Спосіб з’єднання деталей з натягом
Номер патенту: 20374
Опубліковано: 15.07.1997
Автори: Варюхін Віктор Миколайович, Білошенко Віктор Олександрович
Формула / Реферат
Способ соединения деталей с натягом, включающий сопряжение соединяемых деталей торцами, размещение на концевых участках сопряженных деталей охватывающей их втулки и нагрев втулки до образования натяга, отличающийся тем, что втулку выполняют из полимерного материала путем деформации цилиндрической заготовки одноосным сжатием на 40-60% и последующим выполнением в ней отверстия заданного диаметра, ось которого совпадает с осью заготовки.
Текст
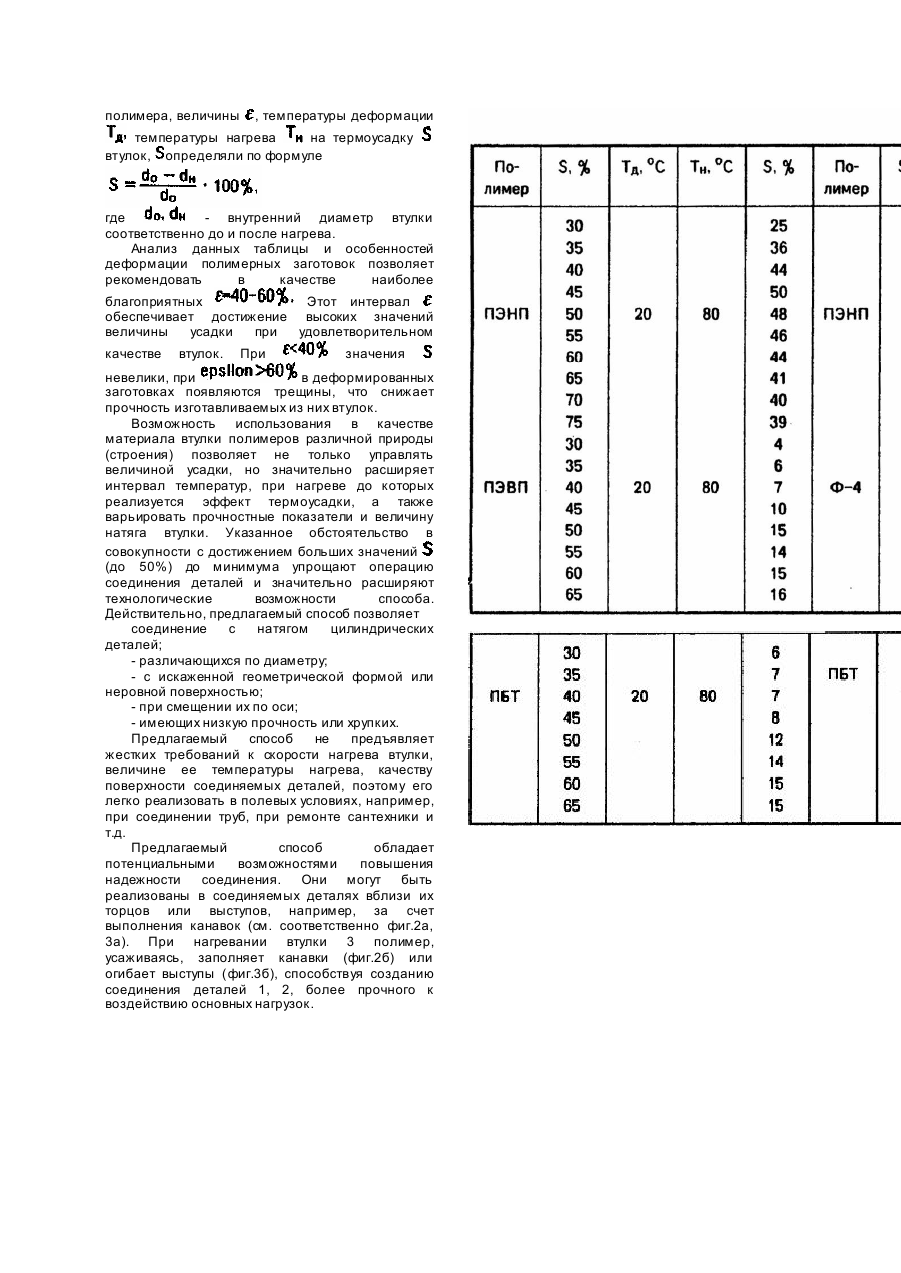
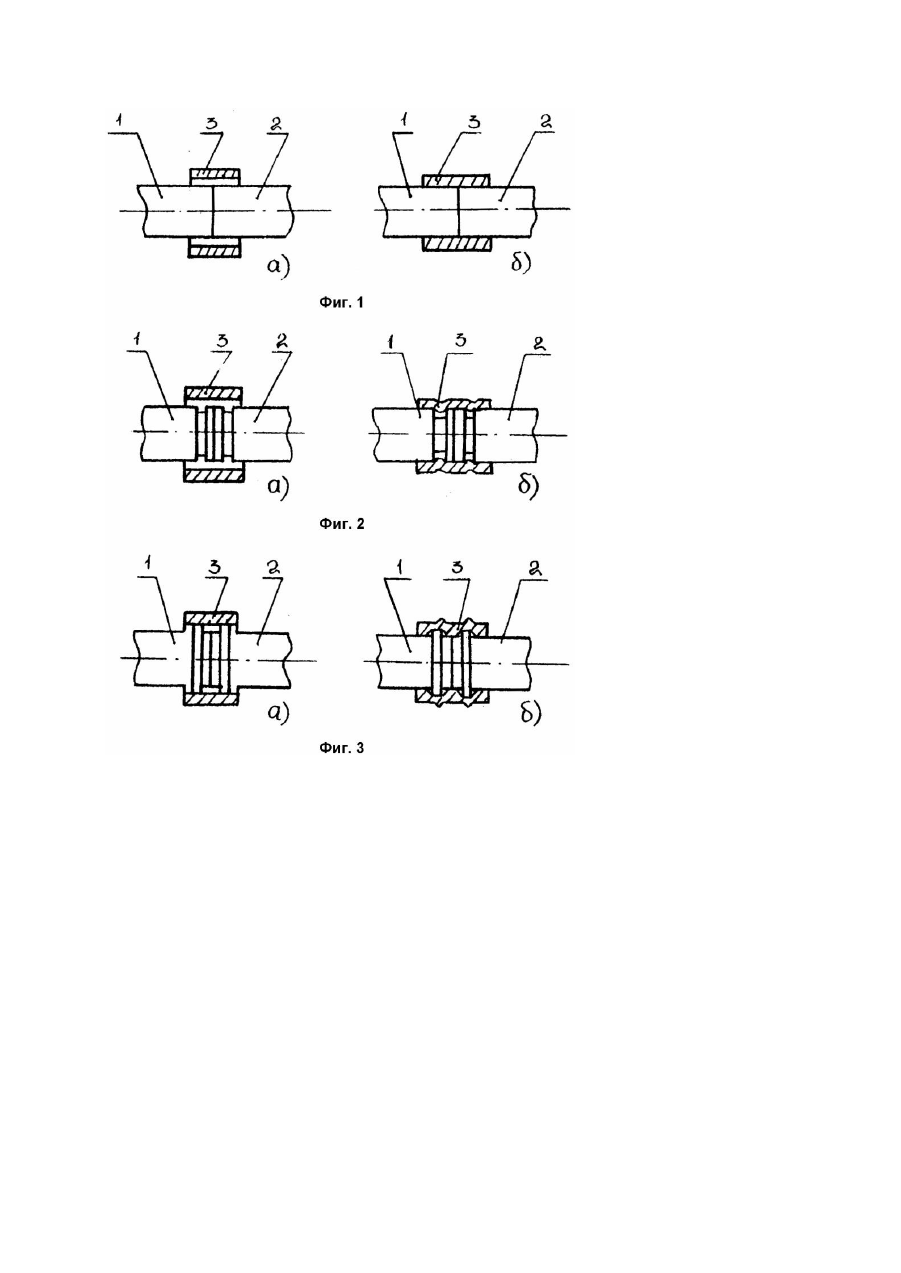
Изобретение относится к соединению деталей с натягом и может быть использовано в различных областях те хники, например, в машиностроении. Широко известны способы соединения деталей с натягом (Берникер Б.И. Посадки с натягом в машиностроении. - М.: Машиностроение, 1966. - С.106; А.Г. Кесилова, Р.К. Мещерякова. Справочник технолога машиностроителя. - М.: Машиностроение, 1972. - С.646), согласно которым натяг создают за счет различных комбинаций нагрева и охлаждения деталей при их соединении. Основными недостатками этих способов являются ограниченная возможность в регулировании величины натяга и жесткие требования к посадочным размерам соединяемых деталей. Известен способ соединения деталей с натягом (А.с. №1551851, кл. F16B4/00 от 23.03.90), заключающийся в том, что корпус, в котором размещают деталь, выполняют из сплава в аморфном состоянии на основе переходных металлов, а нагрев ведут с регламентированной скоростью до температуры кристаллизации упомянутого сплава. Этот способ обеспечивает хорошую прочность, равномерность обжатия, возможность плавного регулирования величины натяга. Основным недостатком данного способа является то, что из аморфных металлических сплавов можно изготовить изделия лишь в виде ленты или проволоки, в результате существенно ограничиваются функциональные возможности способа. Наиболее близким по технической сути и достигаемому результату является способ соединения деталей с натягом (А.