Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 4956
Опубліковано: 28.12.1994
Автори: Патон Борис Євгенович, Бистрановський Сергій Петрович, Наконечний Олександр Олексійович, Лебедєв Володимир Констянтинович, Ющенко Констянтин Андрійович, Яворський Юрій Денисович
Формула / Реферат
1. Способ термической обработки сварных соединений, при котором осуществляют нагрев и пластическое деформирование сварного соединения в горячем состоянии, отличающийся тем, что, с целью повышения эксплуатационных характеристик сварных соединений из охрупчивающихся после сварки материалов, сначала выполняют пластическое деформирование прилегающих к сварному шву участков путем приложения необходимого для деформирования усилия с обеих сторон сварного соединения, а затем - пластическое деформирование шва.
2. Способ по п. 1, отличающийся тем, что деформирование прилегающих к сварному шву участков осуществляют дискретно с последоватeльно-поступатeльным смещением мест приложения усилия деформирования.
3. Способ по пп. 1, 2, отличающийся тем, что нагрев и пластическое деформирование с каждой из сторон шва осуществляют поочередно.
4. Способ по пп. 1-3, отличающийся тем, что нагрев и пластическое деформирование участков, прилегающих к сварному шву, выполняют одновременно вдоль всей поверхности.
5. Способ по пп. 1-4, отличающийся тем, что пластическое деформирование осуществляют путем последовательного обжатия в направлении продольной оси шва.
6. Способ по пп. 1-5, отличающийся тем, что пластическое деформирование осуществляют с дискретным увеличением степени деформации.
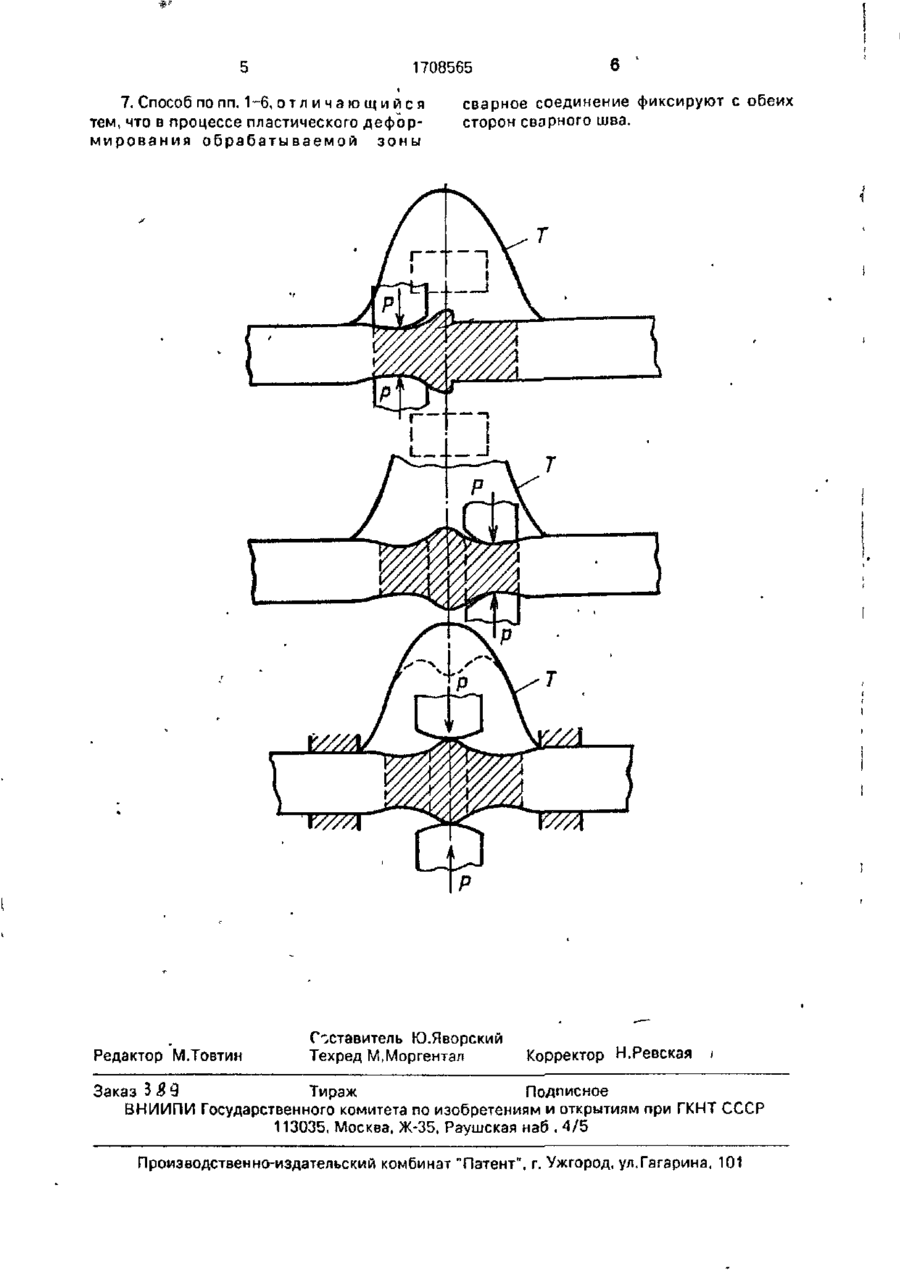
7. Способ по пп. 1-6, отличающийся тем, что в процессе пластического деформирования обрабатываемой зоны сварное соединение фиксируют с обеих сторон сварного шва.
