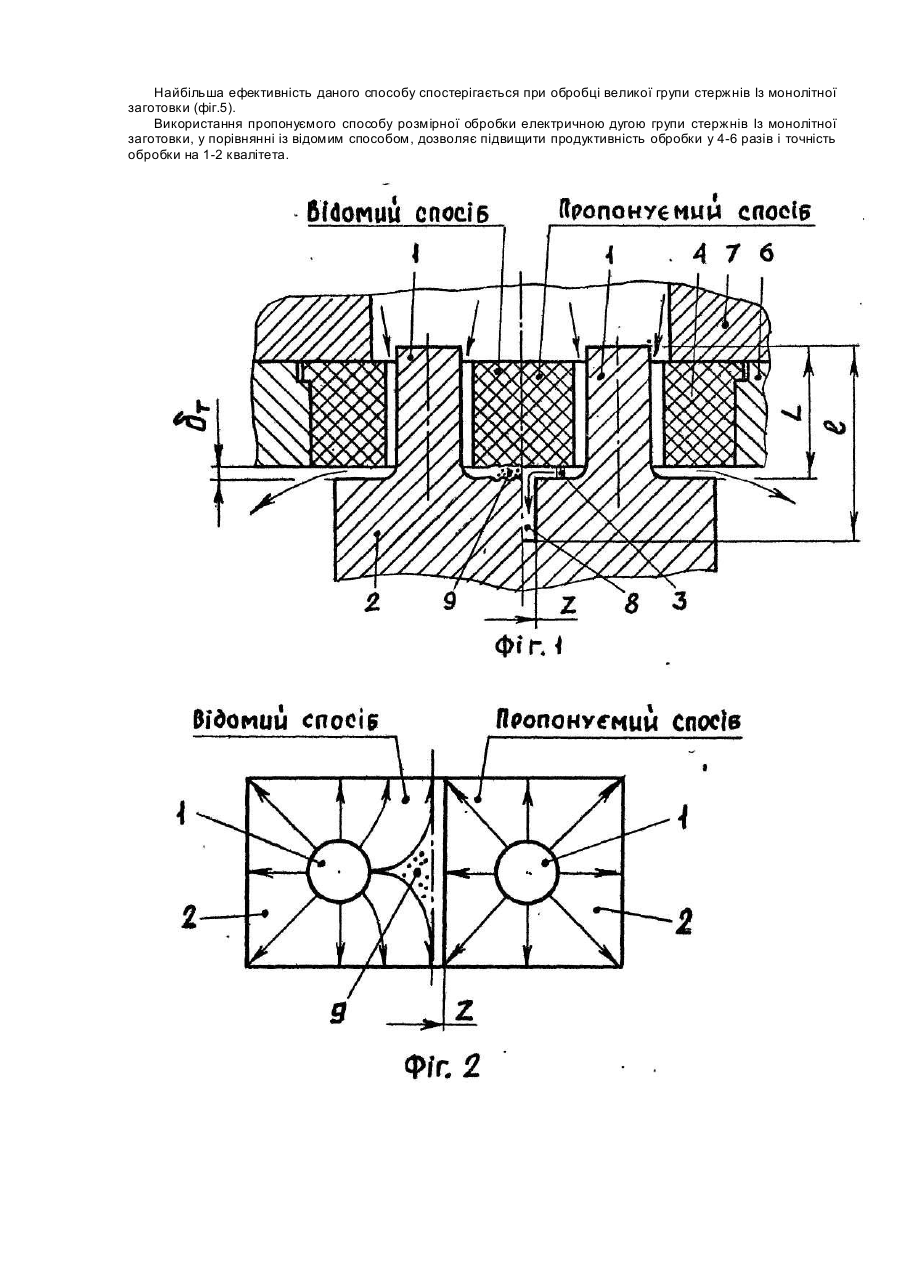
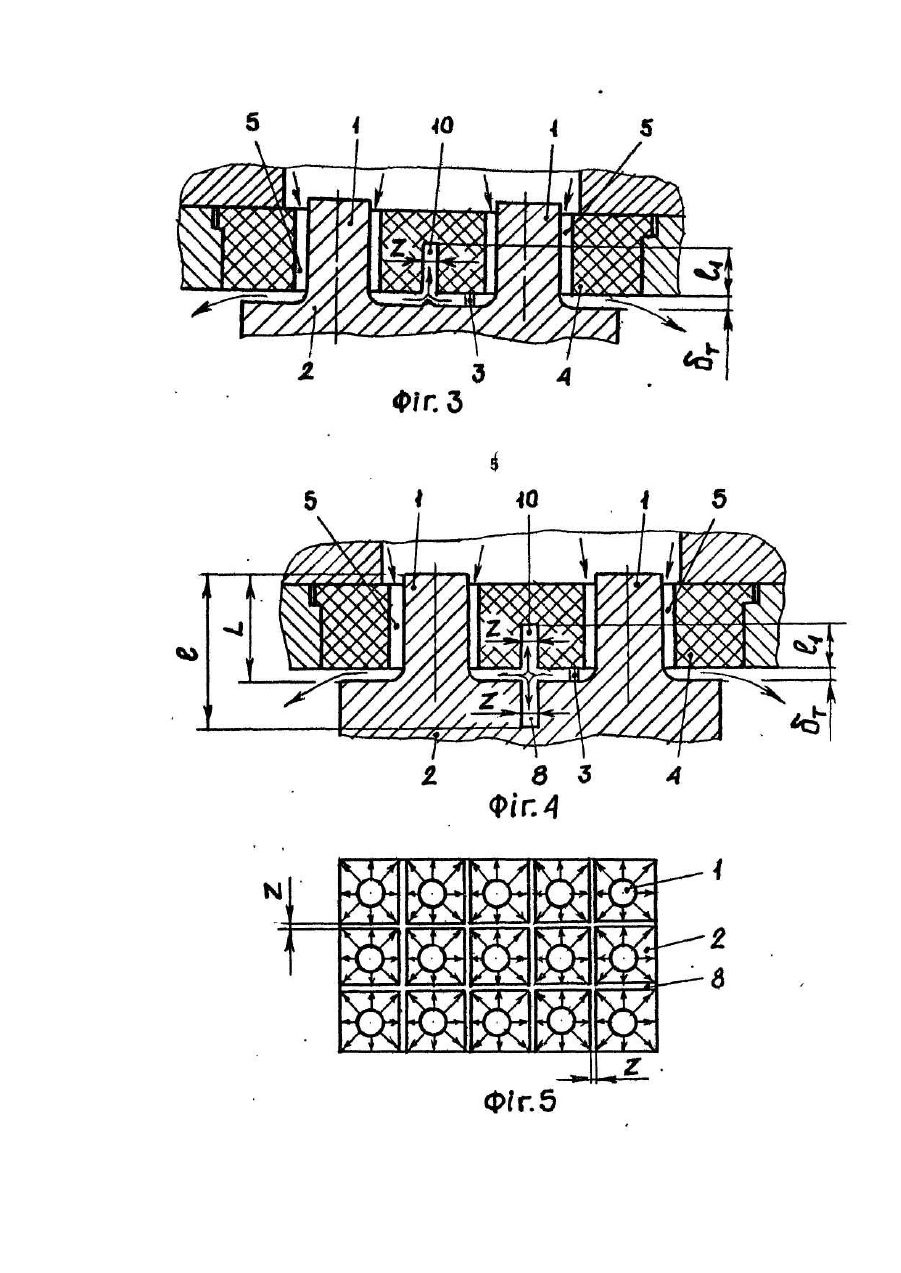
Винахід стосується області електрофізичної обробки, зокрема розмірної обробки металів електричною дугою, і може бути використаний у машинобудуванні для отримання деталей Із груповим розташуванням стержнів, наприклад, пуансонів монолітних штампів. Відомий спосіб розмірної обробки електричною дугою (стаціонарним електричним розрядом) стержнів, який дозволяє приблизно на порядок підвищити продуктивність обробки, порівняно із електроімпульсним способом. При цьому процес обробки групи стержнів здійснюється послідовно (по 1 стержню) при нагнітанні робочого середовища у торцевий міжелектродний зазор під тиском крізь отвір в електроді-ІнструментІ. Однак, при одночасній обробці декількох стержнів відомим способом, коли кількість отворів в електродіінструменті більше одного, між суміжними стержнями у торцевому міжелектродному зазорі утворюються "застійні" зони, де швидкість робочого середовища різко зменшується, а у деяких точках досягає нулевого рівня. У цих зонах горять електричні дуги Із підвищеною довжиною стовба (так звані "нестиснуті" дуги), бо, як відомо, довжина стовба електричної дуги обернено пропорційна швидкості потоку робочого середовища. "Нестиснуті" дуги за своїми технологічними можливостями ближче до зварювальних, а тому не можуть вести розмірну обробку. У результаті цього у "застійних" зонах накопичуються продукти ерозії, виникають короткі замикання, підвищується шорсткість обробленої поверхні, а продуктивність обробки суттєво зменшується, процес дестабілізується і може зовсім припинитися. Особливо це явище проявляється при збільшенні кількості одночасно отримуємих стержнів, Задачею даного винаходу є забезпечення таких умов вилучення робочого середовища разом із продуктами ерозії Із торцевого міжелектродного зазору, при яких "застійні" зони не утворюються, що дозволить стабілізувати процес обробки і забезпечити високу продуктивність обробки групи стержнів. Дана задача вирішується у відомому способі розмірної обробки електричною дугою гр упи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, за рахунок того, що робоче середовище вилучають із торцевого міжелектродного зазору разом Із продуктами ерозії крізь технологічні щільові канали, що розташовані між суміжними стержнями на заготовці. Крім того, робоче середовище можливо вилучати Із торцевого міжелектродного зазору крізь технологічні щільові канали