с. СССР №1082993, кл. F16B4/00 от 30.03.84) при помощи охватывающей их втулки, выполненной из материала, обладающего эффектом памяти формы, при этом концы соединяемых деталей выполняют в сечении эллипсоидальной формы, а оси эллипсов в плоскости соединения деталей смещают одну относительно другой на 3 - 90°. Рассматриваемый способ гарантирует высокую прочность и надежность соединения, однако является достаточно сложным в реализации из-за необходимости придания концам соединяемых деталей формы эллипса. Описанные выше способы соединения деталей требуют в той или иной степени специальной подготовки соединяемых деталей (наличия соосности при соединении, обработки концов деталей, близости диаметров соединяемых деталей и пр.), специальных технических условий для их осуществления (различные варианты нагрева и охлаждения), не всегда применимы для соединения хрупких и низкопрочных деталей. Задачей предлагаемого технического решения является упрощение способа соединения деталей с натягом с одновременным расширением функциональных возможностей. Поставленная задача решается за счет того, что в способе соединения деталей с натягом, включающем сопряжение соединяемых деталей торцами, размещение на концевых участках сопряженных деталей охватывающей их втулки и нагрев втулки до образования натяга, втулку выполняют из полимерного материала путем деформации цилиндрической заготовки одноосным сжатием на 40 - 60% и последующим выполнением в ней отверстия заданного диаметра, ось которого совпадает с осью заготовки. Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного выбором материала втулки и условиями ее получения. Таким образом, заявляемый способ соответствует критерию изобретения "новизна". Сравнение заявляемого решения с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что дает возможность сделать вывод о соответствии критерию "изобретательский уровень". В основу выбора режимов, при которых осуществляются действия заявляемого способа, положены результаты проведенных авторами исследований. На фиг.1 показано соединение деталей (а) до и (б) после нагрева; на фиг.2 и фиг.3 приведены возможные варианты выполнения соединений, где (а) до и (б) после нагрева. На фиг.1 изображены соединяемые детали 1, 2 и втулка 3 до (а) и после (б) нагрева. Предлагаемый способ осуществляется следующим образом. При нагреве втулки 3, полученной из деформированного полимерного материала, до температур, превышающих температуру деформации, происходит необратимое уменьшение ее диаметра и увеличение длины, обусловленные эффектов термоусадки (Цыганков С.А., Ши шкова Н.В., Береснев Б.И. Гидроэкструзия полиэтилена низкой плотности. Структура и свойства экструдата. Физика и техника высоких давлений. 