Текст
Изобретение относится к сварке, в частности к способам термомеханической об Изобретение относится к способам послесварочной обработки сварных соединений, в частности к термомеханической обработке, и может найти применение в различных отраслях промышленности, например на металлургических предприятиях в технологических линиях производства проката из легированных сталей, склонных к охрупчивзнию шва и зоны термического влияния. . Известны способы термомеханической обработки, которые применяются для улучшения эксплуатационных свойств сварных соединений, путем пластического деформирования металла шва и околошовной зоны в горячем состоянии. работки сварных соединений, и может найти применение в различных отраслях машиностроения. Цель изобретения - повышение эксплуатационных характеристик свзрных соединений из охрупчивающихся после сварки материалов. Способ осуществляют следующим образом Сначала выполняют пластическое деформирование прилегающих к сварному шву участков. Для этого прикладывают усилие деформирования с обеих сторон сварного соединения. Затем осуществляют пластическое деформирование сварного шва. Благодаря этому осуществляют предварительное "залечивание" микродефектов. За счет непрерывного или дискретного перемещения металла из очагов деформирования в направлении положительного градиента температур происходит формообразование "волны", которую сглаживают при повторном деформировании. 6 з.п. ф-лы. 1 ил. Основным недостатком, присущим прототипу, является одновременное деформирование в горячем состоянии шва и прилегающей к нему зоны термического влияния. Как показывают опыты, для термически охрупчиваемых и разупрочняемых материалов механизм деформирования, присущий прототипу, малоэффективен, поскольку сварное соединение характеризуется наличием широкой гаммы переходных структур. При этом общий режим нагрева и обжатия не обеспечивает требуемого для охрупчиваемых участков индивидуального подхода и соответствующего характера перемещения металла в очагах деформирования. Этот недостаток иллюстрируется на примере обработки сварных соединений из ел 1708565 трансформаторной стали с повышенным пластическое деформирование прилегаюсодержанием кремния (3,5...4,8%). Сварщих к сварному шву участков путем прилоные соединения из этой стали в состоянии жения необходимого для деформирования после сварки характеризуются значительусилия с обеих сторон сварного соединения, ной грубозернистостыо в зоне термическо- 5 а затем - пластическое деформирование го влияния и наличием по границе зерен шва. Благодаря этому осуществляют предвыделений силицидных и карбидных фаз, варительное "залечивание" микродефектов. устойчивых при повышенных температурах. За счет непрерывного или дискретного пеВ таком сочетании создаются благоприятремещения металла из очагов деформироные условия для возникновения микроде- 10 вания в направлении положительного фектов, снижающих в несколько раз ( ** 10) градиента температур происходит формопластичность и вязкость по сравнению с образование "волны" (местного утонения и основным металлом утолщения), которая сглаживается при поКак показывают опыты, на участках с вторном обжатии, устраняющем местные охрупченной структурой для "залечивания" 15 утонения, Дискретное перемещение металмикродефектоз и повышения пластических ла в зону формирования вершины волны свойств металла необходима увеличенная может осуществляться со смещением мест по сравнению с другими зонами степень нагрева и обжатия. деформации. В то же время в сварных соеПредлагаемый способ иллюстрируется динениях зачастую недопустимо наличие 20 чертежом. мест с локальным уменьшением толщины. В связи с этим необходимо создавать Формула изобретения условия для возвратного перемещения ме1. Способ термомеханической обраталла на утоненные участки. Принятая в прототипе схема деформирования не обес- 25 ботки сварных соединений, при котором печивает такого протекания процесса обраосуществляют нагрев и пластическое деформирование сварного соединения в горяботки. Кроме того, при термомеханической чем состоянии, о т л и ч а ю щ и й с я тем, что, обработке сварных соединений осуществс целью повышения эксплуатационных халяют локальный, преимущественно индукционный нагрев шва и прилегающих к нему 30 рактеристик сварных соединений из охрупчивающихся после сварки материалов, участков. При ЭТОЕИ температурное поле на сначала выполняют пластическое деформиучастке, предназначенном для обработки, рование прилегающих к сварному шву учахарактеризуется наличием зоны, в которой стков путем приложения необходимого для температура имеет максимапьное значение с довольно резким ее снижением за преде- 35 деформирования усилия с обеих сторон сварного соединения, а затем - пластичелами поперечного сечения индуктирующего ское деформирование шва. провода. Сварные соединения в большинстве 2. Способ п о п . 