Стіл чотирьохстороннього стругального верстата для центрування заготовок
Номер патенту: 20287
Опубліковано: 15.07.1997
Формула / Реферат
Стіл чотирьохстороннього стругального верстату для центрування заготовок, який включає корпус із направляючою лінійкою з прижимами, який відрізняється тим, що в корпусі виготовлений паз, в порожнині якого установлений центруючий ніж з упорною лінійкою, яка обладнана двома ексцентриковими осями і двома зажимами.
Текст
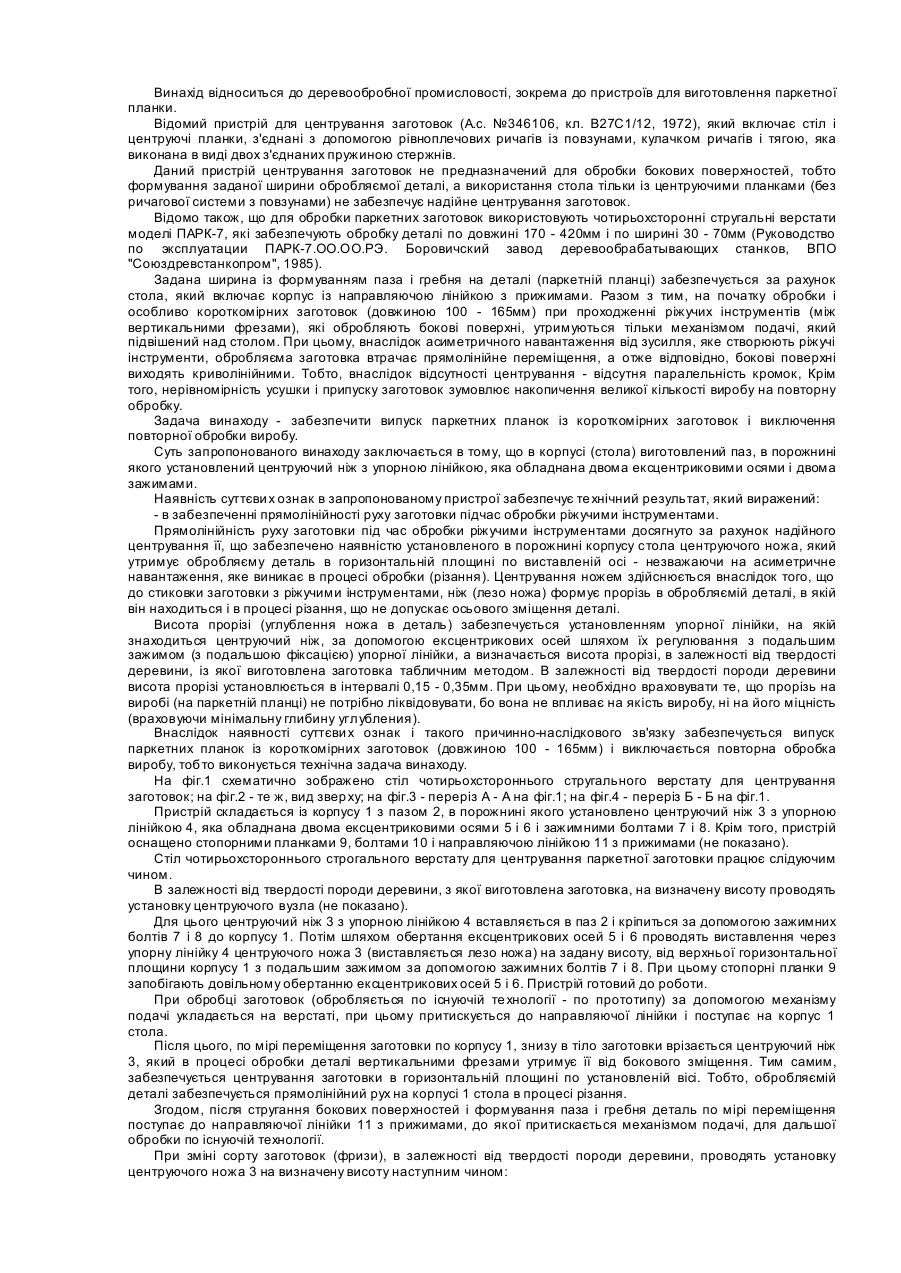
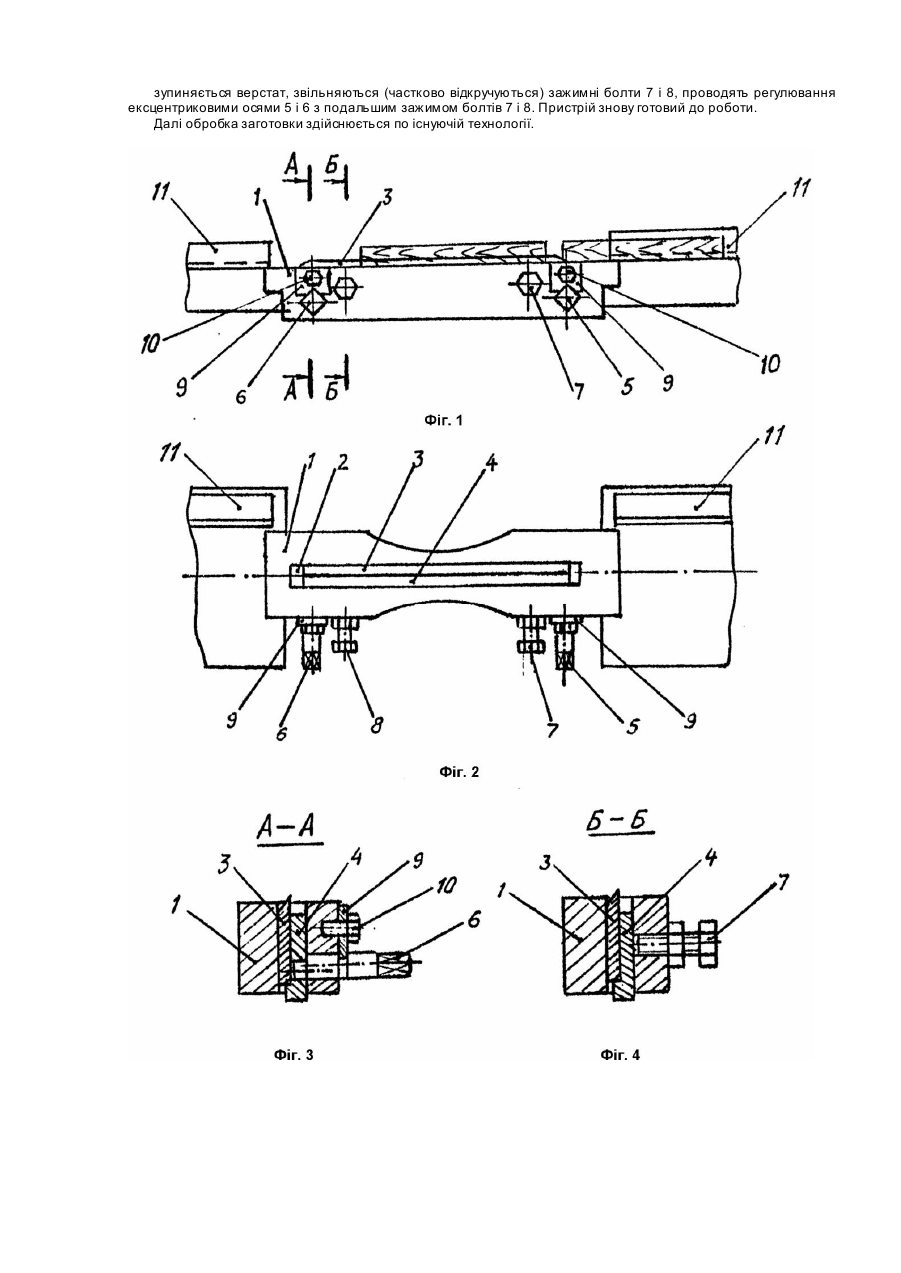
Винахід відноситься до деревообробної промисловості, зокрема до пристроїв для виготовлення паркетної планки. Відомий пристрій для центрування заготовок (А.с. №346106, кл. B27C1/12, 1972), який включає стіл і центруючі планки, з'єднані з допомогою рівноплечових ричагів із повзунами, кулачком ричагів і тягою, яка виконана в виді двох з'єднаних пружиною стержнів. Даний пристрій центрування заготовок не предназначений для обробки бокових поверхностей, тобто формування заданої ширини обробляємої деталі, а використання стола тільки із центруючими планками (без ричагової системи з повзунами) не забезпечує надійне центрування заготовок. Відомо також, що для обробки паркетних заготовок використовують чотирьохсторонні стругальні верстати моделі ПАРК-7, які забезпечують обробку деталі по довжині 170 - 420мм і по ширині 30 - 70мм (Руководство по эксплуатации ПАРК-7.ОО.ОО.