Спосіб виготовлення панелі універсальної
Формула / Реферат
1. Спосіб виготовлення панелі універсальної, відповідно до якого верхню робочу поверхню плоскої заготівки покривають декоративно-захисною плівкою, який відрізняється тим, що перед покриттям верхньої робочої поверхні плоскої заготівки декоративно-захисною плівкою на верхню і нижню робочу поверхні плоскої заготівки одночасно наносять один або більше технологічних підрізів (верхній підріз і нижній підріз), де кожний підріз з кожної пари здійснюється в співвідношенні:
глибина верхнього підрізу - 0,05-0,45 товщини плоскої заготівки
глибина нижнього підрізу - 0,05-0,45 товщини плоскої заготівки.
2. Спосіб виготовлення панелі універсальної за п. 1, який відрізняється тим, що після покриття плоскої заготівки декоративно-захисною плівкою з боку верхньої робочої поверхні в місці існування верхнього підрізу здійснюють вдавлювання декоративно-захисної плівки в порожнину верхнього підрізу.
3. Спосіб виготовлення панелі універсальної за п. 1, який відрізняється тим, що після покриття плоскої заготівки декоративно-захисною плівкою з боку верхньої робочої поверхні в місці існування верхнього і нижнього підрізу (пари технологічних підрізів), при потребі, здійснюють поглиблення нижнього технологічного підрізу, яке є необхідним і достатнім для зміни геометричної фігури в перерізі плоскої заготівки з трикутника на трапецію.
Текст
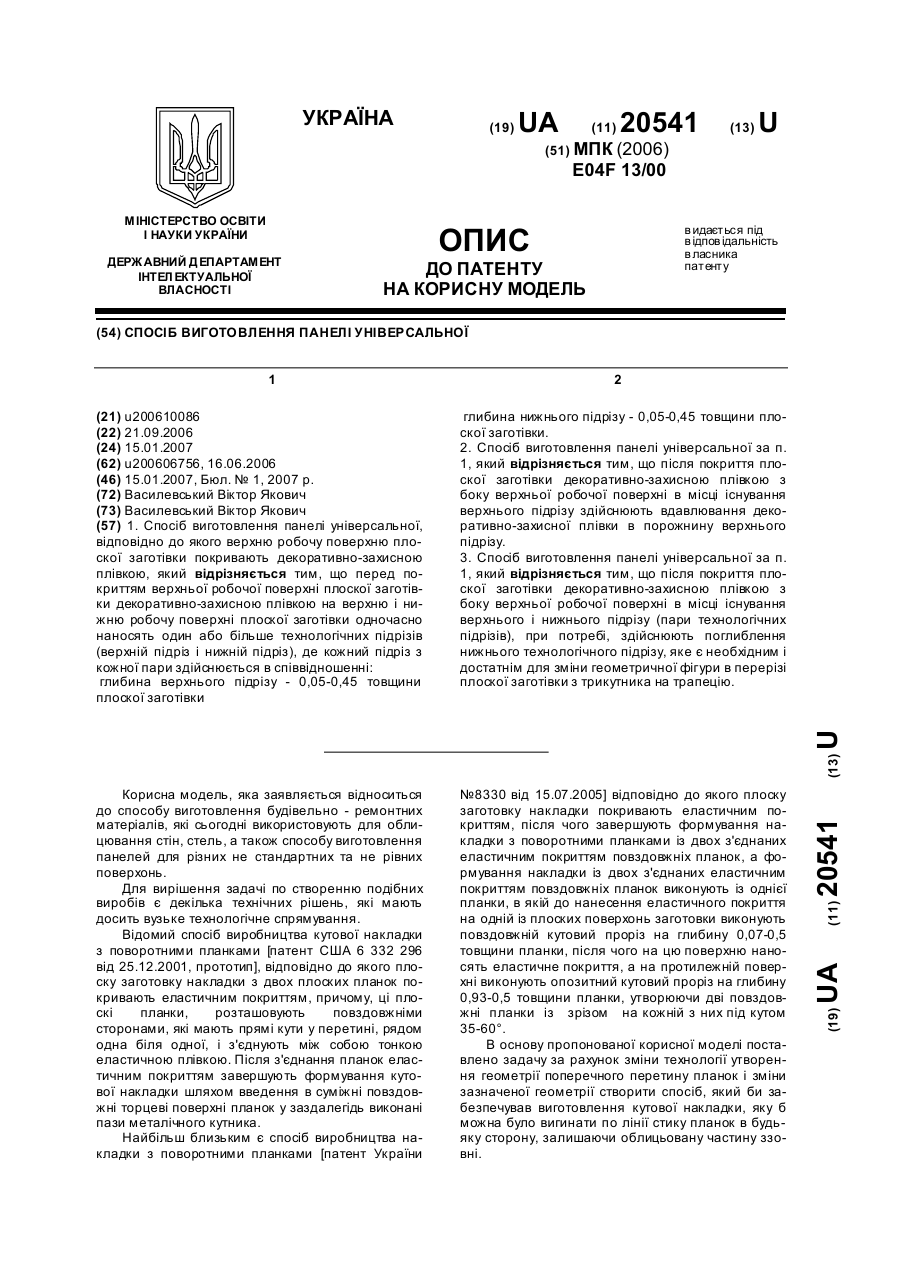
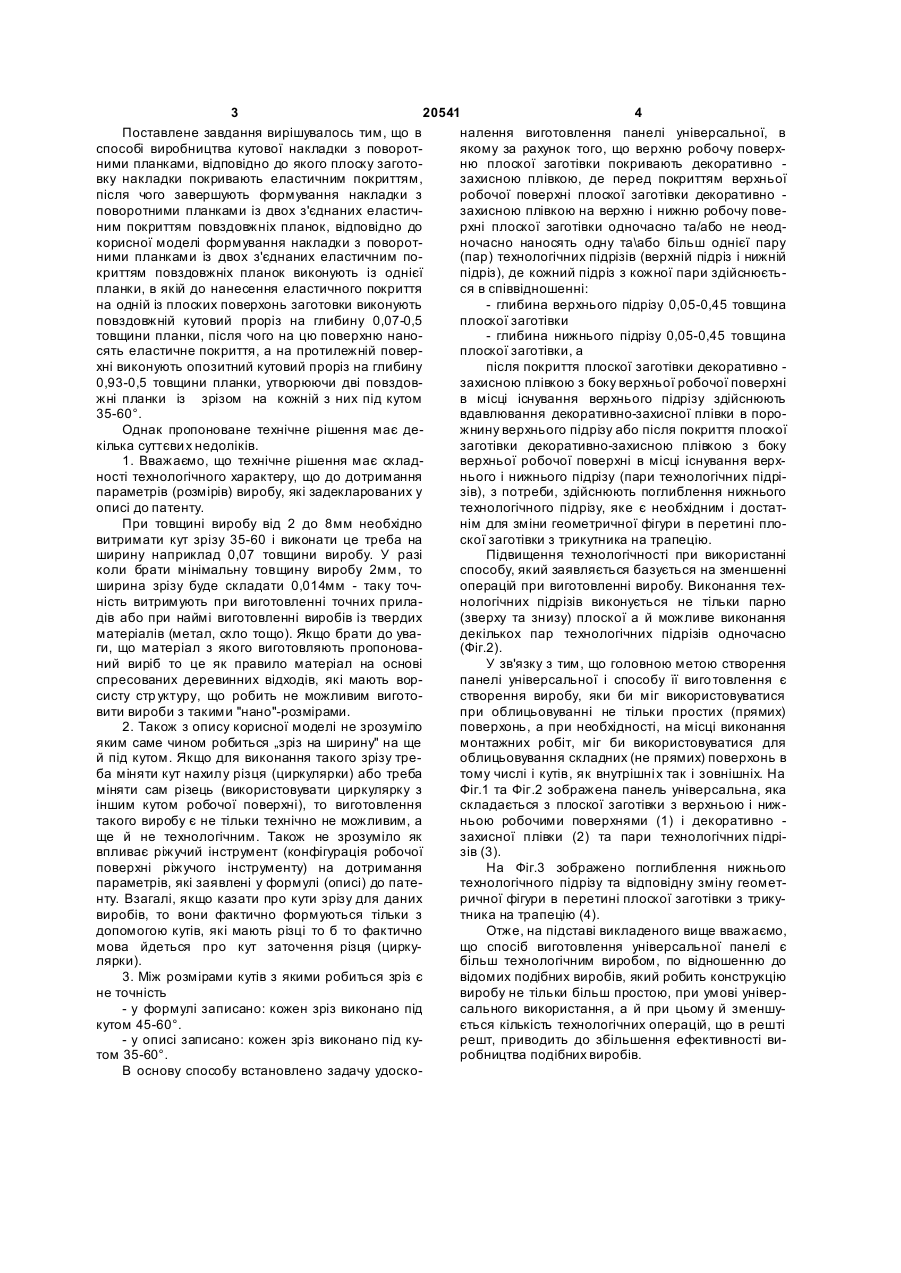
1. Спосіб виготовлення панелі універсальної, відповідно до якого верхню робочу поверхню плоскої заготівки покривають декоративно-захисною плівкою, який відрізняється тим, що перед покриттям верхньої робочої поверхні плоскої заготівки декоративно-захисною плівкою на верхню і нижню робочу поверхні плоскої заготівки одночасно наносять один або більше технологічних підрізів (верхній підріз і нижній підріз), де кожний підріз з кожної пари здійснюється в співвідношенні: глибина верхнього підрізу - 0,05-0,45 товщини плоскої заготівки 3 20541 4 Поставлене завдання вирішувалось тим, що в налення