Машина для стикового зварювання
Номер патенту: 5159
Опубліковано: 28.12.1994
Автори: Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Шкурко Віктор Григорович, Іваненко Петро Филипович, Гуляєв Ігор Васильович, Чебанов Леонід Сергійович, Череднічок Віталій Тимофійович, Юматов Віктор Васильович, Головченко Сергій Йосипович
Формула / Реферат
Машина для стыковой сварки, содержащая два блока, один из которых неподвижен, а другой установлен с возможностью взаимодействия с приводом осадки в виде силового цилиндра, зажимные устройства, включающие приводы зажатия с силовыми цилиндрами и установленные в каждом блоке скобы с зажимными вкладышами, а также блок управления силовыми цилиндрами, отличающаяся тем, что, с целью уменьшения металлоемкости машины, обеспечения возможности ее применения для сварки в монтажных условиях, улучшения взаимной центровки изделий и расширения технологических возможностей, блок, взаимодействующий с приводом осадки, установлен с возможностью вращения, привод осадки снабжен поворотным рычагом, один конец которого установлен с возможностью взаимодействия с вращающимся блоком, а другой снабжен роликом, опирающимся на неподвижный блок, зажимные вкладыши установлены в скобах вращающегося блока шарнирно и снабжены механизмом плоско-параллельного перемещения, скобы каждого зажимного устройства подпружинены одна относительно другой и выполнены поворотными, с клиновыми образующими коническую полость поверхностями на хвостовых участках, а каждый привод зажатия снабжен установленным в этой полости элементом качения, при этом силовые цилиндры приводов осадки и зажатия установлены на блоке управления и связаны гибкой механической связью соответственно с поворотным рычагом и элементами качения.
Текст
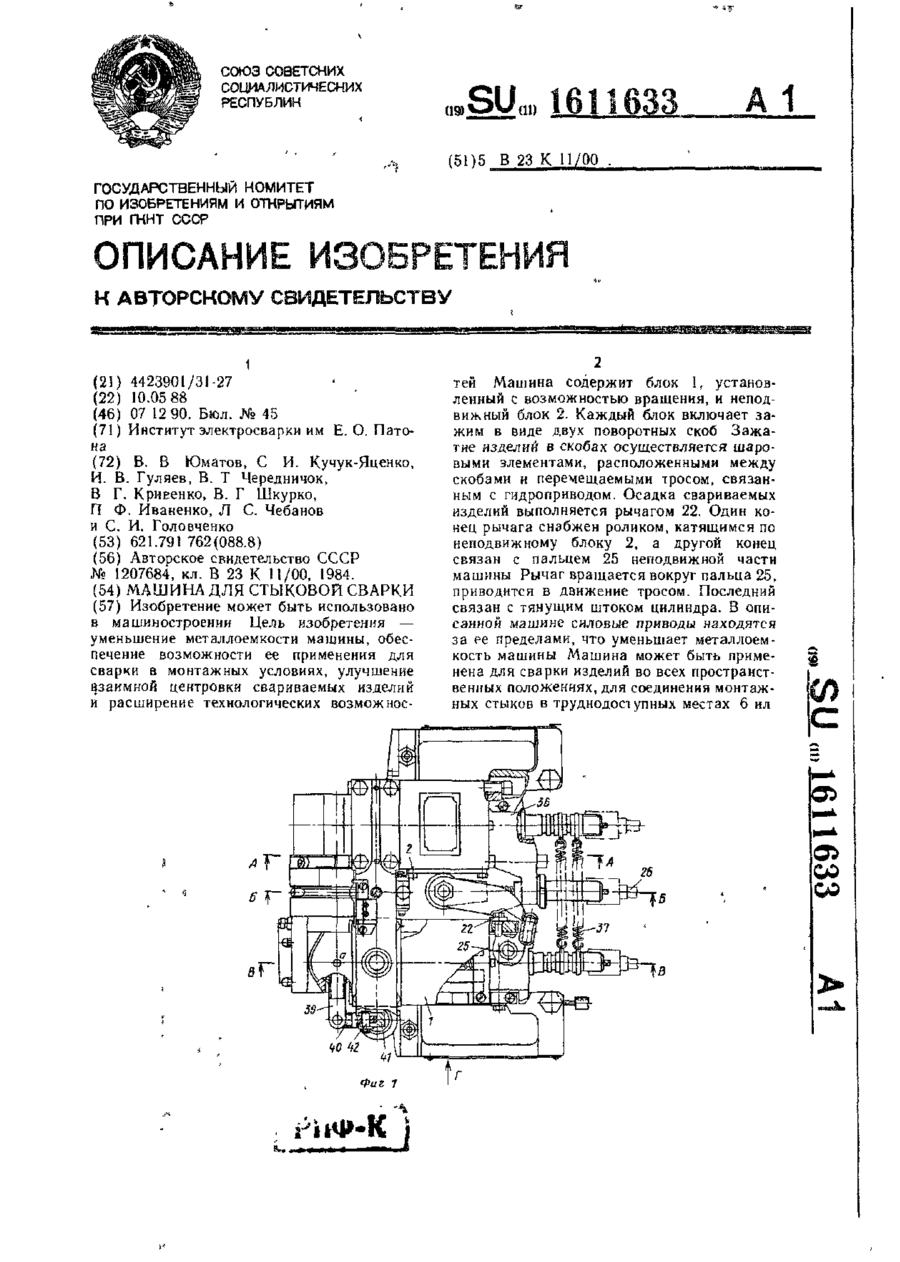
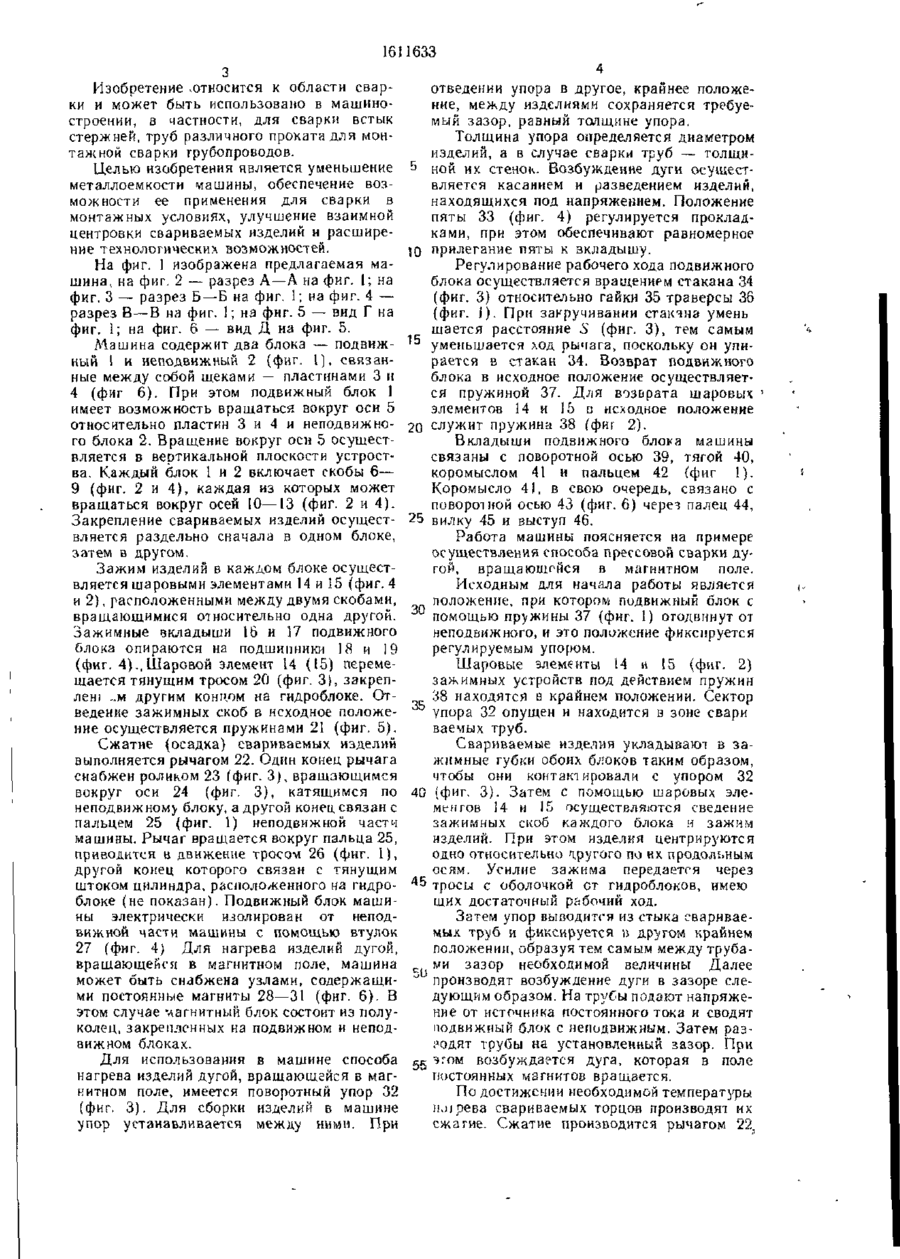
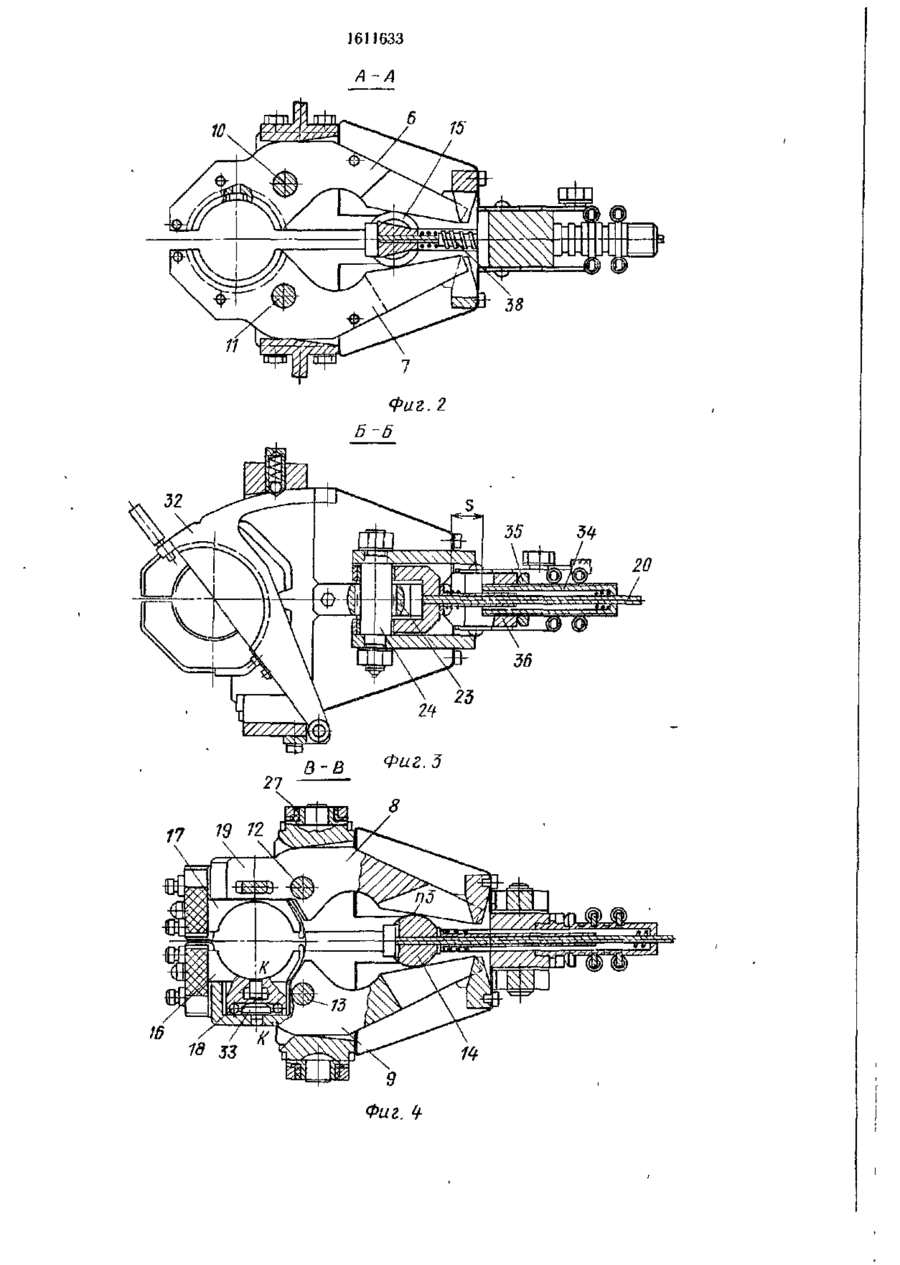
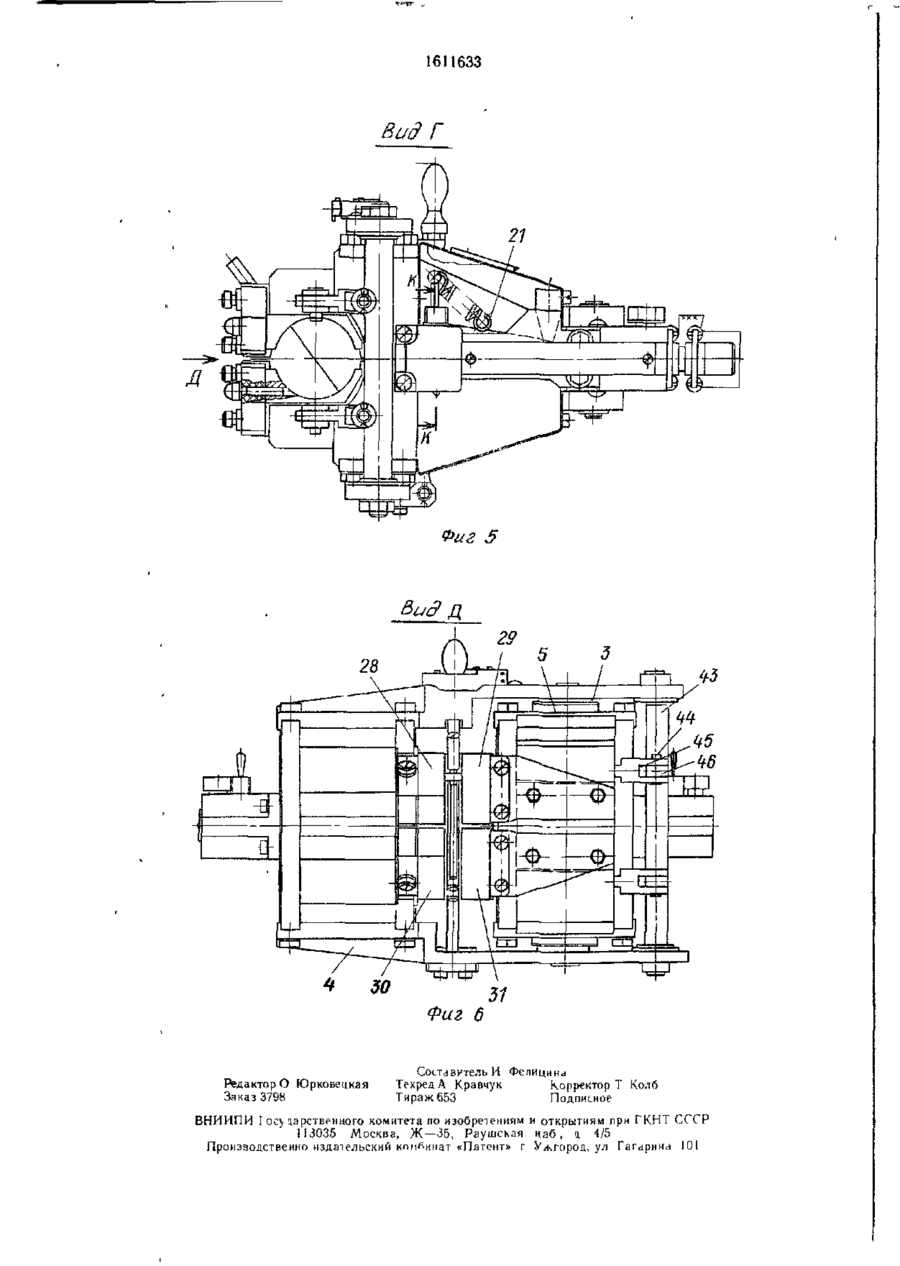
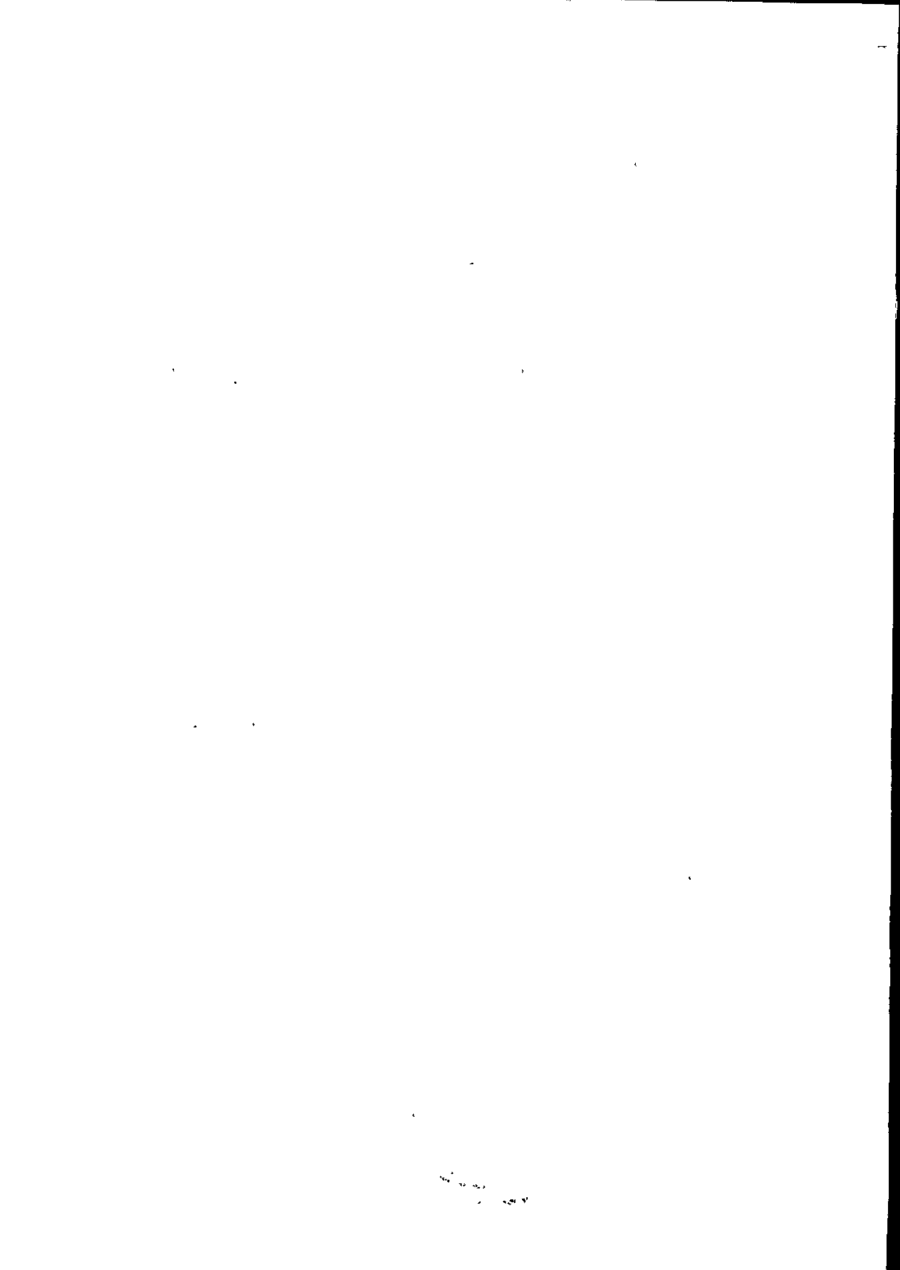