між суміжними отворами на електроді-інструменті. Більш того, робоче середовище можливо вилучати із торцевого міжелектродного зазору одночасно крізь технологічні щільові канали між суміжними стержнями на заготовці і між суміжними отворами на електродіінструменті. Таке технічне рішення дозволяє: суттєво скоротити довжини трас евакуації продуктів ерозії Із торцевого міжелектродного зазору між стержнями; локалізувати зустрічні потоки робочого середовища між стержнями до ширини технологічного щільового каналу; забезпечити стабільність гідродинамічного режиму у торцевому міжелектродному зазорі за рахунок прокачування робочого середовища без утворення "застійних" зон; стабілізувати процес обробки групи стержнів із монолітної заготовки за рахунок усунення штучних коротких замикань; забезпечити високу продуктивність обробки. На фіг.1 - схеми реалізації процеса розмірного формоутворення електричною дугою дво х стержнів Із монолітної заготовки відомим і пропонуємим способами при вилученні робочого середовища Із торцевого міжелектродного зазору крізь технологічні щільові канали між суміжними стержнями на заготовці (вертикальний розріз); на фіг.2 - схеми ліній току робочого середовища у торцевому міжелектродному зазорі при тих же умовах, що на фіг.1 (план); на фіг.3 - схема реалізації процеса розмірного формоутворення електричною дугою двох стержнів Із монолітної заготовки при вилученні робочого середовища із торцевого міжелектродного зазору крізь технологічні щільові канали між суміжними отворами на електроді-інструменті (вертикальний розріз); на фіг.4 - схема реалізації процеса розмірного формоутворення електричною дугою двох стержнів Із монолітної заготовки при вилученні робочого середовища Із торцевого міжелектродного зазору одночасно крізь технологічні щільові канали між суміжними стержнями на заготовці і між суміжними отворами на електроді-інструменті (вертикальний розріз); на фіг.5 - схема ліній току робочого середовища у торцевому міжелектродному зазорі і раціонального розташування технологічних щільових каналів на заготовці при одночасній обробці 15 стержнів (план). Для формоутворення двох стержнів(фіг.1,2) Із монолітної заготовки 2 електричною дугою 3 електродІнструмент 4 Із двома отворами 5, який звичайно виготовляють із графітизованого матеріалу, закріпляють у технологічному пристрої 6 на шпинделі 7 верстату. На монолітній заготовці 2 попередньо (поперед обробки) роблять технологічний