Спосіб обробки розплаву металу
Номер патенту: 20685
Опубліковано: 15.02.2007
Автори: Крептюк Ярослав Вікторович, Гумененко Микола Климович, Середенко Володимир Олексійович, Фікссен Владислав Миколайович, Грабовий Валерій Михайлович, Дубодєлов Віктор Іванович, Слажнєв Микола Андрійович, Цуркін Володимир Миколайович
Формула / Реферат
1. Спосіб обробки розплаву металу, який включає обробку потоку розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем, який відрізняється тим, що на частині хвилеводного стрижня, яку занурюють у розплав, розташовують щонайменше дві пластини.
2. Спосіб обробки розплаву металу за п. 1, який відрізняється тим, що пластини розташовують паралельно поверхні розплаву.
3. Спосіб обробки розплаву металу за пп. 1, 2, який відрізняється тим, що пластини розташовують під кутом до 45° потоку розплаву.
Текст
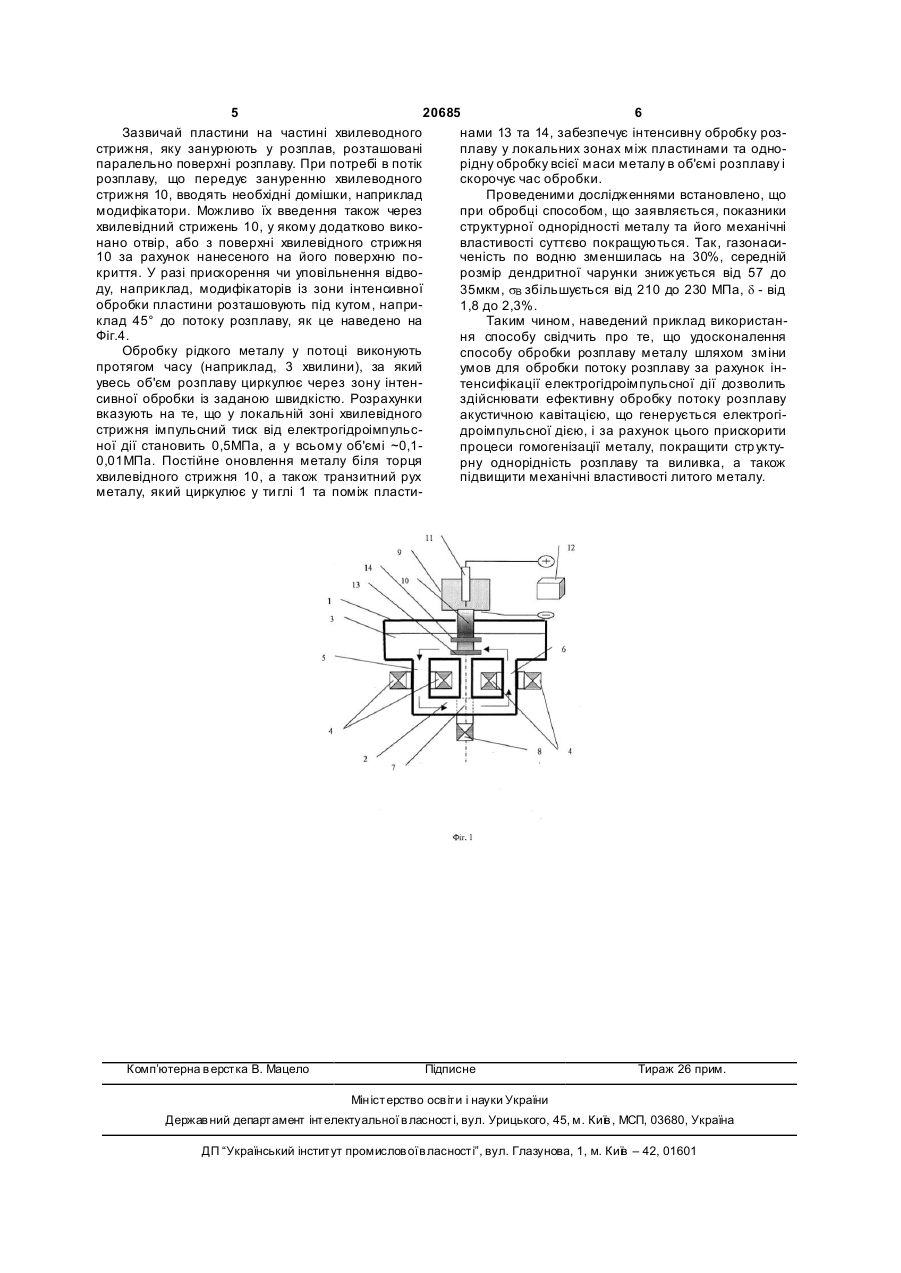
1. Спосіб обробки розплаву металу, який включає обробку потоку розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем, який відрізняється тим, що на частині хвилеводного стрижня, яку занурюють у розплав, розташовують щонайменше дві пластини. 2. Спосіб обробки розплаву металу за п. 1, який відрізняє ться тим, що пластини розташовують паралельно поверхні розплаву. 3. Спосіб обробки розплаву металу за пп. 1, 2, який відрізняється тим, що пластини розташовують під кутом до 45° потоку розплаву. (19) (21) u200606842 (22) 19.06.2006 (24) 15.02.2007 (46) 15.02.2007, Бюл. № 2, 2007 р. (72) Дубодєлов Віктор Іванович, Грабовий Валерій Ми хайлович, Гумененко Микола Климович, Середенко Володимир Олексійович, Фікссен Владислав Миколайович, Цуркін Володимир Миколайович, Крептюк Ярослав Вікторович, Слажнєв Микола Андрійович (73) ІНСТИТУТ ІМПУЛЬСНИХ ПРОЦЕСІВ І ТЕХНОЛОГІЙ НАЦІОН АЛЬНОЇ АКАДЕМІЇ Н АУК УКРАЇНИ, ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОН АЛЬНОЇ АКАДЕМІЇ Н АУК УКРАЇНИ 3 20685 4 реним у розплав хвилевідним стрижнем. інтенсивної (кавітаційної) дії підвищується степінь Причини, які перешкоджають одержанню очігомогенізації в об'ємі потоку розплаву, а потім і в куваного технічного результату: спосіб не дозвовиливку, що також дозволяє підвищити механічні ляє ефективно обробляти розплав, тому що його властивості литого металу. використання не призводить до рівномірної та інПричому маса та товщина пластин мають друтенсивної обробки розплаву з використанням акугорядну роль у цьому процесі. У разі коли потрібно стичної кавітації, яка в свою чергу сприяє подрібнаправити інтенсивну дію напроти (див. креслення ненню неоднорідностей і компонентів, що на Фіг.4) чи вздовж (дзеркальне відображення знаходяться у розплаві. Для ефективної інтенсифіФіг.4 - не наведено) потоку розплаву / це можливо кації механічних, гідродинамічних та обмінних у разі прискорення чи уповільнення відводу, напроцесів у потоку розплаву потрібно активізувати приклад, модифікаторів із області інтенсивної обвплив на метал за рахунок інтенсифікації електроробки/ пластини розташовують під кутом 45° до гідроімпульсної дії на розплав, оточуючий хвилевіпотоку розплаву. Разом це дозволить прискорити дний стрижень, при одночасному чи поступовому гомогенізацію розплаву відносно компонента (мооновленні обробленого розплаву навколо хвилевідифікатора), який