Изобретение может быть использовано в машиностроении Цель изобретения — уменьшение металлоемкости машины, обеспечение возможности ее применения для сварки в монтажных условиях, улучшение взаимной центровки свариваемых изделий и расширение технологических возможнос чо чг Фиг і -л тей Машина содержит блок 1, установленный с возможностью вращения, и неподвижный блок 2. Каждый блок включает зажим в виде двух поворотных скоб Зажатие изделий в скобах осуществляется шаровыми элементами, расположенными между скобами и перемещаемыми тросом, связанным с гидроприводом. Осадка свариваемых изделий выполняется рычагом 22. Один конец рычага снабжен роликом, катящимся по неподвижному блоку 2, а другой конец связан с пальцем 25 неподвижной части машины Рычаг вращается вокруг пальца 25, приводится в движение тросом. Последний связан с тянущим штоком цилиндра. В описанной машине силовые приводы находятся за ее пределами, что уменьшает металлоемкость машины Машина может быть применена для сварки изделий во всех пространственных положениях, для соединения монтажных стыков в труднодоступных местах 6 ил 16 11633 Изобретение .относится к области сваротведении упора в другое, крайнее положеки и может быть использовано в машиноние, между изделиями сохраняется требуестроении, в частности, для сварки встык мый зазор, равный толщине упора. стержней, труб различного проката для монТолщина упора определяется диаметром тажной сварки трубопроводов. изделий, а в случае сварки труб — толщиЦелью изобретения является уменьшение ной их стеной. Возбуждение дуги осущестметаллоемкости машины, обеспечение возвляется касанием и разведением изделий, можности ее применения для сварки в находящихся под напряжением. Положение монтажных условиях, улучшение взаимной пяты 33 {фиг. 4) регулируется прокладцентровки свариваемых изделий и расширеками, при этом обеспечивают равномерное ние технологических возможностей. прилегание пяты к зкладышу. На фиг. 1 изображена предлагаемая маРегулирование рабочего хода подвижного шина, на фиг. 2 — разрез А—А на фиг. 1; на блока осуществляется вращением стакана 34 фиг. 3 — разрез Б—Б на фиг. 1; на фиг. 4 — (фиг. 3) относительно гайки 35 траверсы 36 разрез В—В на фиг. 1; на фиг. 5 — вид Г на (фиг. 1). При закручивании стакчна умень фиг. 1; на фиг. 6 — вид Д на фиг. 5. шается расстояние 5 (фиг. 3), тем самым Машина содержит два блока — подвиж- 15 уменьшается ход рычага, поскольку он упирается в стакан 34. Возврат подвижного ный 1 и неподвижный 2 (фиг. 1), связанблока в исходное положение осуществляетные между собой щеками — пластинами 3 и ся пружиной 37. Для возврата шаровых 4 (фиг 6). При этом подвижный блок 1 элементов 14 и 15 о исходное положение имеет возможность вращаться вокруг оси 5 относительно пластин 3 и 4 и неподвижно- 20 служит пружина 38 (фиг 2). го блока 2. Вращение вокруг оси 5 осущестВкладыши подвижного блока машины вляется в вертикальной плоскости устростсвязаны с поворотной осью 39, тягой 40, ва. Каждый блок 1 и 2 включает скобы 6— коромыслом 41 и пальцем 42 (фиг 1). 9 (фиг. 2 и 4), каждая из которых может Коромысло 41, в свою очередь, связано с вращаться вокруг осей 10—13 (фиг. 2 и 4). поворотной осью 43 (фиг. 6) через палец 44, Закрепление свариваемых изделий осущест- 25 вилку 45 и выступ 46. вляется раздельно сначала в одном блоке, Работа машины поясняется на примере затем в другом. осуществления способа прессовой сварки дугой, вращающейся в магнитном поле. Зажим изделий в каждом блоке осуществляется шаровыми элементами 14 и 15 (фиг. 4 Исходным для начала работы является и 2), расположенными между двумя скобами, положение, при котором подвижный блок с вращающимися относительно одна другой. 30 помощью пружины 37 (фиг. 1) отодвинут от Зажимные вкладыши 16 и 17 подвижного неподвижного, и это положение фиксируется блока опираются на подшипники 18 и 19 регулируемым упором. (фиг. 4)., Шаровой элемент 14 (І5) перемеШаровые элементы 14 и 15 (фиг. 2) щается тянущим тросом 20 (фиг. 3), ззкрепзажимных устройств под действием пружин ЛЄНІ ~м другим конном на гидроблоке. От38 находятся в крайнем положении. Сектор ведение зажимных скоб в исходное положе- 35 упора 32 опущен и находится в зоне свари ние осуществляется пружинами 21 (фиг. 5). ваемых труб. Сжатие (осадка) свариваемых изделий Свариваемые изделия укладывают з завыполняется рычагом 22. Один конец рычага жимные губки обоих блоков таким образом, снабжен роликом 23 (фиг. 3), вращающимся чтобы они контактировали с упором 32 вокруг оси 24 (фиг. 3), катящимся по 40 (фиг. 3). Затем с