щільовий канал 8. Висота каналу і повинна бути більше висоти стержня L. Ширину каналу Ζ рекомендується робити не більш двох торцевих міжелектродних зазорів dт. При цьому технологічний виступ на електроді-інструменті не утворюється. Монолітну заготовку 3 закріпляють на столі верстату. Процес розмірної обробки стержнів електричною дугою здійснюють у герметизованій камері (на кресленні не показана) із нагнітанням робочого середовища (звичайно, органічної рідини) у міжелектродний зазор підтиском 0,2-4 МПа крізь отвори 5 в електроді-інструменті 4. Вилучення робочого середовища Із міжелектродного зазору разом із продуктами ерозії здійснюють крізь технологічний щільовий канал 8 на заготовці 2. Завдяки наявності технологічного щільового каналу 8 між суміжними стержнями 1 "застійна" зона 9 у торцевому міжелектродному зазорі не утворюється. Останнє дозволяє стабілізувати гідродинамічний режим робочого середовища у торцевому міжелектродному зазорі, забезпечити непреривний процес евакуації продуктів ерозії Із нього, виключити короткі замикання і забезпечити стабільність процесу. Коли наявність технологічного щільового каналу на заготовці не допускається (наприклад, при виготовленні пуансонів монолітних штампів), доцільно вилучати робоче середовище Із торцевого міжелектродного зазору крізь технологічний (цільовий канал 10 між суміжними отворами 5 на електродіінструменті 4 (фіг.3). При цьому висота каналу її не залежить від висоти стержнів і приймається рівною 5-15мм у залежності від габаритних розмірів заготовки у плані. Для забезпечення максимально можливої продуктивності обробки (обробка при максимально можливому електричному стр умі) доцільно вилучати робоче середовище із торцевого міжелектродного зазору одночасно крізь технологічні канали між суміжними стержнями на заготовці і між суміжними отворами на електродіІнструментІ (фіг.4), Найбільша ефективність даного способу спостерігається при обробці великої групи стержнів Із монолітної заготовки (фіг.5). Використання пропонуємого способу розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, у порівнянні із відомим способом, дозволяє підвищити продуктивність обробки у 4-6 разів і точність обробки на 1-2 квалітета.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by electric arc of group of rods from monolithic billet
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки электрической дугой группы стержней из монолитной заготовки