РЭ. Боровичский завод деревообрабатывающих станков, ВПО "Союздревстанкопром", 1985). Задана ширина із формуванням паза і гребня на деталі (паркетній планці) забезпечується за рахунок стола, який включає корпус із направляючою лінійкою з прижимами. Разом з тим, на початку обробки і особливо короткомірних заготовок (довжиною 100 - 165мм) при проходженні ріжучих інструментів (між вертикальними фрезами), які обробляють бокові поверхні, утримуються тільки механізмом подачі, який підвішений над столом. При цьому, внаслідок асиметричного навантаження від зусилля, яке створюють ріжучі інструменти, обробляєма заготовка втрачає прямолінійне переміщення, а отже відповідно, бокові поверхні виходять криволінійними. Тобто, внаслідок відсутності центрування - відсутня паралельність кромок, Крім того, нерівномірність усушки і припуску заготовок зумовлює накопичення великої кількості виробу на повторну обробку. Задача винаходу - забезпечити випуск паркетних планок із короткомірних заготовок і виключення повторної обробки виробу. Суть запропонованого винаходу заключається в тому, що в корпусі (стола) виготовлений паз, в порожнині якого установлений центруючий ніж з упорною лінійкою, яка обладнана двома ексцентриковими осями і двома зажимами. Наявність суттєви х ознак в запропонованому пристрої забезпечує те хнічний результат, який виражений: - в забезпеченні прямолінійності руху заготовки підчас обробки ріжучими інструментами. Прямолінійність руху заготовки під час обробки ріжучими інструментами досягнуто за рахунок надійного центрування її, що забезпечено наявністю установленого в порожнині корпусу стола центруючого ножа, який утримує обробляєму