Прокатна клітка
Номер патенту: 12314
Опубліковано: 25.12.1996
Автори: Герд Байземанн, Хуго Фельдманн, Тільманн Шультес
Формула / Реферат
(57) Прокатная клеть для производства полосы, содержащая рабочие и, по меньшей мере, в том же числе опорные валки, установленные в станине с возможностью автономного осевого перемещения и механизм такого перемещения, при этом контуры бочек рабочих валков выполнены криволинейными, каждый из выпуклого и вогнутого участков, и взаимно развернуты на 180° относительно вертикальной оси клетки, отличающаяся тем, что выпуклый и вогнутый участки бочки рабочих валков, примыкающие к левой и правой кромкам полосы, описаны кривыми различной конфигурации и в среднем подлине этих участков различной кривизны так, что средняя кривизна вогнутого участка превышает среднюю кривизну выпуклого участка.
Текст
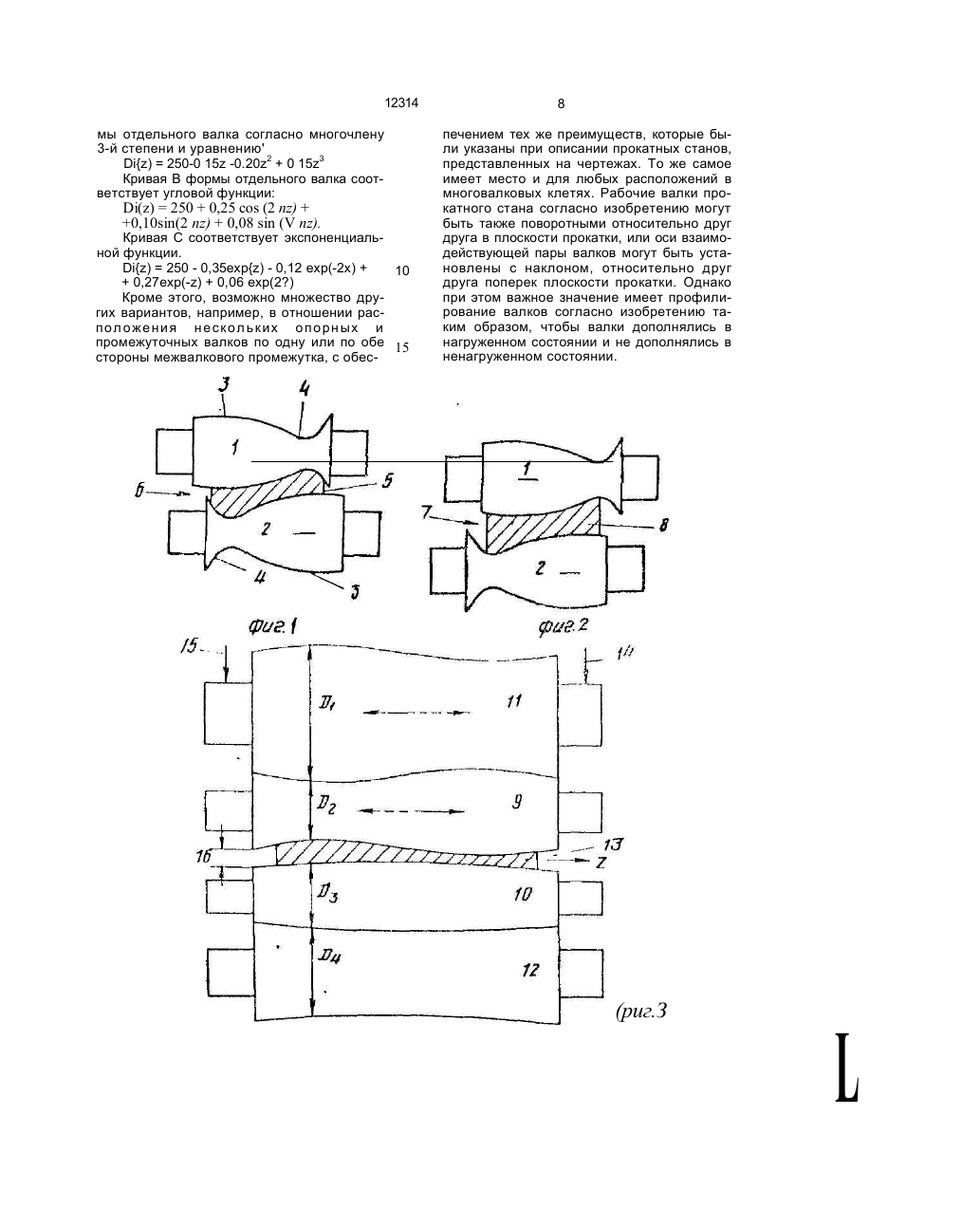
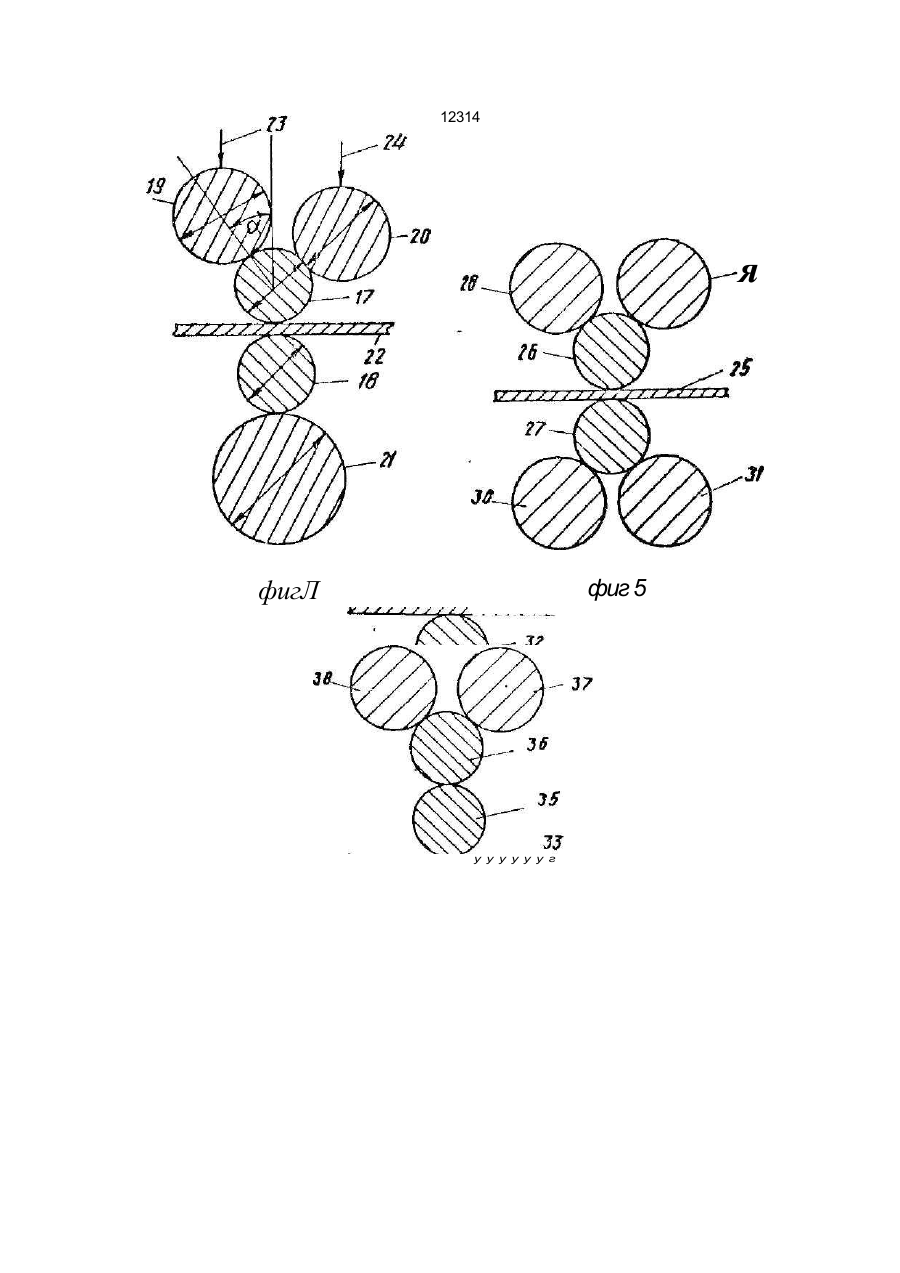
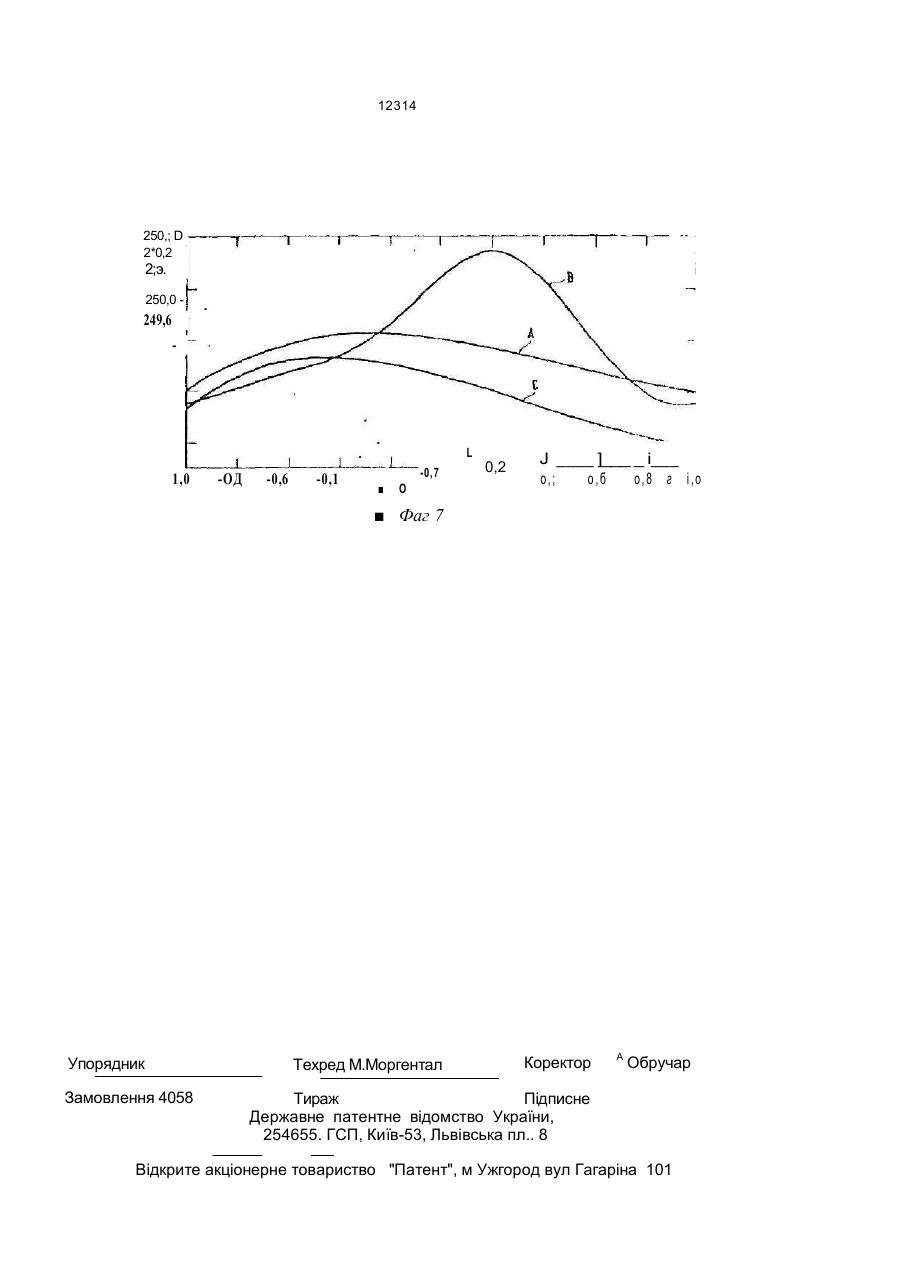
Прокатная клеть для производства поло сы, содержащая рабочие и, по меньшей ме ре, в том же числе опорные валки, установленные в станине с возможностью автономного осевого перемещения и механизм такого перемещения, при этом контуры бочек рабочих валков выполнены криволинейными, каждый из выпуклого и вогнутого участков, и взаимно развернуты на 180° относительно вертикальной оси клетки, о т л и ч а ю щ а я с я тем, что выпуклый и вогнутый участки бочки рабочих валков, примыкающие к левой и правой кромкам полосы, описаны кривыми различной конфигурации и в среднем подлине этих участков различной кривизны так, что средняя кривизна вогнутого участка превышает среднюю кривизну выпуклого участка. С > Изобретение относится к прокатному стану для производства полосы. Задача изобретения заключается в повышении эффективности регулирования профиля прокатываемой полосы, в частности, в отношении равномерности распределения усилия прокатки по линии контакта валков, а также в отношении образования и поддержания определенного зазора между валками. Эта задача решается за счет того, что выпуклый и вогнутый участки бочки валков, примыкающие к левой и правой кромкам, описаны кривыми различной конфигурации и в среднем по длине этих участкое различной кривизны так. что средняя кривизна вогнутого участка превышает среднюю кривизну выпуклого участка. Благодаря предлагаемой форме контура валков все воздействия во время прокатки: термические, прогиб валков, сплющивание, износ и т.