Вихрова головка для обробки ходових гвинтів
Номер патенту: 19936
Опубліковано: 15.01.2007
Автори: Клочко Олександр Олександрович, Павленко Олександр Володимирович, Бабін Олег Фавійович
Формула / Реферат
Вихрова головка для обробки різьби ходових гвинтів, яка містить корпус, шпиндель із різцеутримувачем та привід для його обертання, яка відрізняється тим, що шпиндель вихрової головки встановлений на радіальному та упорних гідростатичних підшипниках, в яких регулювання витрат масла в карманах при навантаженні здійснюється від регуляторів зі зворотним зв'язком за тиском.
Текст
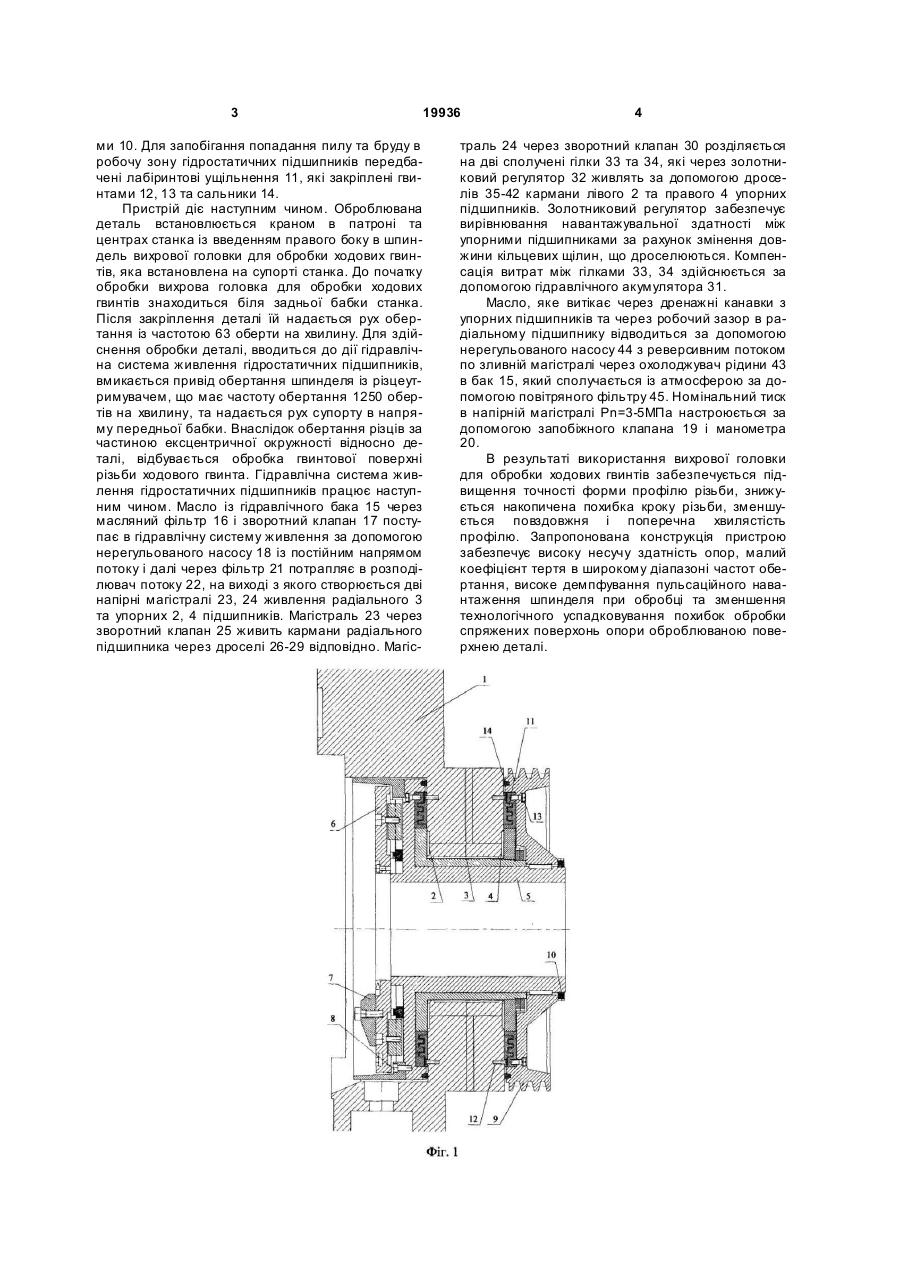
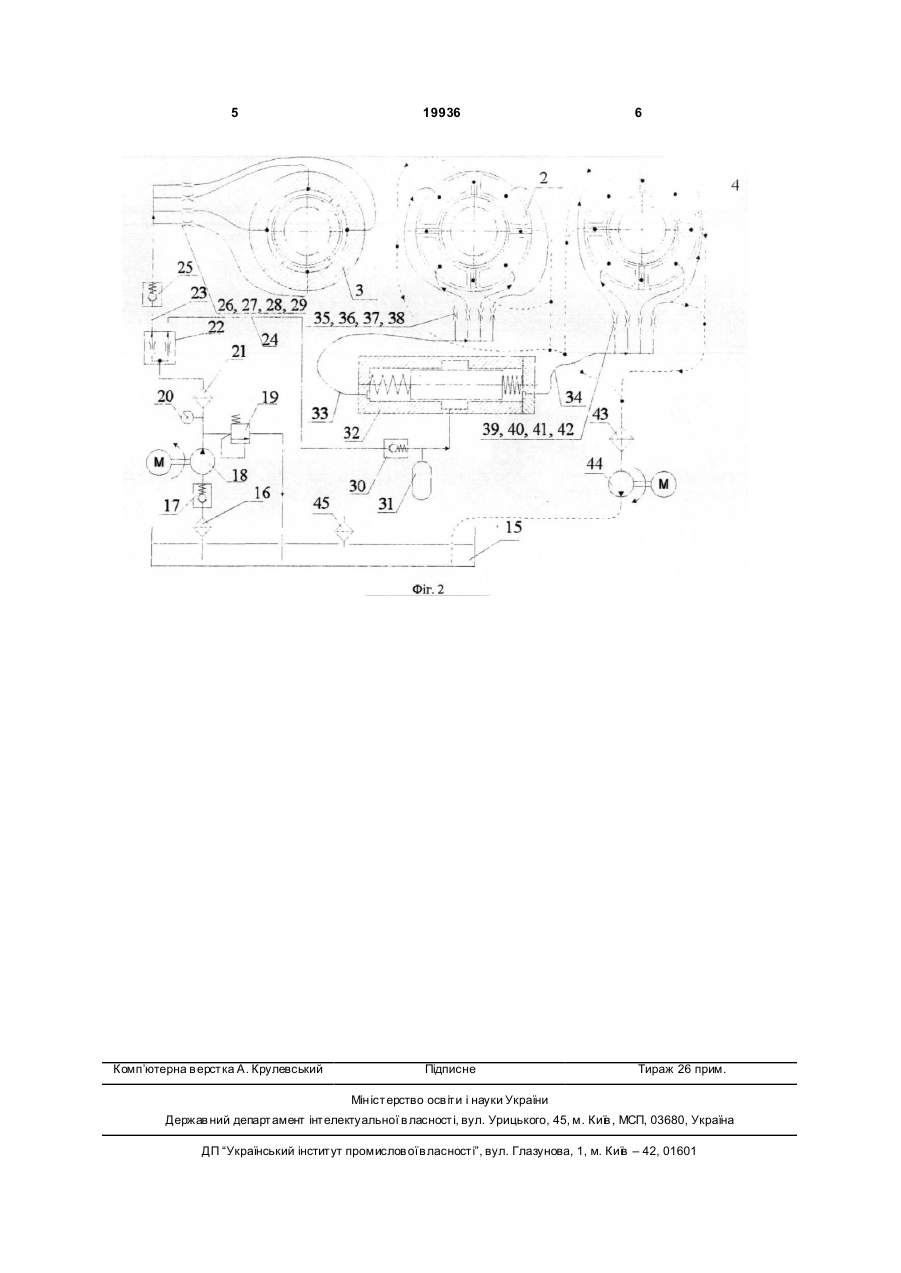
Вихрова головка для обробки різьби ходових гвинтів, яка містить корпус, шпиндель із різцеутримувачем та привід для його обертання, яка відрізняється тим, що шпиндель вихрової головки встановлений на радіальному та упорних гідростатичних підшипниках, в яких регулювання витрат масла в карманах при навантаженні здійснюється від регуляторів зі зворотним зв'язком за тиском. (19) (21) u200604574 (22) 25.04.2006 (24) 15.01.2007 (46) 15.01.2007, Бюл. № 1, 2007 р. (72) Клочко Олександр Олександрович, Бабін Олег Фавійович, Павленко Олександр Володимирович (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ 3 19936 ми 10. Для запобігання попадання пилу та бруду в робочу зону гідростатичних підшипників передбачені лабіринтові ущільнення 11, які закріплені гвинтами 12, 13 та сальники 14. Пристрій діє наступним чином. Оброблювана деталь встановлюється краном в патроні та центрах станка із введенням правого боку в шпиндель вихрової головки для обробки ходових гвинтів, яка встановлена на супорті станка. До початку обробки вихрова головка для обробки ходових гвинтів знаходиться біля задньої бабки станка. Після закріплення деталі їй надається рух обертання із частотою 63 оберти на хвилину. Для здійснення обробки деталі, вводиться до дії гідравлічна система живлення гідростатичних підшипників, вмикається привід обертання шпинделя із різцеутримувачем, що має частоту обертання 1250 обертів на хвилину, та надається рух супорту в напряму передньої бабки. Внаслідок обертання різців за частиною ексцентричної окружності відносно деталі, відбувається обробка гвинтової поверхні різьби ходового гвинта. Гідравлічна система живлення гідростатичних підшипників працює наступним чином. Масло із гідравлічного бака 15 через масляний фільтр 16 і зворотний клапан 17 поступає в гідравлічну систему живлення за допомогою нерегульованого насосу 18 із постійним напрямом потоку і далі через фільтр 21 потрапляє в розподілювач потоку 22, на виході з якого створюється дві напірні магістралі 23, 24 живлення радіального 3 та упорних 2, 4 підшипників. Магістраль 23 через зворотний клапан 25 живить кармани радіального підшипника через дроселі 26-29 відповідно. Магіс 4 траль 24 через зворотний клапан 30 розділяється на дві сполучені гілки 33 та 34, які через золотниковий регулятор 32 живлять за допомогою дроселів 35-42 кармани лівого 2 та правого 4 упорних підшипників. Золотниковий регулятор забезпечує вирівнювання навантажувальної здатності між упорними підшипниками за рахунок змінення довжини кільцевих щілин, що дроселюються. Компенсація витрат між гілками 33, 34 здійснюється за допомогою гідравлічного акумулятора 31. Масло, яке витікає через дренажні канавки з упорних підшипників та через робочий зазор в радіальному підшипнику відводиться за допомогою нерегульованого насосу 44 з реверсивним потоком по зливній магістралі через охолоджувач рідини 43 в бак 15, який сполучається із атмосферою за допомогою повітряного фільтру 45. Номінальний тиск в напірній магістралі Рn=3-5МПа настроюється за допомогою запобіжного клапана 19 і манометра 20. В результаті