помощью шаровых эленеподвижному блоку, а другой конец связан с ментов 14 и 15 осуществляются сведение пальцем 25 (фиг. 1) неподвижной части зажимных скоб каждого блока и зажим машины. Рычаг вращается вокруг пальца 25, изделий. При этом изделия центрируются приводится в движение тросом 26 (фиг. I), одно относительно другого по их продольным другой конец которого связан с тянущим осям. Усилие зажима передается через штоком цилиндра, расположенного на гидротросы с оболочкой от гидроблоков, имею блоке (не показан). Подвижный блок машищих достаточный рабочий ход. ны электрически изолирован от неподЗатем упор выводится из стыка свариваевижной части машины с помощью втулок мых труб и фиксируется ІІ другом крайнем 27 (фиг. 4) Для нагрева изделий дугой, положении, образуя тем самым между трубавращающейся в магнитном поле, машина может быть снабжена узлами, содержащи- 50 ми зазор необходимой величины Далее производят возбуждение дуги в зазоре слеми постоянные магниты 28—31 (фиг. 6). В дующим образом. На трубы подают напряжеэтом случае магнитный блок состоит из полуние от источника постоянного тока и сводят колец, закрепленных на подвижном и неподподвижный блок с неподвижным. Затем развижном блоках. водят трубы на установленный зазор. При этом возбуждается дуга, которая в поле Для использования в машине способа постоянных магнитов вращается. нагрева изделий дугой, вращающейся в магнитном поле, имеется поворотный упор 32 По достижении необходимой температуры (фиг. 3). Для сборки изделий в машине нлрева свариваемых торцов производят их упор устанавливается между ними. При сжатие. Сжатие производится рычагом 22. 1611633 который поворачивается вокруг пальца 25 (фиг. 1). Ролик 23 перемешается по неподвижному блоку, а другой конец рычага толкает подвижную часть машины с закрепленным в ней изделием, поворачивая ее вокруг пальца 25. При этом зажимной вкладыш имеет возможность качаться в подтипнике 18 (19) оси К-К (фиг. 4). Зажимные вкладыши подвижной части машины связаны с поворотной осью 39, гягой 40, коромыслом 41 и пальцем 42. При движении изделия вперед или в исходное положение с помощью такой связи сохраняется параллельность осей