1 , о т л и ч а ю щ и й с я тем, что деформирование прилегающих к случаев имеют швы с усилением. В процессе обжатия характерном для прототипа ме- 40 сварному шву участков осуществляют дискретно с последовательно-поступательным талл усиления при локальном нагреве будет смещением мест приложения усилия дефорчастично перемещаться на участки с понимирования. женной температурой, образуя при этом на3. Способ по пп 1, 2, о т л и ч а ю щ и йплывы (закаты). Обжатие металла в зоне локального на- 45 с я тем, что нагрев и пластическое деформирование с каждой из сторон шва осуществгрева по известной схеме (с прокаткой шва ляют поочередно. в поперечном направлении) осуществляют с 4. Способ по пп.1-3, о т л и ч а ю щ и й односторонне направленным перемещенис я тем, что нагрев и пластическое деформием сварного соединения относительно обжимного инструмента (валков). При этом 50 рование участков, прилегающих к сварному шву, выполняют одновременно вдоль всей формируются закаты и создаются условия, поверхности. блаюприятствующие развитию микроде5. Способ по пп.1-4, о т л и ч а ю щ и й фектов в зоне, где прокатка осуществляется с я тем, что ппвстическое деформирование в управлении спада температуры. С целью устранения указанных недо- 55 осуществляют путем последовательного обжатия в направлении продольной оси шва. статков в предлагаемом способе термоме6. Способ по пп.1-5, о т л и ч а ю щ и й ханической обработки, при котором с я тем, что пластическое деформирование производят локальный нагрев и пластичеосуществляют с дискретным увеличением ское деформирование шва и зоны термистепени деформации. ческого влияния, сначала выполняют \ 1708565 7. Способ по пп. 1 -6, о т л и ч а ю щ и й с я тем, что в процессе пластического деформ и р о в а н и я обрабатываемой зоны сварное соединение фиксируют с обеих сторон сварного шва. г Редактор М.Товтин Составитель Ю.Яворский Техред М.Моргентал Корректор Н.Ревская Заказ 3 # 9 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб . 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thermomechanical treatment of welded joints
Автори англійськоюPaton Borys Yevhenovych, Yavorskyi Yurii Denysovych, Lebediev Volodymyr Kostiantynovych, Yuschenko Konstiantyn Andriiovych, Bystranovskyi Serhii Petrovych
Назва патенту російськоюСпособ термомеханической обработки сварных соединений
Автори російськоюПатон Борис Евгеньевич, Яворский Юрий Денисович, Лебедев Владимир Константинович, Ющенко Константин Андреевич, Быстрановский Сергей Петрович
МПК / Мітки
МПК: B23K 28/00
Мітки: обробки, з'єднань, термомеханічної, зварних, спосіб
Код посилання
<a href="https://ua.patents.su/4-4956-sposib-termomekhanichno-obrobki-zvarnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Спосіб термомеханічної обробки зварних з’єднань</a>
Спосіб обробки вибухом зварних металоконструкцій
Номер патенту: 103
Опубліковано: 30.04.1993
Автори: Солнцев Ігор Васильович, Бризгалін Андрій Геннадійович, Прохоров Володимир Володимирович, Петушков Володимир Георгийович, Первой Віталій Михайлович, Борисенко Віталій Олександрович, Титов Вадим Олександрович
МПК: B23K 28/00
Мітки: металоконструкцій, обробки, спосіб, зварних, вибухом
Формула / Реферат:
1. Способ обработки взрывом сварных металлоконструкций, при котором шнуровой заряд взрывчатого вещества изготавливают в виде периодической кривой, располагают его симметрично относительно обрабатываемого шва, и осуществляют инициирование с помощью проводника детонации, отличающийся тем, что проводник детонации устанавливают на поверхность металла по одну сторону заряда в контакте с вершинами его периодической кривой.2. Способ по п. 1,...