використання вихрової головки для обробки ходових гвинтів забезпечується підвищення точності форми профілю різьби, знижується накопичена похибка кроку різьби, зменшується повздовжня і поперечна хвилястість профілю. Запропонована конструкція пристрою забезпечує високу несучу здатність опор, малий коефіцієнт тертя в широкому діапазоні частот обертання, високе демпфування пульсаційного навантаження шпинделя при обробці та зменшення технологічного успадковування похибок обробки спряжених поверхонь опори оброблюваною поверхнею деталі. 5 Комп’ютерна в ерстка А. Крулевський 19936 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюVortex head for working of thread of lead screws
Автори англійськоюBabin Oleh Faviiovych
Назва патенту російськоюВихревая головка для обработки резьбы ходовых винтов
Автори російськоюБабин Олег Фавиевич
МПК / Мітки
МПК: B23C 7/00
Мітки: обробки, головка, вихрова, гвинтів, ходових
Код посилання
<a href="https://ua.patents.su/3-19936-vikhrova-golovka-dlya-obrobki-khodovikh-gvintiv.html" target="_blank" rel="follow" title="База патентів України">Вихрова головка для обробки ходових гвинтів</a>
Пристрій для орієнтованого закручування гвинтів
Номер патенту: 10522
Опубліковано: 15.11.2005
Автор: Молочко Іван В'ячеславович