д., могут быть учтены уже заранее, то есть в ненагруженном состоянии, таким образом, что они компенсируются в нагруженном состоянии, то есть при работе прокатного стана. Чтобы компенсировать указанные воздействия при работе прокатного стана, необходимо лишь небольшое дополнительное осевое смещение отдельных валков или валковой пары относительно друг друга. Что касается предлагаемых, согласно изобретению контуров валков, то речь идет о контурах, которые не дополняют друг друга в исходном состоянии, но которые почти полностью дополняют друг друга, в частности, по ширине полосы лишь в нагруженном состоянии, то есть во время работы прокатного стана. Благодаря этому обеспечивается оптимальное распределение усилия прокатки по всей длине контакта 12314 валков при одновременном поддержании заданного зазора между валками. Согласно изобретению предусматривается, что сумма диаметров бочек валков, описываемая в функции осевой координаты, 5 состоит из участков, соответствующих различным математическим функциям. При этом сумма диаметров бочек на первом участке может изменяться в соответствии с параболической кривой, на втором (среднем) 10 участке - в соответствии с синусоидальной кривой, а на третьем участке - снова в соответствии с параболической кривой (зеркальное отражение первого участка). Кроме того, осевая функция суммы диа- 15 метров бочек валков может представлять собой сумму, среднее или линейную комбинацию нескольких математических функций. Характеристика контура валка такой формы может быть выражена, напри- 20 мер, следующей формулой: D{z) = az2 + Bcos(2 пт) + С Кроме того, предусматривается, что осевая характеристика суммы диаметров бочек в каждом относительном положении валков 25 по оси соответствует функции, симметричной по отношению к середине прокатки. На фиг,1 показана пара рабочих валков с выпуклой и сильно вогнутой линией контура в смещенном по оси положении относи- 30 тельно друг друга; на фиг.2 - пара рабочих валков, показанная на фиг.1, со смещением в противоположном направлении; на фиг.