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
Мітки: дугою, електричною, заготовки, розмірної, обробки, групи, монолітної, спосіб, стержнів
Код посилання
<a href="https://ua.patents.su/3-19498-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-grupi-sterzhniv-iz-monolitno-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки</a>
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Тільга Степан Сергійович, Ротару Іон Теодорович, Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Ашимов Марат Ашимович, Дідківський Олександр Володимирович, Бєляєв Данило Іванович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: заготовки, механічної, обробки, виробу, прокатного, спосіб
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997
Автори: Пасько Юрій Тихонович, Перелигін Ігор Миколайович
МПК: B23H 3/00
Мітки: обробки, розмірної, електрохімічної, гтд, спосіб, двосторонньої, лопаток
Формула / Реферат:
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы...
Пристрій для електрофізичної розмірної обробки
Номер патенту: 12713
Опубліковано: 28.02.1997
Автори: Рябов Костянтин Ілліч, Перелигін Ігор Миколайович, Хмель Ігор Павлович, Великий Віктор Іванович
МПК: B23H 1/02
Мітки: розмірної, електрофізичної, пристрій, обробки
Текст:
...1, выполненный из эрозионностойкого материала закрепленный на пустотелом штоке 2. Пустотелый шток 2 на своей внутренней поверхности имеет покрытие (футеровку) 3 из электропроводного эрозионностойкого материала, например графита. Высота участка с покрытием должна быть не менее, чем расстояние от торцевого межэлектродного зазора до участка окончания кристаллизации жидких продуктов эрозии обрабатываемого материала в потоке рабочей...
Спосіб підготування поверхні заготовки до волочіння
Номер патенту: 21500
Опубліковано: 16.12.1997
Автори: Хаустов Георгій Йосипович, Брескіна Алла Іллівна, Кац Михайло Ісаакович, Бут Олександр Володимирович, Кіріченко Юрій Алімович
МПК: B21C 9/00
Мітки: заготовки, поверхні, підготування, волочіння, спосіб
Формула / Реферат:
Способ подготовки поверхности заготовки к волочению, включающий термообработку заготовки и последующее нанесение смазки из мыльного раствора, отличающийся тем, что после термообработки осуществляют травление заготовки, промывку ее в воде при температуре 80 -90°С с выдержкой в течение 15-25 минут, а смазку наносят при температуре заготовки 60 -80°С из раствора, нагретого до той же температуры и содержащего, мас.%:Натриевые...