МПК: B25B 21/00
Мітки: закручування, орієнтованого, гвинтів, пристрій
Формула / Реферат:
Пристрій для орієнтованого закручування гвинтів, що містить патрон, на шпинделі якого, що несе робочий інструмент, наприклад викрутку, змонтована напрямна втулка, що орієнтує закручування гвинтів, який відрізняється тим, що напрямна втулка виконана суцільною, а нижні торці втулки і робочого інструмента, наприклад викрутки, розміщені в одній горизонтальній площині.
Вихрова камера для теплової обробки дисперсного матеріалу
Номер патенту: 35692
Опубліковано: 16.04.2001
Автори: Коваль Володимир Павлович, Кудінов Павло Іванович, Долгополов Ігор Сергійович, Клімов Юрій Сергійович
МПК: B04C 5/20
Мітки: теплової, вихрова, дисперсного, камера, матеріалу, обробки
Формула / Реферат:
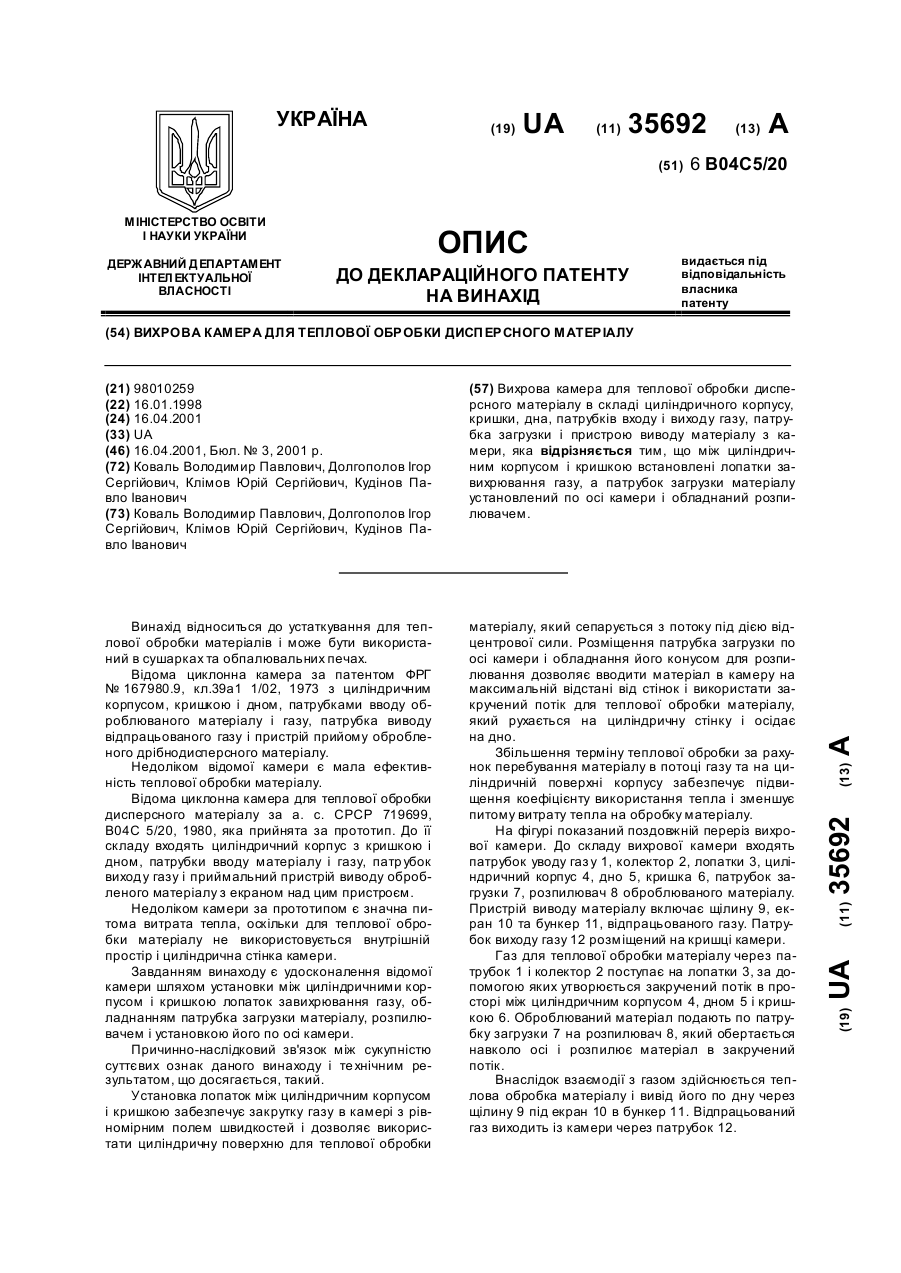
Вихрова камера для теплової обробки дисперсного матеріалу в складі циліндричного корпусу, кришки, дна, патрубків входу і виходу газу, патрубка загрузки і пристрою виводу матеріалу з камери, яка відрізняється тим, що між циліндричним корпусом і кришкою встановлені лопатки завихрювання газу, а патрубок загрузки матеріалу установлений по осі камери і обладнаний розпилювачем.
Спосіб виготовлення гвинтів
Номер патенту: 64825