З четырехвалковый прокатный узел с профилированными валками, расположенными 35 над плоскостью прокатываемой полосы с возможностью осевого смещения; на фиг.4 - пятивалковый прокатный узел с валками, расположенными над плоскостью прокаты ваемой полосы с возможностью осевого 40 смещения, поперечное сечение; на фиг.5 и 6 - шестивалковый прокатный узел с различ ным расположением валков над и под пло скостью прокатываемой полосы, поперечное сечение; на фиг.7 - графики фун- 45 кций формы отдельных валков, рассчитан ные по измерениям суммы диаметров бочек двух рабочих валков. На фиг.1 показаны два рабочих валка 1 и 2 прокатной клети, контур которых состоит 50 из слабо выпуклого участка 3 и сильно вогнутого участка 4, Линия этого контура соответствует целой рациональной функции (выпуклый участок 3) v> экспоненциальной функции (вогнутый участок 4). Верхний рабо- 55 чий валок 1 смещен при этом по оси вправо относительно нижнего рабочего валка 2 на определенную величину (+100 мм) из среднего положения. В этом положении рабочие валки 1 и 2 соответствуют бочкообразно от шлифованной валковой паре с параболической выпуклостью, а прокатываемая полоса 5 имеет двояковогнутую форму, соответствующую зазору 6 между валками. В примере выполнения, представленном на фиг.2, верхний рабочий валок 1 смещен относительно нижнего рабочего валка 2 на ту же величину (-100 мм), что и на фиг.1, но влево от среднего положения. Так как рабочие валки на фиг.1 и 2 идентичны, то они снабжены одними и теми же позициями. В показанном на фиг.2 положении рабочих валков 1 и 2 получается зазор 7, который придает прокатываемой полосе 8 по существу прямоугольную форму поперечного сечения с диагонально расположенными слегка закругленными наружными кромками. Благодаря осевому смещению верхнего рабочего валка! относительно нижнего рабочего валка 2 из показанного на фиг.1 крайнего правого положения (Y= +100 мм) в показанное на фиг.2 левое крайнее положение (Y= = -100 мм) можно бесступенчато