свариваемых изделий. Это происходит вследствие того, что при движении подвижной части, например, вперед зажимной вкладыш перемещается вокруг точки а (фиг 1) вследствие того, что тяга 40 связана с коромыслом 41, которое, в свою очередь, связано с поворотной осью 43 через палец 44, вилку 45 и выступ 46. Вилка 45 тянет выступ 46 за палец, поворачивая при этом ось 43. Движение обоих зажимных вкладышей подвижной части происходит одновременно, так как они связаны общей осью 43. При движении подвижной части машины в исходное положение происходит движение вилки 45 с пальцем 44 и выступом 46 в обратную сторону, что поддерживает параллельность осей свариваемых изделий. Конец подвижной трубы при движении совершает движение по радиусу вращения вокруг точки а (фиг 1). Ход подвижного блока машины настраивается таким образом, чтобы оси свариваемых изделий совмещались в конце хода осадки. Для этого величина осадки ограничивается. На каждый диаметр свариваемых труб необходимо произвести настройку хода подвижного блока с тем, чтобы в его конце соблюдалось совпадение осей изделий. Параллельность осей при этом, как указывалось, достигается взаимной связью точек подвижного блока машины (фиг. 1). Машина может быть использована для сварки труб неплавящимся электродом. Для этого свариваемый стык окружают неплавящимся электродом, с которого на стык возбуждают дугу. По окончании нагрева трубы сжимают описанным образом. При налнчии отбортовки на конце свариваемых труб осадку не производят. Соединение образуется за счет сплавления (слияния) жид кого металла обоих изделий. Для ТВЧ-нагрева свариваемого стыка индуктор размещают так же, как и неплавящийся электрод, между подвижным и неподвижным блоками. Произведя нагрев стыка до необхоь димого состояния, осуществляют сжатие изделии механизмом осадки. В описанной конструкции машины для сварки силовые цилиндры находятся за ее пределами, что снижает ее металлоемкость, ю машина может быть применена для сварки изделий во всех пространственных положениях, для соединения монтажных стыков в труднодоступных местах. Формула изобретения 15 Машина для стыковой сварки, содержащая два блока, один из которых