Опубліковано: 15.03.2004
Автор: Давиденко Андрій Костянтинович
Мітки: виготовлення, гвинтів, спосіб
Формула / Реферат:
Спосіб виготовлення гвинтів, який полягає у виготовленні фрези за раніше виконаними розрахунками, встановленні її на станок під кутом до осі обертання заготовки з міжосьовою відстанню між ними, обробці заготовки і перевірці форми контура зубів фрези, який відрізняється тим, що форму контура зубів фрези перевіряють комп’ютерним тестуванням по точках поперечного перерізу, проводять комп’ютерну обробку одержаних параметрів, порівнюючи їх з...
Багатошпиндельна свердлильна головка
Номер патенту: 67566
Опубліковано: 15.06.2004
Автори: Полока Денис Анатолійович, Свиридова Наталія Юріївна, Малишко Іван Олександрович
МПК: B23G 1/00
Мітки: багатошпиндельна, свердлильна, головка
Формула / Реферат:
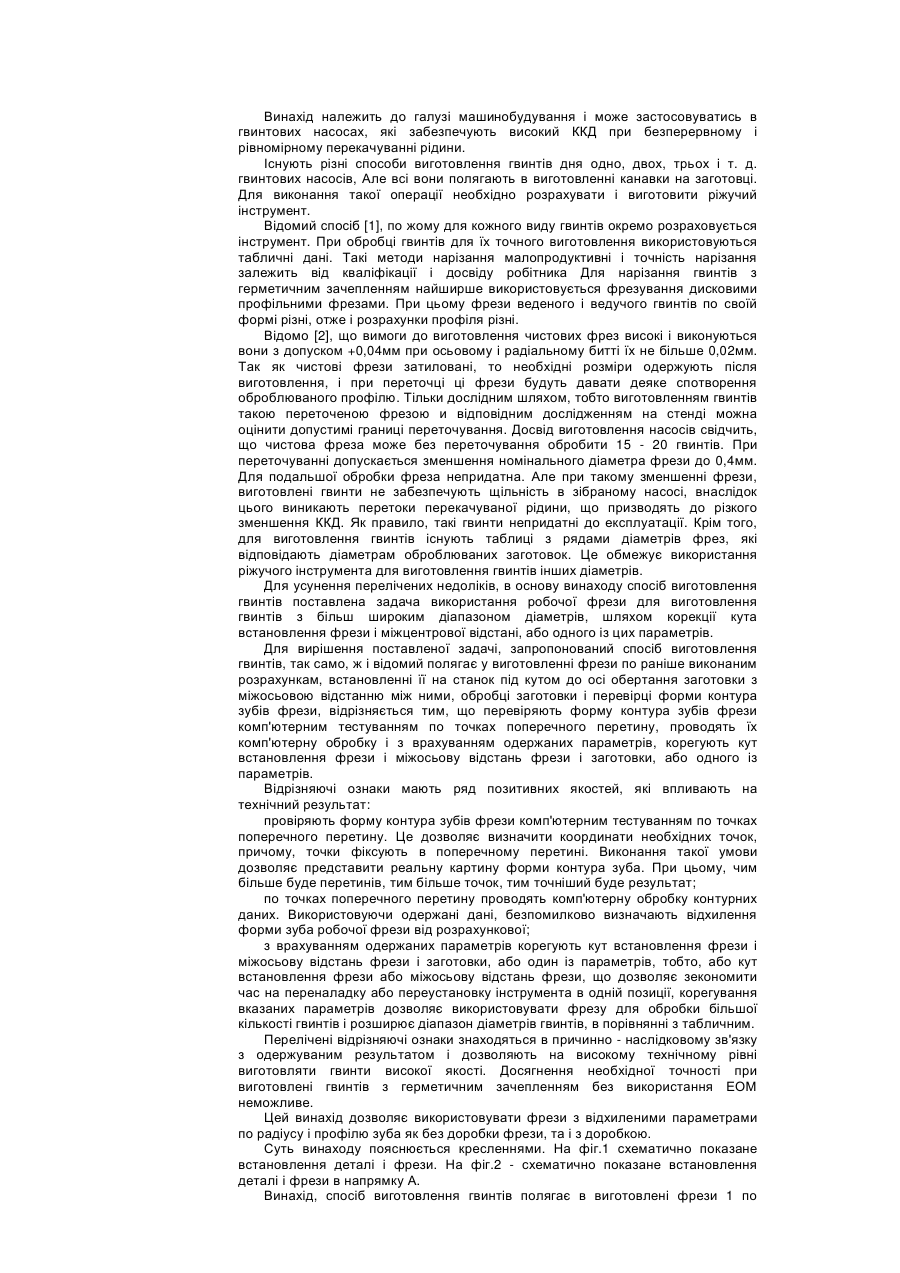
Багатошпиндельна свердлильна головка, що містить корпус, телескопічні вали, які розташовані в корпусі, головний шпиндель та робочі шпинделі з зубчастими передачами на кожному робочому шпинделі, яка відрізняється тим, що кожен робочий шпиндель має незалежний гідравлічний привод подач, шток якого зв'язаний жорстко з робочим шпинделем, а циліндр гідроприводу закріплений на його втулці.