регулировать зазор между валками от вогнутого до прямоугольного, обеспечивая соответствующую форму поперечного сечения прокатываемой полосы и поддерживать выбранную форму зазора. Понятно, что показанные на фиг.1 и 2 положения рабочих валков относительно друг друга могут быть достигнуты путем осевого смещения нижнего рабочего валка 2 по отношению к верхнему рабочему валку 1. Рабочие валки 1 и 2 могут также опираться через не показанные на чертеже опорные валки и при необходимости промежуточные валки, выполненные соответствующим образом. Существенное преимущество таких профильных рабочих валков 1 и 2 заключается согласно изобретению, втом, что они пригодны в частности для компенсации воздействий при различных температурных режимах. Так, для холодной прокатки, когда форма валков определяется только механически обработанным поверхностным контуром, для компенсации упругих деформаций комплекта валков необходима бочкообразность, которая обеспечивается в результате положения рабочих валков 1 и 2, показанного на фиг.1. С возрастанием температуры прокатки устанавливается, однако, такое распределение температуры, которое в средней зоне равномерно и снижается к краям бочки. Температурой кривой, однако, соответствует вследствие различного коэффициента термического расширения тепловая бочкообразность формы валков, показанной на фиг.1 и 2. Соответственно уменьшается требуемая механическая бочкообразность валков. Но одновременно становится 12314 необходимой компенсации изменившейся линии диаметров валков по краям бочки. И то, и другое можно регулировать на зависящую от температуры величину путем представленного на фиг.1 и 2 осевого 5 бесступенчатого смещения верхнего рабочего валка 10 относительно нижнего рабочего валка 11 до крайней точки (V = -100 мм). На фиг.З показан прокатный узел с двумя рабочими валками 9 и 10 и двумя опорны- 10 ми валками 11 и 12, при этом согласно изобретению расположенные над плоскостью прокатываемой полосы 13 валки 9 и 11 выполнены бутылкообразной формы и установлены с возможностью осевого смещения 15 относительно валков 10 и 12, расположенных под плоскостью полосы 13. Рабочий валок 9 и опорный