Спосіб виготовлення багатошарової литої заготовки
Номер патенту: 1021
Опубліковано: 30.12.1993
Автори: Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович, Дубровін Едуард Юрійович, Осипов Володимир Прокофійович, Єфімов Віктор Олексійович
МПК: B22D 7/02, B22D 19/00
Мітки: заготовки, литої, спосіб, виготовлення, багатошарової
Формула / Реферат:
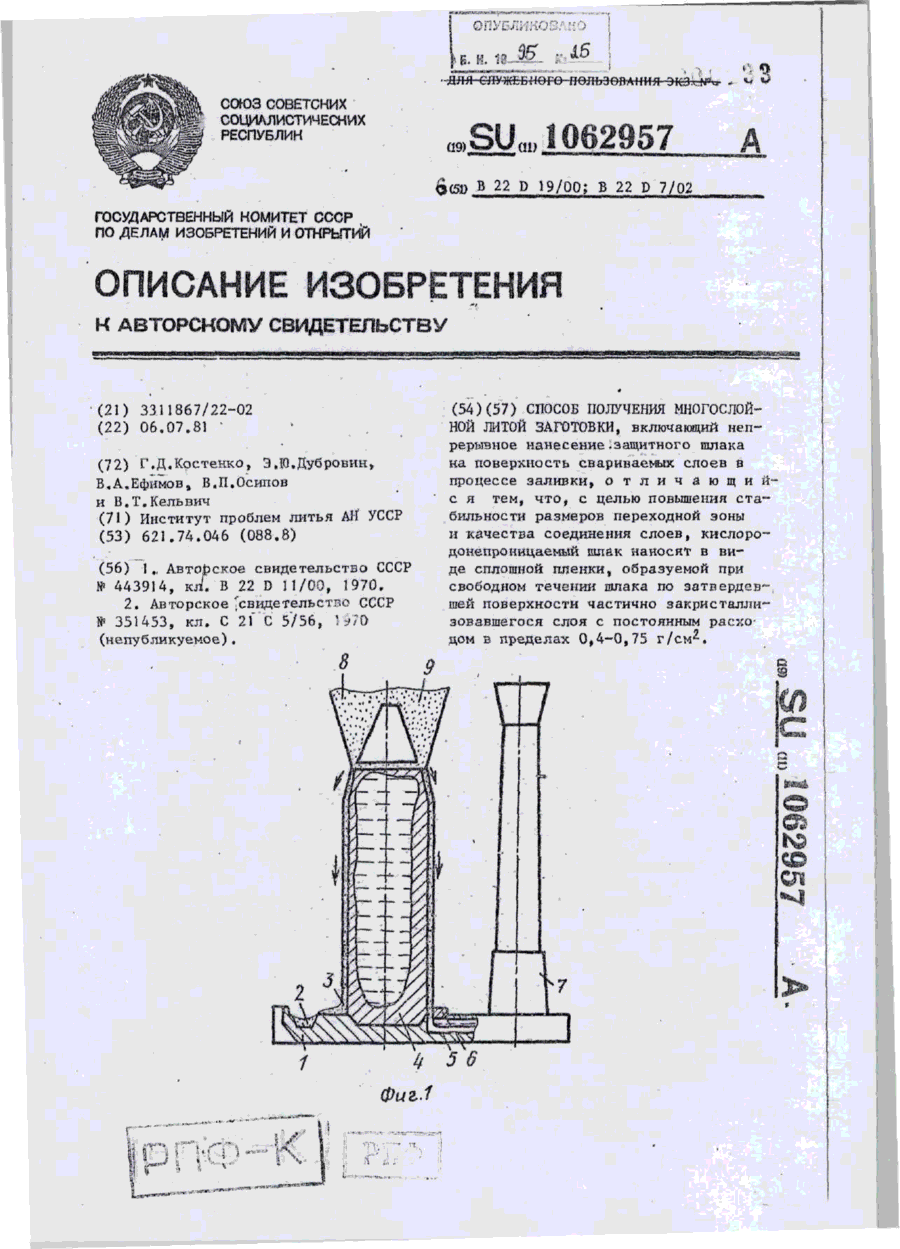
Способ получения многослойной литой заготовки, включающий непрерывное нанесение защитного шлака на поверхность свариваемых слоев в процессе заливки, отличающийся тем, что, с целью повышения стабильности размеров переходной зоны и качества соединения слоев, кислородо-непроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным...
Попередній патент: Спосіб визначення міри втоми операторів
Наступний патент: Тензодатчик
Випадковий патент: Керування пропускною здатністю для голосового зв'язку за інтернет-протоколом (voip)