Вихрова тепломасообмінна камера
Номер патенту: 29194
Опубліковано: 16.10.2000
Автори: Варганов Іван Степанович, Халатов Артем Артемович, Борисов Ігор Іванович
Мітки: вихрова, камера, тепломасообмінна
Формула / Реферат:
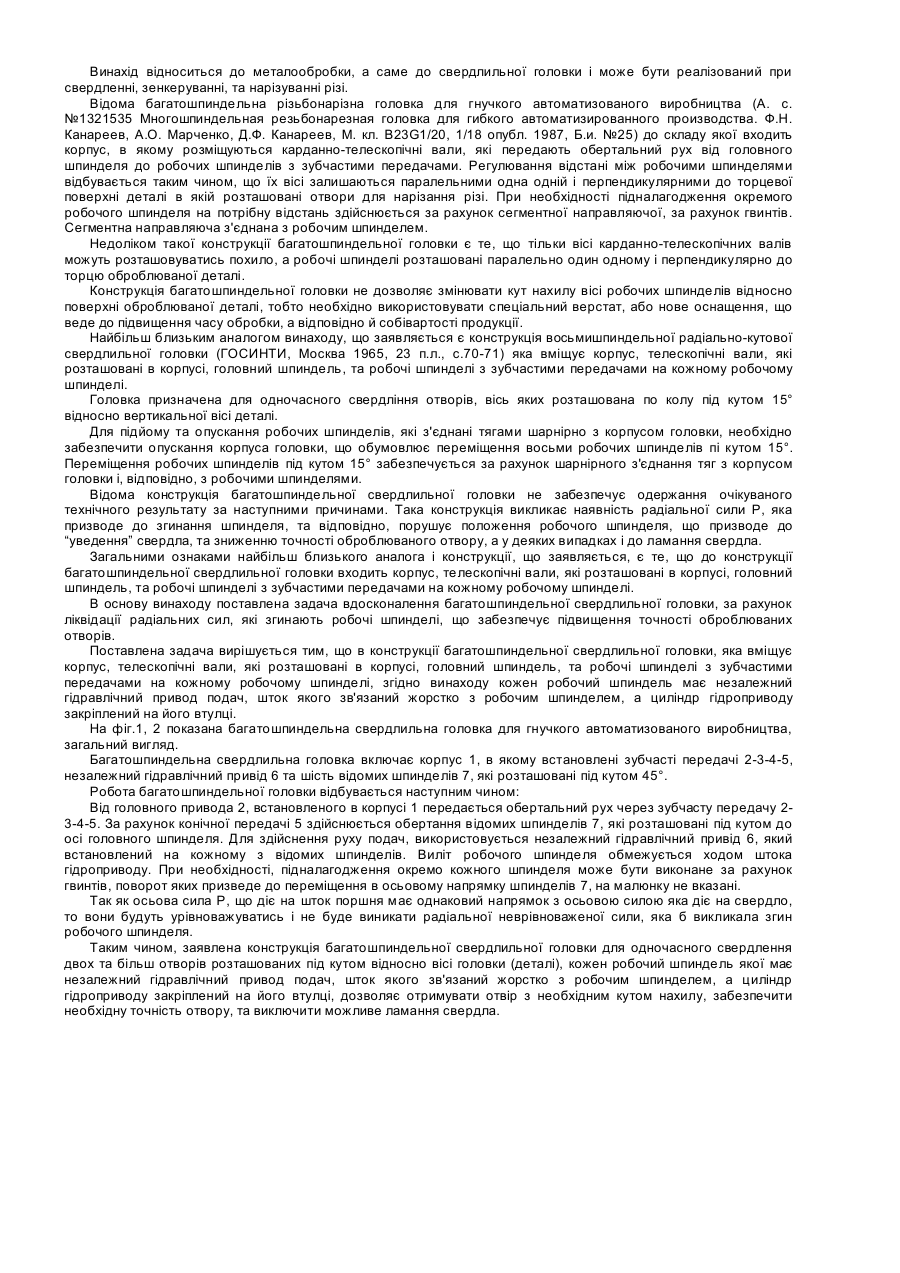
Вихрова тепломасообмінна камера, що містить завитку з торцевими стінками і завихрювачем, завантажувальний пристрій та бункер, яка відрізняється тим, що вона містить додаткову вихрову камеру, яка розміщена на верхній торцевій стінці основної вихрової камери, а завантажувальний пристрій в місці його з'єднання з додатковою вихровою камерою має регулятор витрати зерна у формі поворотних лопаток.
Попередній патент: Спосіб одержання паливної композиції
Наступний патент: Дробометальний апарат
Випадковий патент: Електрохімічний газовий сенсор