деталь в горизонтальній площині по виставленій осі - незважаючи на асиметричне навантаження, яке виникає в процесі обробки (різання). Центрування ножем здійснюється внаслідок того, що до стиковки заготовки з ріжучими інструментами, ніж (лезо ножа) формує прорізь в обробляємій деталі, в якій він находиться і в процесі різання, що не допускає осьового зміщення деталі. Висота прорізі (углублення ножа в деталь) забезпечується установленням упорної лінійки, на якій знаходиться центруючий ніж, за допомогою ексцентрикових осей шляхом їх регулювання з подальшим зажимом (з подальшою фіксацією) упорної лінійки, а визначається висота прорізі, в залежності від твердості деревини, із якої виготовлена заготовка табличним методом. В залежності від твердості породи деревини висота прорізі установлюється в інтервалі 0,15 - 0,35мм. При цьому, необхідно враховувати те, що прорізь на виробі (на паркетній планці) не потрібно ліквідовувати, бо вона не впливає на якість виробу, ні на його міцність (враховуючи мінімальну глибину углубления). Внаслідок наявності суттєви х ознак і такого причинно-наслідкового зв'язку забезпечується випуск паркетних планок із короткомірних заготовок (довжиною 100 - 165мм) і виключається повторна обробка виробу, тобто виконується технічна задача винаходу. На фіг.1 схематично зображено стіл чотирьохстороннього стругального верстату для центрування заготовок; на фіг.2 - те ж, вид звер ху; на фіг.3 - переріз А - А на фіг.1; на фіг.4 - переріз Б - Б на фіг.1. Пристрій складається із корпусу 1 з пазом 2, в