неподвижен, а другой установлен с возможностью взаимодействия с приводом осадки в виде п силового цилиндра, зажимные устройства, 2 включающие приводы зажатия с силовыми цилиндрами и установленные в каждом блоке скобы с зажимными вкладышами, а также блок управления силовыми цилиндрами, отличающаяся тем, что, с целью уменьше25 ния металлоемкости машины, обеспечения возможности ее применения для сварки в монтажных условиях, улучшения взаимной центровки изделий и расширения технологических возможностей, блок, взаимодействующий с приводом осадки, установлен с 3 0 возможностью вращения, привод осадки снабжен поворотным рычагом, один конец которого установлен с возможностью взаимодействия с вращающимся блоком, а другой снабжен роликом, опирающимся на неподвижный блок, зажимные вкладыши установлены в скобах вращающегося блока шармирно и снабжены механизмом плоскопараллельного перемещения, скобы каждого зажимного устройства подпружинены одна относительно другой и выполнены поворот40 ными с клиновыми образующими коническую полость поверхностями на хвостовых участках, а каждый привод зажатия снабжен установленным в этой полости элементом качения, при этом силовые цилиндры приводов осадки и зажатия установле45 ны на блоке управления и связаны гибкой механической связью соответственно с пово ротным рычагом и элементами качения. 10 Фиг. Z IB 19 53 1611633 Вид Г Фиг 5 Фиг б Редактор О Юрковецкая Заказ 3798 Составитель И Фелицина Техред А Кравчук Корректор Т Колб Тираж 653 Подписное ВНИИПИ Г осу аарственного комитета по изобретениям и открытиям при ГКНТ СССР ! І3035 Москва, Ж—35, Раушсьая наб, і 4/5 Производственно издательский комбинат «Патент» г Ужгород, ул Гагарине! 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for butt-seam welding
Автори англійськоюYumatov Viktor Vasyliovych, Kuchuk-Yatsenko Serhii Ivanovych, Huliaiev Ihor Vasyliovych, Cherednichok Vitalii Tymofiiovych, Kryvenko Valerii Heorhiiovych, Shkurko Viktor Hryhorovych, Ivanenko Petro Fylypovych, Chebanov Leonid Serhiiovych, Holovchenko Serhii Yosypovych
Назва патенту російськоюМашина для стыковой сварки