виготовлення панелі універсальної, в способі виробництва кутової накладки з поворотякому за рахунок того, що верхню робочу поверхними планками, відповідно до якого плоску заготоню плоскої заготівки покривають декоративно вку накладки покривають еластичним покриттям, захисною плівкою, де перед покриттям верхньої після чого завершують формування накладки з робочої поверхні плоскої заготівки декоративно поворотними планками із двох з'єднаних еластичзахисною плівкою на верхню і нижню робочу повеним покриттям повздовжніх планок, відповідно до рхні плоскої заготівки одночасно та/або не неодкорисної моделі формування накладки з поворотночасно наносять одну та\або більш однієї пару ними планками із двох з'єднаних еластичним по(пар) технологічних підрізів (верхній підріз і нижній криттям повздовжніх планок виконують із однієї підріз), де кожний підріз з кожної пари здійснюєтьпланки, в якій до нанесення еластичного покриття ся в співвідношенні: на одній із плоских поверхонь заготовки виконують - глибина верхнього підрізу 0,05-0,45 товщина повздовжній кутовий проріз на глибину 0,07-0,5 плоскої заготівки товщини планки, після чого на цю поверхню нано- глибина нижнього підрізу 0,05-0,45 товщина сять еластичне покриття, а на протилежній поверплоскої заготівки, а хні виконують опозитний кутовий проріз на глибину після покриття плоскої заготівки декоративно 0,93-0,5 товщини планки, утворюючи дві повздовзахисною плівкою з боку верхньої робочої поверхні жні планки із зрізом на кожній з них під кутом в місці існування верхнього підрізу здійснюють 35-60°. вдавлювання декоративно-захисної плівки в пороОднак пропоноване технічне рішення має дежнину верхнього підрізу або після покриття плоскої кілька суттєви х недоліків. заготівки декоративно-захисною плівкою з боку 1. Вважаємо, що технічне рішення має складверхньої робочої поверхні в місці існування верхності технологічного характеру, що до дотримання нього і нижнього підрізу (пари технологічних підріпараметрів (розмірів) виробу, які задекларованих у зів), з потреби, здійснюють поглиблення нижнього описі до