порожнині якого установлено центруючий ніж 3 з упорною лінійкою 4, яка обладнана двома ексцентриковими осями 5 і 6 і зажимними болтами 7 і 8. Крім того, пристрій оснащено стопорними планками 9, болтами 10 і направляючою лінійкою 11 з прижимами (не показано). Стіл чотирьохстороннього строгального верстату для центрування паркетної заготовки працює слідуючим чином. В залежності від твердості породи деревини, з якої виготовлена заготовка, на визначену висоту проводять установку центруючого вузла (не показано). Для цього центруючий ніж 3 з упорною лінійкою 4 вставляється в паз 2 і кріпиться за допомогою зажимних болтів 7 і 8 до корпусу 1. Потім шляхом обертання ексцентрикових осей 5 і 6 проводять виставлення через упорну лінійку 4 центруючого ножа 3 (виставляється лезо ножа) на задану висоту, від верхньої горизонтальної площини корпусу 1 з подальшим зажимом за допомогою зажимних болтів 7 і 8. При цьому стопорні планки 9 запобігають довільному обертанню ексцентрикових осей 5 і 6. Пристрій готовий до роботи. При обробці заготовок (обробляється по існуючій те хнології - по прототипу) за допомогою механізму подачі укладається на верстаті, при цьому притискується до направляючої лінійки і поступає на корпус 1 стола. Після цього, по мірі переміщення заготовки по корпусу 1, знизу в тіло заготовки врізається центруючий ніж 3, який в процесі обробки деталі вертикальними фрезами утримує її від бокового зміщення. Тим самим, забезпечується центрування заготовки в горизонтальній площині по установленій вісі. Тобто, обробляємій