Автори російськоюЮматов Виктор Васильевич, Кучук-Яценко Сергей Иванович, Гуляев Игорь Васильевич, Чередничок Виталий Тимофеевич, Кривенко Валерий Георгиевич, Шкурко Виктор Григорьевич, Иваненко Петр Филиппович, Чебанов Леонид Сергеевич, Головченко Сергей Иосифович
МПК / Мітки
МПК: B23K 11/00
Мітки: зварювання, машина, стикового
Код посилання
<a href="https://ua.patents.su/6-5159-mashina-dlya-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Машина для стикового зварювання</a>
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: труб, машина, контактного, стикового, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для стикового контактного зварювання труб

Номер патенту: 2648
Опубліковано: 26.12.1994
Автори: Уніговський Михайло Рахмілєвич, Зубаньов Олександр Георгієвич, Іткін Олександр Феліксович, Немировський Ісак Якович, Солтис Віталій Петрович
МПК: B23K 11/04
Мітки: машина, контактного, зварювання, стикового, труб
Формула / Реферат:
Машина для стыковой контактной сварки труб, включающая связанные между собой приводом оплавления и осадки два корпуса, выполненные в виде шарнирно связанных между собой механизмами сведения - разведения щек с полуокнами для фиксации свариваемых труб, отличающаяся тем, что она снабжена основанием, на котором размещена одна з щек каждого корпуса, установленными на торцовых поверхностях каждого из корпусов подающими устройствами, каждое из...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Кривенко Валерій Георгійович, Добровольський Станіслав Дмитрович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: стикового, контактного, зварювання, машина, оплавленням
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Машина для контактного стикового зварювання оплавленням труб

Номер патенту: 2650
Опубліковано: 26.12.1994
Автори: Іткін Олександр Феліксович, Уніговський Михайло Рахмілєвич, Солтис Віталій Петрович, Сєрафін Орєст Міхайловіч, Зубаньов Олександр Георгійович, Немировський Ісак Якович
МПК: B23K 11/04
Мітки: машина, зварювання, контактного, оплавленням, стикового, труб
Формула / Реферат:
Машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, отличающаяся тем, что она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце...