1984, вып.17, с.77 82; Сверхвысокомодульные полимеры / Под ред. А. Чиферри. И. Уорда. - Л.: Химия, 1983. - 272с.). В результате втулка обжимает соединяемые детали 1 и 2. обеспечивая заданную величину натяга в соединении. Величина усадки зависит от выбранного полимера, степени его деформации, температуры деформации, температуры нагрева втулки, что позволяет в широких пределах регулировать величину натяга. Пример. Изготавливали термоусаживающиеся втулки из полиэтилена низкой плотности (ПЭНП), полиэтилена высокой плотности (ПЭВП), фторопласта марки Ф-4, полибутилентерефталата (ПБТ). Исходными заготовками служили цилиндры диаметром 20 и высотой 30мм. Одноосное сжатие заготовок выполняли с использованием гидравлического пресса усилием 10т. Степень деформации полимерной заготовки рассчитывали по формуле где - соответственно высота заготовки до и после деформации. Из деформированных заготовок получали втулки с толстостенностью где соответственно наружный и внутренний диаметры втулки). Нагрев втулок осуществляли в течение 15мин при каждой температуре испытаний. В таблице приведены данные о влиянии типа полимера, величины , температуры деформации температуры нагрева на термоусадку втулок, определяли по формуле где - внутренний диаметр втулки соответственно до и после нагрева. Анализ данных таблицы и особенностей деформации полимерных заготовок позволяет рекомендовать в качестве наиболее благоприятных Этот интервал обеспечивает достижение высоких значений величины усадки при удовлетворительном качестве втулок. При значения невелики, при в деформированных заготовках появляются трещины, что снижает прочность изготавливаемых из них втулок. Возможность использования в качестве материала втулки полимеров различной природы (строения) позволяет не только управлять величиной усадки, но значительно расширяет интервал температур, при нагреве до которых реализуется эффект термоусадки, а также варьировать прочностные показатели и величину натяга втулки. Указанное обстоятельство в совокупности с достижением больших значений (до 50%) до минимума упрощают операцию соединения деталей и значительно расширяют технологические возможности способа. Действительно, предлагаемый способ позволяет соединение с натягом цилиндрических деталей; - различающихся по диаметру; - с искаженной геометрической формой или неровной поверхностью; - при смещении их по оси; - имеющих низкую прочность или хрупких. Предлагаемый способ не предъявляет жестких требований к скорости нагрева втулки, величине ее температуры нагрева, качеству поверхности соединяемых деталей, поэтому его легко реализовать в полевых условиях, например, при соединении труб, при ремонте сантехники и т.