вводять, щоб покращити струкдного стрижня. турну однорідність об'єму розплаву та литого меВ основу корисної моделі поставлено задачу: талу, а також підвищити механічні властивості удосконалити спосіб обробки розплаву металу литого металу. шляхом зміни умов для обробки потоку розплаву Спосіб, що заявляється, може бути реалізоваза рахунок інтенсифікації електрогідроімпульсної ний, наприклад, на базі індукційної канальної печі дії, що дозволить здійснювати ефективну обробку з додатковим електромагнітом. У цьому разі потік потоку розплаву акустичною кавітацією, що генерозплаву створюють дією електромагнітних сил. рується електрогідроімпульсною дією, і за рахунок При обробці розплаву на жолобі, потік розплаву цього прискорити процеси гомогенізації металу, створюють дією гравітаційних сил. Пристрій для покращити структурн у однорідність в об'ємі розреалізації способу (стрілки на Фіг.1 вказують наплаву та виливка, а також підвищити механічні прям потоку розплаву) має тигель 1 та Ш-подібний властивості литого металу. канал 2 з розплавом 3, а також індуктори 4, які Суть корисної моделі полягає в тому, що у віохоплюють бокові ділянки 5 та 6 Ш-подібного кадомому способі обробки розплаву металу, який налу 2 з розплавом 3. Зона 7, сполучення центравключає обробку потоку розплаву за рахунок елекльної вертикальної і горизонтальної ділянок канатрогідроімпульсної дії від електророзрядної камелу 2, розміщена у зазорі між полюсами ри з електродами та зануреним у розплав хвилеелектромагніту 8. Пристрій має електророзрядну відним стрижнем, згідно з корисною моделлю, на камеру 9, хвилевідний стрижень 10, електрод 11, частині хвилеводного стрижня, яку занурюють у генератор імпульсних стр умів 12. Електрод 11 розплав, влаштовують як за менше дві пластини. з'єднано з генератором імпульсних струмів 12. На Пластини розташовують паралельно поверхні частині хвилеводного стрижня, яку занурюють у розплаву або під кутом до 45° відносно потоку розплав розташовані металеві пластини 13, 14. розплаву. Спосіб виконують таким чином. У тигель 1 та Розкриваючи причинно-наслідковий зв'язок Ш-подібний канал 2 заливають розплав 3 алюмініміж сукупністю ознак винаходу і те хнічним резуль євого сплаву марки АК5М2. Включають індуктори 4 татом, якого можна досягти, необхідно відмітити, на напругу 40В на однакові фази. При цьому у рідщо ознака "... на частині хвилеводного стрижня, кому металі, який заповнює Ш-подібний канал 2, яку занурюють у розплав влаштовують як за меніндукується електричний струм. Така дія забезпеше дві пластини ..." сприяє формуванню додаткочує підтримку рівня (наприклад, 700°С) заданої вої поверхні за рахунок якої виникає додаткове технологічної температури розплаву 3. Потім утворення зародків акустичної кавітації та ефективключають електромагніт 8 на напругу 24В. У ревна обробка потоку розплаву. зультаті взаємодії електроструму в рідкому металі На Фіг.1 наведено схему пристрою для реаліз магнітним полем електромагніту 8 виникає елекзації способу обробки розплаву металу, на Фіг.2 тромагнітна сила, яка забезпечує циркуляцію розсхему обробки води з одною пластиною, на Фіг.3 плаву 3 та вирівнювання температури металу в схему обробки води з двома пластинами, на Фіг.4 тиглі 1 і каналі 2. Метал 3 у тиглю 1 рухається у схему обробки води з двома пластинами під кугоризонтальній площині. Хвилевідний стрижень том 45°. 