деталі забезпечується прямолінійний рух на корпусі 1 стола в процесі різання. Згодом, після стругання бокових поверхностей і формування паза і гребня деталь по мірі переміщення поступає до направляючої лінійки 11 з прижимами, до якої притискається механізмом подачі, для дальшої обробки по існуючій технології. При зміні сорту заготовок (фризи), в залежності від твердості породи деревини, проводять установку центруючого ножа 3 на визначену висоту наступним чином: зупиняється верстат, звільняються (частково відкручуються) зажимні болти 7 і 8, проводять регулювання ексцентриковими осями 5 і 6 з подальшим зажимом болтів 7 і 8. Пристрій знову готовий до роботи. Далі обробка заготовки здійснюється по існуючій технології.
ДивитисяДодаткова інформація
Назва патенту англійськоюTable of four-sider straightening planer for centering billets
Автори англійськоюKamin Petro Ivanovych, Lukachuk Ihor Mykolaiovych
Назва патенту російськоюСтол четырехстороннего строгального станка для центрирования заготовок
Автори російськоюКаминь Петр Иванович, Лукачук Игорь Николаевич
МПК / Мітки
МПК: B27C 1/00
Мітки: центрування, чотирьохстороннього, стругального, стіл, верстата, заготовок
Код посилання
<a href="https://ua.patents.su/2-20287-stil-chotirokhstoronnogo-strugalnogo-verstata-dlya-centruvannya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Стіл чотирьохстороннього стругального верстата для центрування заготовок</a>
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: безперервного, лиття, пристрій, одержання, заготовок, машинах, стабільної, маси