Спосіб зменшення кутових залишкових деформацій зварних з’єднань
Номер патенту: 78
Опубліковано: 30.04.1993
Автори: Титов Вадим Олександрович, Петушков Володимир Георгийович, Борисенко Віталій Валентинович, Первой Віталій Михайлович, Бризгалін Андрій Геннадійович, Солнцев Ігор Васильович
МПК: B23K 28/00
Мітки: залишкових, деформацій, спосіб, зменшення, кутових, з'єднань, зварних
Формула / Реферат:
Способ уменьшения угловых остаточных деформаций, преимущественно листовых металлоконструкций, при котором осуществляют взрывную обработку сварных соединений, для чего заряды взрывчатого вещества (ВВ) располагают на выпуклой поверхности сварного соединения и два заряда ВВ на вогнутой стороне симметрично относительно оси сварного шва и на расстоянии L от верхнего заряда ВВ, равномгде L0 - экспериментально определяемый параметр,...
Спосіб термомеханічної обробки арматурної сталі
Номер патенту: 3203
Опубліковано: 26.12.1994
Автори: Гончар Володимир Павлович, Крупнік Леонід Ісаакович, Филонов Юрій Всеволодович, Сапригін Хразален Михайлович, Енвальд Анатолій Васильович, Крупник Ісаак Абрамович, Зосименко Валерій Дмитрович, Гавриленко Євген Дмитрович
Мітки: сталі, арматурної, термомеханічної, обробки, спосіб
Формула / Реферат:
Способ термомеханической обработки арматурной стали, включающий аустенизацию заготовки, прокатку в калибрах и ускоренное охлаждение раската, отличающийся тем, что аустенизацию заготовки проводят при температуре 1150—1000 °C, черновую прокатку в калибрах завершают переобжатием прикромочных участков сечения полосового раската, превышающим на 11—30% коэффициент обжатия центрального участка, затем подстуживают переобжатые участки раската до...
Спосіб механіко-хіміко-термічної обробки металів та сплавів
Номер патенту: 5104
Опубліковано: 28.12.1994
Автори: Тишкевич Віктор Михайлович, Докторович Едуард Леонідович, Ворона Сергій Петрович, Фальченко Віталій Митрофанович, Мазанко Володимир Федорович
МПК: C23C 8/08
Мітки: металів, спосіб, сплавів, механіко-хіміко-термічної, обробки
Формула / Реферат:
Способ механико-химико-термической обработки металлов и сплавов, включающий насыщение элементом покрытия, нагрев и импульсную деформацию поверхностного слоя, отличающийся тем, что, с целью повышения износостойкости и коррозионной стойкости, насыщение и импульсную деформацию повторяют многократно с энергией импульса 103-107 Дж/м2, причем плотность энергии импульса на первой стадии деформации составляет 107-1011Вт/м и возрастает...
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Танічев Олексій Григорійович, Фурса Віталій Григорович, Іванов Євген Іванович, Коломенський Володимир Констянтинович, Осоченко Іван Мойсейович, Соболевський Едуард Йосипович, Дейнека Анатолій Якович, Стома Генріх Францевич, Андреєв Юрій Петрович, Котов Ігор Іванович
МПК: B21C 37/06
Мітки: діаметру, зварних, калібрування, спосіб, труб, великого, двошовних
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...