10, на якому розташовані паралельно поверхні На Фіг.2 показано, що при наявності однієї розплаву пластини 13 та 14 електророзрядної капластини ми маємо зону кавітації "а" та зону кавімери 9, занурюють (вертикально до горизонтальтації "б", які сприяють збільшенню у два рази об'ного потоку розплаву 3) у потік розплаву. При цьоєму інтенсивної обробки потоку води. У цьому разі му горизонтальний потік металу у вер хній зоні (використання однієї пластини), збільшується тільтигля 1 як подає метал у зону обробки, так і відвоки ефект дегазації розплаву. дить його від хвилевідного стрижня 10 електроНа Фіг.3 показано, що при наявності двох пларозрядної камери 9. На електрод 11 електророзстин ми маємо зону кавітації "а", зону кавітації "б" рядної камери 9 від генератора імпульсних стр умів та зону кавітації "в", які сприяють збільшенню у три 11 подають високу напругу (50кВ) і виконують образи об'єму інтенсивної обробки потоку води. Таробку розплаву з частотою посилки імпульсів 1 Гц, ким чином дві пластини дозволяють ініціювати енергією від 0,1 до 10кДж, наприклад 1кДж. В зоні більший об'єм інтенсивної дії та розосередження її між пластинами хвилевідного стрижня виникає у потоку води. За рахунок розвиненої поверхні акустична кавітація. 5 20685 6 Зазвичай пластини на частині хвилеводного нами 13 та 14, забезпечує інтенсивну обробку розстрижня, яку занурюють у розплав, розташовані плаву у локальних зонах між пластинами та однопаралельно поверхні розплаву. При потребі в потік рідну обробку всієї маси металу в об'ємі розплаву і розплаву, що передує зануренню хвилеводного скорочує час обробки. стрижня 10, вводять необхідні домішки, наприклад Проведеними дослідженнями встановлено, що модифікатори. Можливо їх введення також через при обробці способом, що заявляється, показники хвилевідний стрижень 10, у якому додатково викоструктурної однорідності металу та його механічні нано отвір, або з поверхні хвилевідного стрижня властивості суттєво покращуються. Так, газонаси10 за рахунок нанесеного на його поверхню поченість по водню зменшилась на 30%, середній криття. У разі прискорення чи уповільнення відворозмір дендритної чарунки знижується від 57 до ду, наприклад, модифікаторів із зони інтенсивної 35мкм, sΒ збільшується від 210 до 230 МПа, d - від обробки пластини розташовують під кутом, напри1,8 до 2,3%. клад 45° до потоку розплаву, як це наведено на Таким чином, наведений приклад використанФіг.4. ня способу свідчить про те, що удосконалення Обробку рідкого металу у потоці виконують способу обробки розплаву металу шляхом зміни протягом часу (наприклад, 3 хвилини), за який умов для обробки потоку розплаву за рахунок інувесь об'єм розплаву циркулює через зону інтентенсифікації електрогідроімпульсної дії дозволить сивної обробки із заданою швидкістю. Розрахунки здійснювати ефективну обробку потоку розплаву вказують на те, що у локальній зоні хвилевідного акустичною кавітацією, що генерується електрогістрижня імпульсний тиск від електрогідроімпульсдроімпульсної дією, і за рахунок цього прискорити ної дії становить 0,5МПа, а у всьому об'ємі ~0,1процеси гомогенізації металу, покращити стр укту0,01МПа. Постійне оновлення металу біля торця рну однорідність розплаву та виливка, а також хвилевідного стрижня 10, а також транзитний рух підвищити механічні властивості литого металу. металу, який циркулює у ти глі 1 та поміж пласти Комп’ютерна в ерстка В. Мацело Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working fusion of metal