Формула / Реферат:
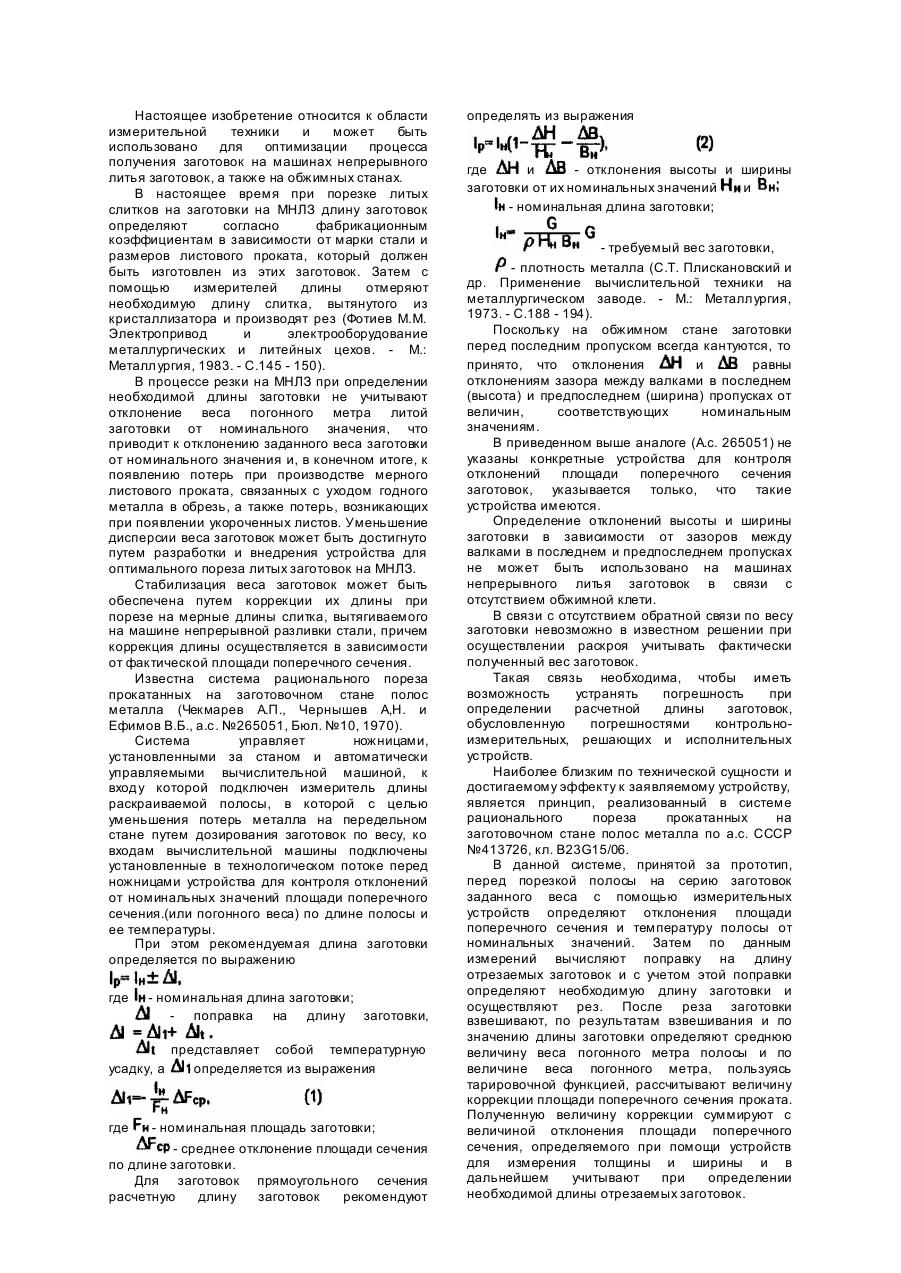
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Спосіб центрування довгомірних вантажів і пристрій для його здійснення
Номер патенту: 17486
Опубліковано: 06.05.1997
Автори: Козлинський Мирослав Петрович, Коровець Ігор Володимирович
МПК: B66F 9/06
Мітки: довгомірних, пристрій, здійснення, центрування, спосіб, вантажів
Формула / Реферат:
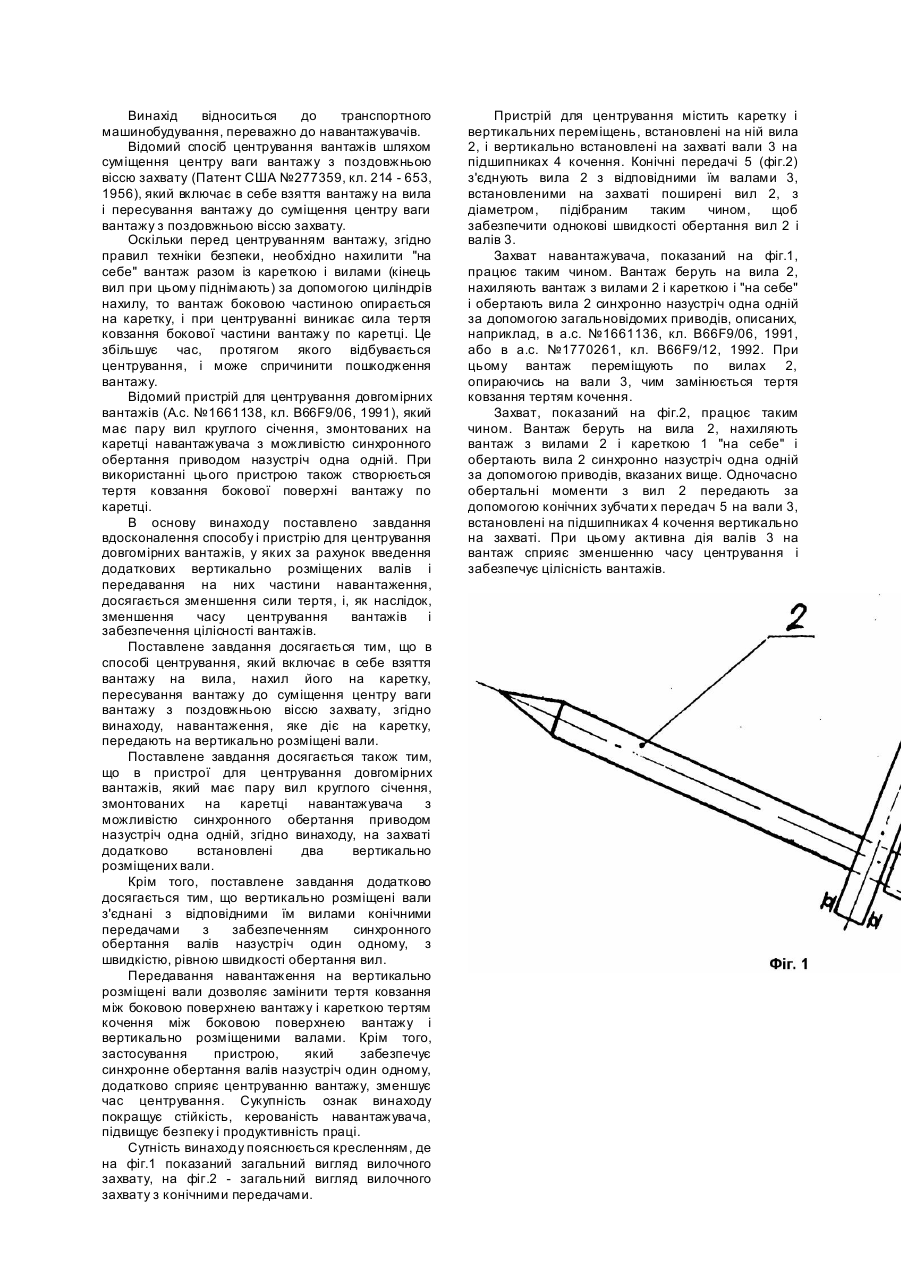
1. Спосіб центрування довгомірних вантажів, який включає в себе взяття вантажу на вила, нахил його на каретку, пересування вантажу до суміщення центру ваги вантажу з поздовжньою віссю захвату, який відрізняється тим, що навантаження, яке діє на каретку, передають на вертикально розміщені вали.2. Пристрій для центрування довгомірних вантажів, який має пару вил круглого січення, змонтованих на каретці навантажувача з можливістю...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Левічев Павло Олексійович, Максаков Анатолій Іванович, Шульгін Григорій Митрофанович, Остапенко Віктор Володимирович, Костюченко Михайло Іванович, Нечепоренко Володимир Андрійович, Губайдулін Вячеслав Фуатович, Тільга Степан Сергійович
МПК: B21B 1/02
Мітки: спосіб, прокатки, заготовок
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб виготовлення кільцевих заготовок масивних шин
Номер патенту: 2351
Опубліковано: 26.12.1994
Автори: Столяр Ігор Анатолієвич, Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/02, B29D 30/00
Мітки: виготовлення, заготовок, спосіб, кільцевих, масивних, шин