д. Предлагаемый способ обладает потенциальными возможностями повышения надежности соединения. Они могут быть реализованы в соединяемых деталях вблизи их торцов или выступов, например, за счет выполнения канавок (см. соответственно фиг.2а, 3а). При нагревании втулки 3 полимер, усаживаясь, заполняет канавки (фиг.2б) или огибает выступы (фиг.3б), способствуя созданию соединения деталей 1, 2, более прочного к воздействию основных нагрузок.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for part connection with tension
Автори англійськоюBiloshenko Viktor Oleksandrovych, Variukhin Viktor Mykolaiovych
Назва патенту російськоюСпособ соединения деталей с натягом
Автори російськоюБилошенко Виктор Александрович, Варюхин Виктор Николаевич
МПК / Мітки
МПК: F16B 4/00
Мітки: з'єднання, спосіб, натягом, деталей
Код посилання
<a href="https://ua.patents.su/3-20374-sposib-zehdnannya-detalejj-z-natyagom.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання деталей з натягом</a>
Спосіб виготовлення з’єднання деталей
Номер патенту: 12156
Опубліковано: 25.12.1996
Автор: Матвієнко Валерій Андрійович
МПК: F16B 19/04
Мітки: деталей, виготовлення, з'єднання, спосіб
Формула / Реферат:
Способ изготовления соединения деталей, включающий изготовление соединяемых деталей, стержня с закладной головкой и поперечным рифлением на свободном конце и обжимной цилиндрической втулки с коническим пояском, выполнение в соединяемых деталях отверстий под стержень, совмещение упомянутых отверстий и установку в них стержня, установку обжимной втулки коническим пояском в сторону соединяемых деталей и создание условий обжатия стержня и...
Болтове з’єднання з радіальним натягом
Номер патенту: 11347
Опубліковано: 25.12.1996
Автори: Слюсаренко Анатолій Володимирович, Каганський Олександр Миронович
МПК: F16B 5/02, F16B 35/04
Мітки: з'єднання, натягом, радіальним, болтове
Формула / Реферат:
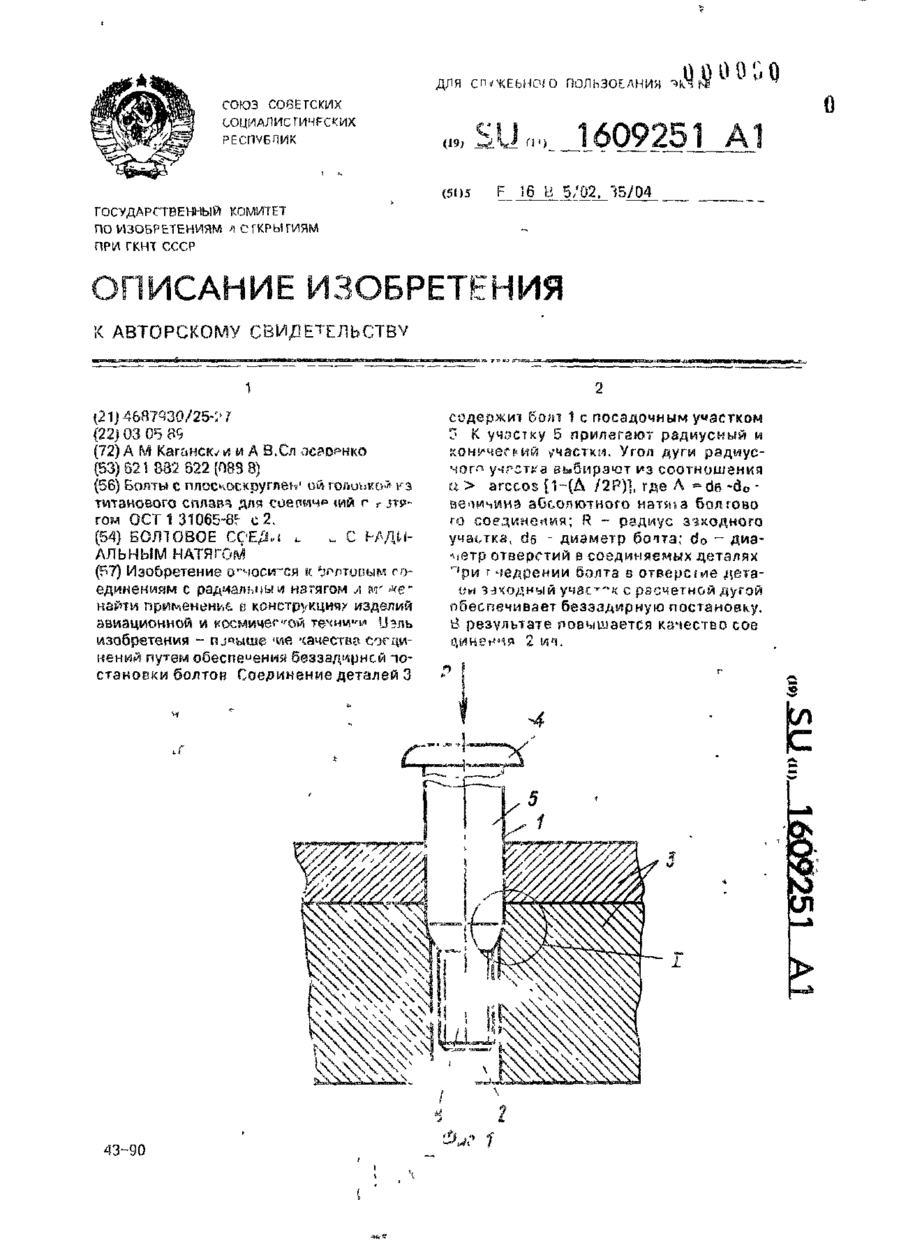