валок 11 предпочтительно расположен друг над другом по вертикали один за другим (если смотреть в направле- 20 нии действия усилий, обозначенном стрелками 14 и 15) Форму зазора 16 между валками в направлении, поперечном направлению прокатки, можно изменять через форму бочек 25 валков. Увеличение соответствующего локального диаметра (Dj) одного валка приводит к уменьшению в этом месте высоты зазора 16 между валками, при этом "проходимость" отдельных валков различна. В при- 30 мере выполнения контура по формуле: - A h(z) - CiDi(z) + C2D2(z) с Сі и С4 = 0,4...0,45 для опорных валков 11,12 и С2иСз = 0,7...0.95для рабочих валков 35 9,10 зазор зависит от диаметра валков, длины бочек, других свойств, уровня нагрузки и т.д. Поэтому форма, то есть контуры валков должны быть выбраны таким образом, что- 40 бы суммарное воздействие на зазор между валками обеспечивало желаемую, в общем симметричную относительно оси прокатываемой ленты форму: - A h(z) = C1D1 (Z-V1) - + C2D2(z - V1), 45 при этом V1 и V2-величина смещения валков. В общем валки, расположенные дальше от прокатываемого материала, имеют более сильное профилирование приблизительно в следующем соотношении: 50 (Dimax - Dimln):(D2rnax - D2min)= Сг:Сі Кроме того, величины смещения Vi и V2 могут быть выбраны по своему значению (например, Vi > У2).При оптимальном выборе контура валков можно совсем отказаться 55 от осевого смещения одного из валков. В пятивалковом прокатном узле, показанном на фиг.4 с рабочими валками 17, 18 и опорными валками 19,20 и 21, как и в прокатном узле, показанном на фиг.З, с возможностью осевого смещения, установлены только валки 17, 19 и 20, расположенные над плоскостью прокатываемой полосы 22. Однако расположение верхних опорных валков 19 и 20 таково, что они расположены рядом друг с другом, если смотреть в направлении действия усилия (стрелки 23,24). В остальном, как в четырехвалковом прокатном узле, показанном на фиг 3, форма зазора между валками определяется всеми диаметрами валков. Для зазора между валками имеет также значение суммарный эффект, о котором шла речь при описании фигЗ. Так как при симметричном расположении оба опорные валка 19, 20 обладают одинаковой степенью перемещения на межвалковом зазоре, то в отличие от прокатного узла, показанного на фиг.