патенту. технологічного підрізу, яке є необхідним і достатПри товщині виробу від 2 до 8мм необхідно нім для зміни геометричної фігури в перетині пловитримати кут зрізу 35-60 і виконати це треба на скої заготівки з трикутника на трапецію. ширину наприклад 0,07 товщини виробу. У разі Підвищення технологічності при використанні коли брати мінімальну товщину виробу 2мм, то способу, який заявляється базується на зменшенні ширина зрізу буде складати 0,014мм - таку точоперацій при виготовленні виробу. Виконання техність витримують при виготовленні точних приланологічних підрізів виконується не тільки парно дів або при наймі виготовленні виробів із твердих (зверху та знизу) плоскої а й можливе виконання матеріалів (метал, скло тощо). Якщо брати до увадекількох пар технологічних підрізів одночасно ги, що матеріал з якого виготовляють пропонова(Фіг.2). ний виріб то це як правило матеріал на основі У зв'язку з тим, що головною метою створення спресованих деревинних відходів, які мають ворпанелі універсальної і способу її виго товлення є систу стр уктуру, що робить не можливим виготостворення виробу, яки би міг використовуватися вити вироби з такими "нано"-розмірами. при облицьовуванні не тільки простих (прямих) 2. Також з опису корисної моделі не зрозуміло поверхонь, а при необхідності, на місці виконання яким саме чином робиться „зріз на ширину" на ще монтажних робіт, міг би використовуватися для й під кутом. Якщо для виконання такого зрізу треоблицьовування складних (не прямих) поверхонь в ба міняти кут нахилу різця (циркулярки) або треба тому числі і кутів, як внутрішні х так і зовнішніх. На міняти сам різець (використовувати циркулярку з Фіг.1 та Фіг.2 зображена панель універсальна, яка іншим кутом робочої поверхні), то виготовлення складається з плоскої заготівки з верхньою і нижтакого виробу є не тільки технічно не можливим, а ньою робочими поверхнями (1) і декоративно ще й не технологічним. Також не зрозуміло як захисної плівки (2) та пари технологічних підрівпливає ріжучий інструмент (конфігурація робочої зів (3). поверхні ріжучого інструменту) на