Формула / Реферат:
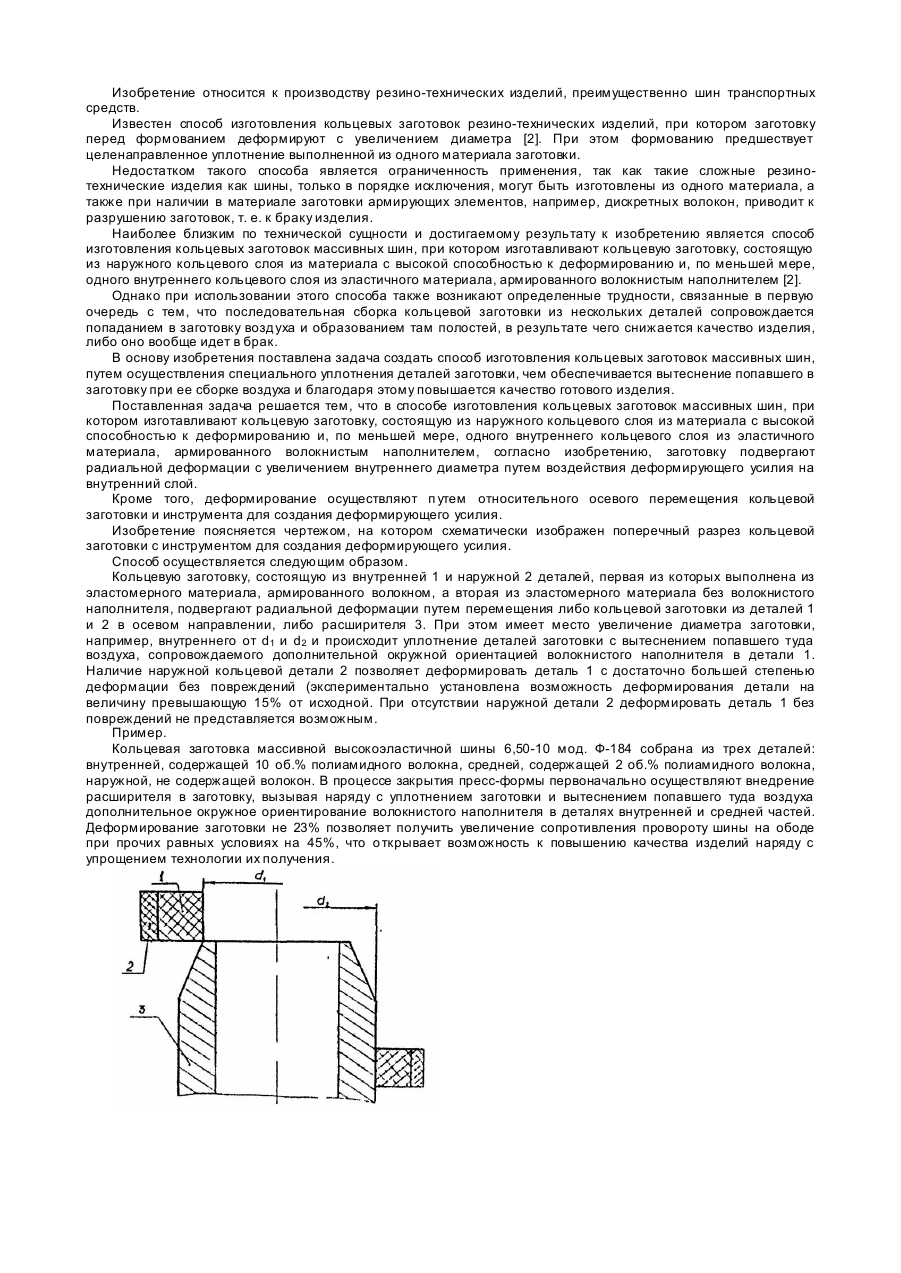
1. Способ изготовления кольцевых заготовок массивных шин, при котором изготовляют кольцевую заготовку, состоящую из наружного кольцевого слоя из материала с высокой способностью к деформированию и, по меньшей мере, одного внутреннего кольцевого слоя из эластичного материала, армированного волокнистым наполнителем, отличающийся тем, что заготовку подвергают радиальной деформации с увеличением внутреннего диаметра путем воздействия...
Спосіб викладання прокатних заготовок для нагріву у методичній печі штовхального типу
Номер патенту: 15388
Опубліковано: 30.06.1997
Автори: Трухін Микола Олексійович, Феофілактов Андрій Вікторович, Кукуй Давид Пенхусович, Альхін Вячеслав Григорович, Пітенько Олександр Семенович, Підберезний Микола Петрович, Бродський Сергій Сергійович
МПК: F27B 9/00
Мітки: викладання, спосіб, заготовок, прокатних, печі, типу, нагріву, штовхального, методичній
Формула / Реферат:
Способ укладки прокатных заготовок для нагрева в методической печи толкательного типа, при котором укладывают круглые заготовки поочередно с фиксаторами, отличающийся тем, что в качестве фиксаторов используют прямоугольные заготовки, боковые грани которых имеют вогнутость 1,5 - 3% от диаметра круглых заготовок, а высота этих граней составляет 0,8 - 2,5 диаметра круглых заготовок.
Попередній патент: Стенд для статичних випробувань приладів активного контролю
Наступний патент: Прокатна клітина
Випадковий патент: Глушник шуму газового струменя