З с валками одинаковой формы можно обеспечить симметричное воздействие на межвалковый зазор. Особые преимущества прокатных узлов, показанных на фиг.З и 4, по сравнению с известными, заключаются в том, что простым способом предотвращается S-обрэзная форма межвалкового зазора и обеспечивается равномерная характеристика нагрузки на рабочих валках, особенно при группировании валков. При необходимости в шестивалковом прокатном узле, показанном на фиг,5, целесообразно предусмотреть зеркальное, то есть симметричное относительно плоскости прокатываемой полосы 25 расположение рабочих валков 26 и 27 и взаимодействующих ' с рабочими валками опорных валков 28, 29 и 30, 31. В этом прокатном узле контуры валков также выполнены согласно изобретению и предусматривается осевое смещение только одного из валков, например, одного из рабочих валков, относительно других валков на одной стороне от прокатываемой полосы 25, то есть сверху или снизу. Впрочем, как показано на фиг.6, может быть целесообразным такое расположение валков в прокатном стане с шестью валками, при котором рабочий валок 32 под прокатываемой полосой 33 опирается лишь на один опорный валок 34, в то время как рабочий валок 35. находящийся над прокатываемой полосой 33, опирается через промежуточный валок 36 на два опорных валка 37 и 38, взаимодействующих с промежуточным валком 36. На фиг. 7 показаны различные контуры диаметров бочек (мм) рабочих валков в зависимости от занимаемой ширины валков, то есть координата г. Для двух симметрично расположенных верхнего и нижнего валков при этом дается обозначенная А кривая фор 12314 мы отдельного валка согласно многочлену 3-й степени и уравнению' Di{z) = 250-0 15z -0.20z2 + 0 15z3 Кривая В формы отдельного валка соответствует угловой функции: Di(z) = 250 + 0,25 cos (2 nz) + +0,10sin(2 nz) + 0,08 sin (V nz). Кривая С соответствует экспоненциальной функции. Di{z) = 250 - 0,35exp{z) - 0,12 ехр(-2х) + 10 + 0,27exp(-z) + 0,06 ехр(2?) Кроме этого, возможно множество других вариантов, например, в отношении