Машина для контактного стикового зварювання труб
Номер патенту: 4278
Опубліковано: 27.12.1994
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: контактного, труб, стикового, машина, зварювання
Формула / Реферат:
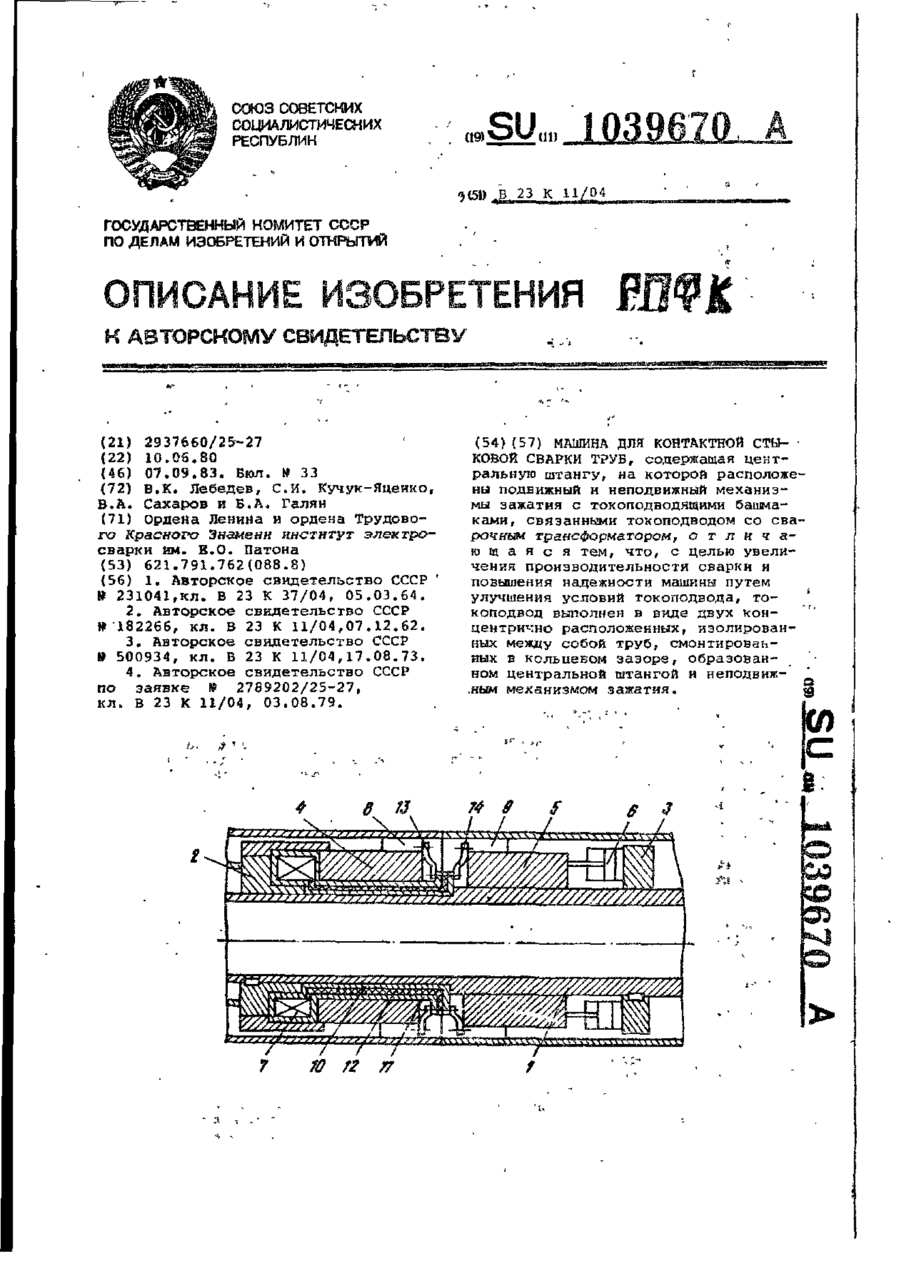
Машина для контактной стыковой сварки труб, содержащая центральную штангу, на которой расположены подвижный и неподвижный механизмы зажатия с токоподводящими башмаками, связанными токоподводом со сварочным трансформатором, отличающаяся тем, что, с целью увеличения производительности сварки и повышения надежности машины путем улучшения условий токоподвода, токоподвод выполнен в виде двух концентрично расположенных, изолированных между...
Попередній патент: Спосіб вирощування цукрових буряків
Наступний патент: Стіл для обробки хворого
Випадковий патент: Видувна машина