Болтовое соединение с радиальным натягом, содержащее установленный в отверстиях пакета соединяемых деталей болт с головкой и последовательно сопряженными с ней посадочным, заходным радиусным, коническим и резьбовым участками, отличающееся тем, что, с целью повышения качества соединения путем обеспечения беззадирной постановки болтов, угол дуги радиусной части определяется из соотношения:где D = dб - d0 - величина абсолютного...
Нерознімне з’єднання з натягом
Номер патенту: 8398
Опубліковано: 29.03.1996
Автори: Зінський Олексій Ілліч, Брук Олександр Семенович, Філіпенкова Ірма Яківна
МПК: F16B 4/00
Мітки: натягом, з'єднання, нерознімне
Формула / Реферат:
Неразъемное соединение с натягом охватывающей и охватываемой деталей с наклонными к продольной оси пазами, в котором установлены круглые шпонки, отличающееся тем, что, с целью повышения надежности соединения, по крайней мере, один из смежных пазов выполнен с противоположным углом наклона.
Спосіб з’єднання полімерних матеріалів
Номер патенту: 14973
Опубліковано: 04.03.1997
Автори: Покой Олександр Костянтинович, Бєліков Валерій Григорійович, Смоловік Олександр Олександровіч
МПК: B29C 65/02
Мітки: спосіб, з'єднання, матеріалів, полімерних
Формула / Реферат:
Способ соединения полимерных материалов, включающий сжатие соединяемых полимерных поверхностей в пресс-форме, материал которой имеет коэффициент термического расширения по меньшей мере равный коэффициенту термического расширения соединяемых полимерных поверхностей, последующее нагревание поверхностей до температуры текучести при одновременном охлаждении остальной околошовной зоны соединяемых поверхностей, отличающийся тем, что сжатие...
Спосіб ультразвукового контролю якості збирання з’єднань з натягом
Номер патенту: 8441
Опубліковано: 30.09.1996
Автор: Карпаш Олег Михайлович
МПК: G01N 29/00
Мітки: якості, контролю, збирання, ультразвукового, натягом, спосіб, з'єднань
Формула / Реферат:
1. Способ ультразвукового контроля качества сборки соединений с натягом, заключающийся в том, что излучают и принимают ультразвуковые колебания в одном сечении соединения, измеряют параметры провзаимодействовавших с соединением колебаний и с их помощью определяют величину контактного давления в этом сечении, по которому судят о качестве, отличающийся тем, что, с целью повышения информативности контроля за счет определения остаточного...
Попередній патент: Спосіб збирання статора електричної машини
Наступний патент: Протикульовий захисний одяг
Випадковий патент: Штангенциркуль адаптивний