расп о л о ж е н и я н е с к о л ь к их о п о р н ых и промежуточных валков по одну или по обе 15 стороны межвалкового промежутка, с обес 8 печением тех же преимуществ, которые были указаны при описании прокатных станов, представленных на чертежах. То же самое имеет место и для любых расположений в многовалковых клетях. Рабочие валки прокатного стана согласно изобретению могут быть также поворотными относительно друг друга в плоскости прокатки, или оси взаимодействующей пары валков могут быть установлены с наклоном, относительно друг друга поперек плоскости прокатки. Однако при этом важное значение имеет профилирование валков согласно изобретению таким образом, чтобы валки дополнялись в нагруженном состоянии и не дополнялись в ненагруженном состоянии. (риг.З L 12314 я фиг 5 фигЛ у у у у у у г 12314 250,; D 2*0,2 2;э. 250,0 249,6 L 1,0 -ОД -0,6 -0,1 -0,7 О 0,2 J ____ ]___ _ і___ о,; о ,б о, 8 г і ,о Фаг 7 Упорядник Замовлення 4058 Техред М.Моргентал Коректор А Обручар Тираж Підписне Державне патентне відомство України, 254655. ГСП, Київ-53, Львівська пл.. 8 Відкрите акціонерне товариство "Патент", м Ужгород вул Гагаріна 101
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling stand
Назва патенту російськоюПрокатная клеть
МПК / Мітки
МПК: B21B 1/22
Код посилання
<a href="https://ua.patents.su/6-12314-prokatna-klitka.html" target="_blank" rel="follow" title="База патентів України">Прокатна клітка</a>
Шестивалкова прокатна клітка
Номер патенту: 3580
Опубліковано: 27.12.1994
Автори: Ханс Рьоммен, Еріх Штой
МПК: B21B 13/14
Мітки: шестивалкова, клітка, прокатна
Формула / Реферат:
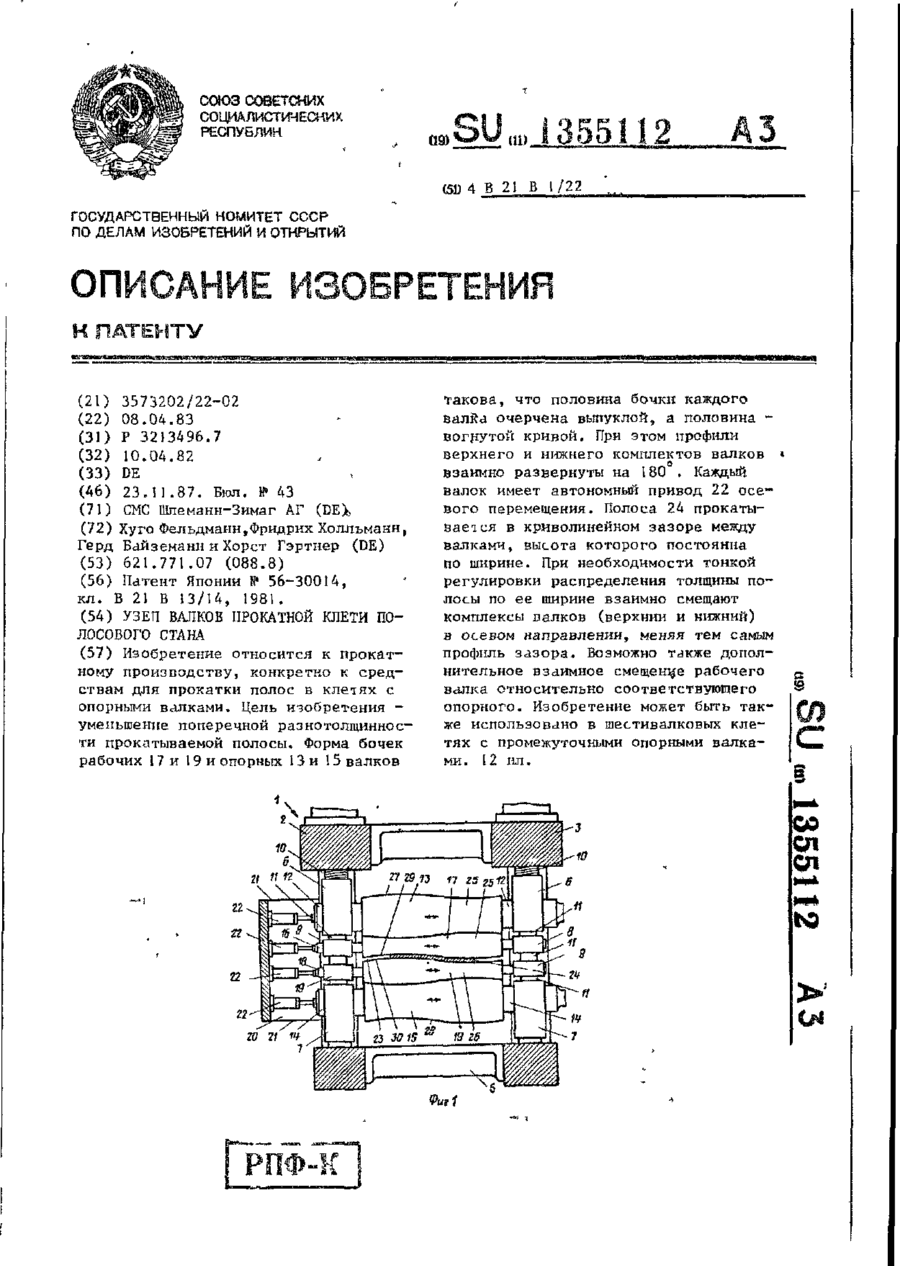
1. Шестивалковая прокатная клеть, содержащая станины, рабочие, промежуточные и опорные валки с подушками, привод, гидроцилиндры изгиба и/или уравновешивания валков, механизмы горизонтальной установки подушек рабочих валков, расположенные в окнах станин, отличающаяся тем, что, с целью уменьшения нагрузки на промежуточные валки при передаче момента прокатки от опорных валков к рабочим, подушки промежуточных валков также установлены с...
Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Герд Байсеманн, Хуго Фельдман, Фрідріх Холльманн, Хорст Гертнер
МПК: B21B 29/00
Мітки: кліть, прокатного, стану
Формула / Реферат:
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Спосіб прокатки кільцевих виробів
Номер патенту: 11398
Опубліковано: 25.12.1996
Автори: Озимин Віктор Михайлович, Яковченко Олександр Васильович, Піщев Юрій Павлович, Староселецький Михайло Ілліч, Хейфец Валентин Ільіч
МПК: B21H 1/00
Мітки: виробів, кільцевих, спосіб, прокатки
Формула / Реферат:
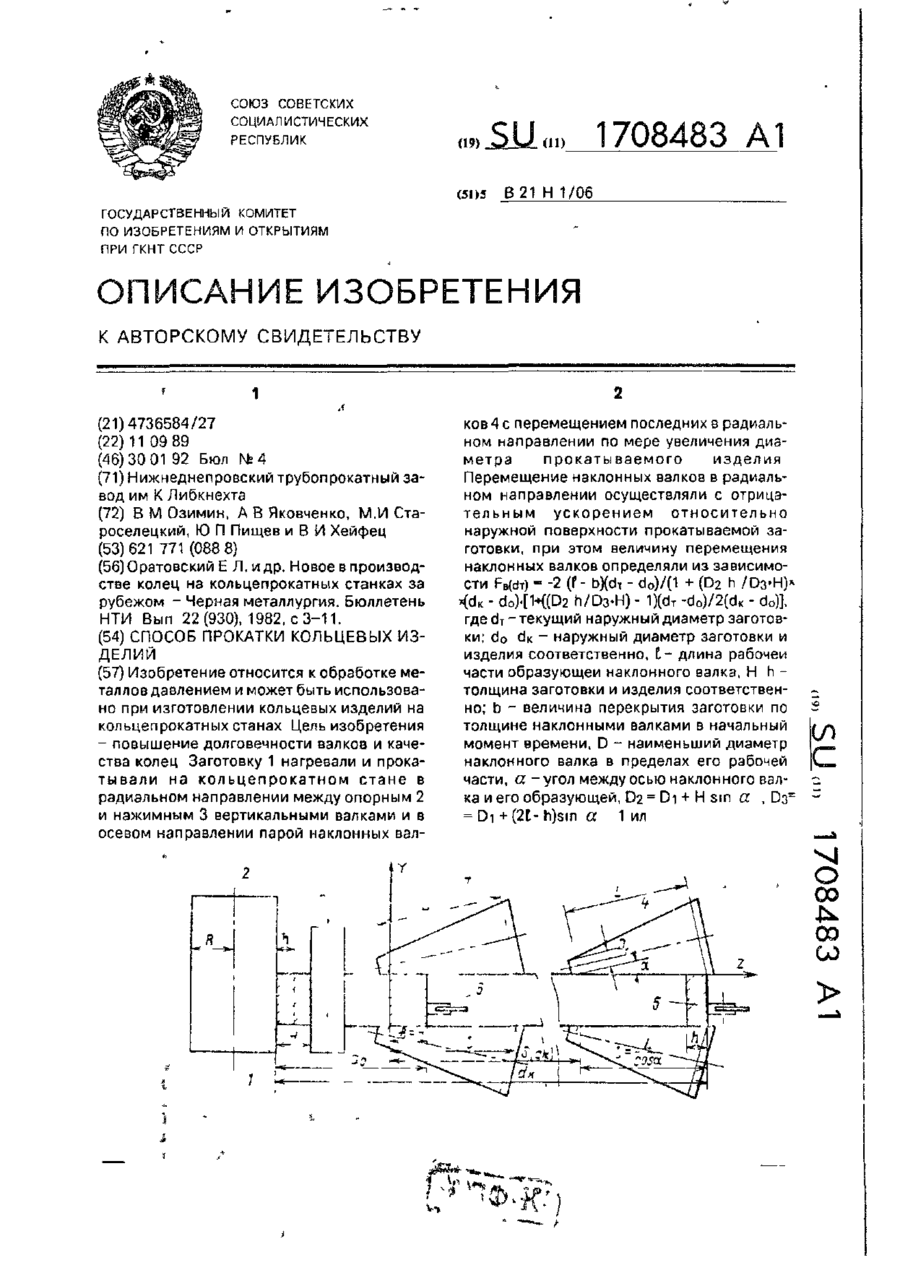
Способ прокатки кольцевых изделий, включающий деформацию кольцевой заготовки прокаткой с радиальным обжатием заготовки между опорным и нажимным вертикальными валками в осевым обжатием между парой наклонных валков, непрерывно перемещающихся в радиальном направлении относительно наружной боковой поверхности заготовки, отличающийся тем, что, с целью повышения долговечности валков и качества изделий, перемещение наклонных валков...
Вузол валків прокатної кліті штабового стану
Номер патенту: 5713
Опубліковано: 28.12.1994
Автори: Хуго Фельдманн, Фрідріх Холльманн, Хорст Гертнер, Герд Байсеманн
МПК: B21B 1/22
Мітки: штабового, кліті, валків, вузол, прокатної, стану
Формула / Реферат:
Узел валков прокатной клетки полосового стана, содержащий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий и по меньшей мере один опорный валки, причем по меньшей мере два соседних валка из каждого комплекта выполнены профилированными с криволинейным центрально-симметричным и взаимносовпадающим по форме контуром бочки, а контуры бочек одноименных валков разных комплектов расположены центрально-симметрично...
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Кісєльов Андрєй Пєтровіч, Овчіннікова Маріна Васільєвна, Ашіхмін Гєрман Вікторовіч, Капнін Владімір Вікторовіч, Хлопонін Віктор Ніколаєвіч, Мєльніков Алєксандр Васільєвіч
МПК: B21B 1/26
Мітки: прокатки, спосіб, поздовжньої
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Попередній патент: Опора аксіально-плунжерного насосу газотурбінного двигуна
Наступний патент: Апарат опору видоху для покращення легеневої вентиляції
Випадковий патент: Модуль сонячної батареї