Автори англійськоюDubodelov Viktor Ivanovych, Hrabovyi Valerii Mykhailovych, Humenenko Mykola Klymovych, Seredenko Volodymyr Oleksiiovych, Fikssen Vladyslav Mykolaiovych, Tsurkin Volodymyr Mykolaiovych, Kreptiuk Yaroslav Viktorovych, Slazhniev Mykola Andriiovych
Назва патенту російськоюСпособ обработки расплава металла
Автори російськоюДубоделов Виктор Иванович, Грабовой Валерий Михайлович, Гумененко Николай Климович, Середенко Владимир Алексеевич, Фикссен Владислав Николаевич, Цуркин Владимир Николаевич, Крептюк Ярослав Викторович, Слажнев Николай Андреевич
МПК / Мітки
МПК: B22D 27/08
Мітки: металу, обробки, розплаву, спосіб
Код посилання
<a href="https://ua.patents.su/3-20685-sposib-obrobki-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу</a>
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Гумененко Миколай Климович, Волков Геннадій Васильович
МПК: B22D 27/08
Мітки: обробки, металу, спосіб, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: спосіб, розплаву, металу, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Спосіб обробки розплаву металу
Номер патенту: 11240
Опубліковано: 15.12.2005
Автори: Гумененко Микола Климович, Дубодєлов Віктор Іванович, Середенко Володимир Олексійович, Грабовий Валерій Михайлович, Цуркін Володимир Миколайович, Фікссен Владислав Миколайович
МПК: B22D 27/08
Мітки: спосіб, обробки, розплаву, металу
Формула / Реферат:
Спосіб обробки розплаву металу, що включає обробку потоку у тиглі розплаву, циркулюючого під дією електромагнітних сил у тиглі та каналі тигля, імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, який відрізняється тим, що при циркуляції потоку розплаву під дією електромагнітних сил створюють горизонтальний потік розплаву у верхній частині тиглю із...
Спосіб обробки розплаву металу
Номер патенту: 65758
Опубліковано: 15.04.2004
Автори: Цуркін Володимир Миколайович, Волков Геннадій Васильович, Грабовий Валерій Михайлович, Дубодєлов Віктор Іванович, Середенко Володимир Олексійович, Фікссен Владислав Миколайович
МПК: B22D 27/00
Мітки: обробки, металу, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає обробку розплаву імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії, який відрізняється тим, що попередньо у локальній зоні розплаву дією електромагнітних сил створюють низхідний потік розплаву, вміщують до нього хвилевідний стрижень та забезпечують циркуляцію розплаву таким...
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Тимошенко Георгій Павлович, Боева Антоніна Анатольівна, Риндін Микола Георгіевич, Грабовий Валерій Михайлович, Арнаутов Олександр Савельович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: обробки, розплаву, металу, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Попередній патент: Пристрій для визначення габаритних розмірів і форм феромагнітних тіл
Наступний патент: Спосіб очищення рідини від механічних домішок
Випадковий патент: Електроакустичний перетворювач