дотримання На Фіг.3 зображено поглиблення нижнього параметрів, які заявлені у формулі (описі) до патетехнологічного підрізу та відповідну зміну геометнту. Взагалі, якщо казати про кути зрізу для даних ричної фігури в перетині плоскої заготівки з трикувиробів, то вони фактично формуються тільки з тника на трапецію (4). допомогою кутів, які мають різці то б то фактично Отже, на підставі викладеного вище вважаємо, мова йдеться про кут заточення різця (циркущо спосіб виготовлення універсальної панелі є лярки). більш технологічним виробом, по відношенню до 3. Між розмірами кутів з якими робиться зріз є відомих подібних виробів, який робить конструкцію не точність виробу не тільки більш простою, при умові універ- у формулі записано: кожен зріз виконано під сального використання, а й при цьому й зменшукутом 45-60°. ється кількість технологічних операцій, що в решті - у описі записано: кожен зріз виконано під курешт, приводить до збільшення ефективності витом 35-60°. робництва подібних виробів. В основу способу встановлено задачу удоско 5 Комп’ютерна в ерстка В. Мацело 20541 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make universal panel
Назва патенту російськоюСпособ изготовления панели универсальной
МПК / Мітки
МПК: E04F 13/00
Мітки: виготовлення, панелі, універсальної, спосіб
Код посилання
<a href="https://ua.patents.su/3-20541-sposib-vigotovlennya-paneli-universalno.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення панелі універсальної</a>
Панель універсальна
Номер патенту: 20059
Опубліковано: 15.01.2007
Автор: Василевський Віктор Якович
МПК: E04F 13/00
Мітки: універсальна, панель
Формула / Реферат:
1. Панель універсальна, що містить плоску заготівку з верхньою і нижньою робочими поверхнями і декоративно-захисну плівку, яка відрізняється тим, що плоска заготівка додатково містить одну пару або більш пар технологічних підрізів, виконаних на верхній і нижній робочих поверхнях співвісно зустрічно один одному, де кожний підріз кожної пари здійснений в співвідношенні:глибина верхнього підрізу 0,05-0,45 товщина плоскої...
Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів
Номер патенту: 73608
Опубліковано: 15.08.2005
Автори: Поспєлов Михайло Володимирович, Павлов Геннадій Олексійович, Богатов Ленінар Іванович
МПК: B29C 69/00
Мітки: пластику, заповнювачем, панелі, елементів, спосіб, виготовлення, армованого, тришарової, трубчастих
Формула / Реферат:
1. Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів, який включає формування нижнього несучого шару, укладання впритул один до одного трубчастих елементів заповнювача, формування поверх них верхнього несучого шару і затвердіння всіх елементів тришарової панелі, який відрізняється тим, що спочатку з попередньо відформованих і затверділих трубчастих елементів заповнювача виготовляють блоки, які...
Спосіб виготовлення облицювальної панелі
Номер патенту: 15827
Опубліковано: 17.07.2006
Автори: Осипович Наталія Олександрівна, Осипович Олег Вікторович
Мітки: облицювальної, спосіб, панелі, виготовлення
Формула / Реферат:
1. Спосіб виготовлення облицювальної панелі, що включає розкладання плиток у необхідному порядку, закріплення плиток лицьовим боком на носії за допомогою сполучного шару, нанесеного принаймні на один бік носія, який відрізняється тим, що як носій використовують переважно синтетичну плівку.2. Спосіб за п. 1, який відрізняється тим, що як носій використовують прозору синтетичну плівку.3. Спосіб за п. 1 або 2, який...
Спосіб виготовлення залізобетонної стінової панелі
Номер патенту: 29810
Опубліковано: 15.11.2000
Автори: Тимофеев Микола Іванович, Лівінський Олександр Михайлович, Іванов Олександр Володимирович, Семко Юрій Миколайович
Мітки: залізобетонної, стінової, спосіб, виготовлення, панелі
Формула / Реферат:
1. Спосіб виготовлення залізобетонної стінової панелі, який містить віброукладання бетонної суміші, пустотоутворення, теплопрогрів, який відрізняється тим, що віброукладання, пустотоутворення та теплопрогрів в формі здійснюють одночасно, причому пустотоутворення здійснюють шляхом закачування повітря в порожнину пневмотермоукладки.2. Спосіб виготовлення залізобетонної стінової панелі по п.1, який відрізняється тим, що термопрогрів...
Спосіб виготовлення стінної панелі
Номер патенту: 15890
Опубліковано: 17.07.2006
Автор: Григорян Норік Меліксетович
Мітки: панелі, спосіб, стінної, виготовлення
Формула / Реферат:
l. Спосіб виготовлення стінної панелі включає виготовлення проміжного шару, що складається з пористого матеріалу, армування цього шару за допомогою металевої конструкції, що одночасно виконує функцію пружини-демпфера для навантажень, які діють на більші плоскі поверхні стінової панелі, виготовлення зовнішніх шарів з металевої сітки чарункового типу, які кріпляться до металевої конструкції з подальшим покриттям одержаної конструкції стінної...
Попередній патент: Спосіб ортотопічної цеконеоцистопластики після радикальної цистектомії
Наступний патент: Спосіб моделювання в-клітинної лімфоми
Випадковий патент: Спосіб реконструкції кісткових дефектів після видалення третього моляра