Спосіб очистки литва від формувальної суміші
Номер патенту: 21324
Опубліковано: 15.03.2007
Автори: Шкода Віталій Антонович, Барчан Євгеній Миколайович, Андріяш Олександр Сергійович, Ігнатенко Сергій Володимирович

Формула / Реферат
Спосіб очистки литва від формувальної суміші, який полягає в установленні кома з литвом на жолоб транспортера, в переміщенні кома з литвом по жолобу транспортера до віброгрохота під дією штовхача, у вибиванні литва на решітці віброгрохота, який відрізняється тим, що штовхач переміщує ком з литвом по жолобу транспортера зі змінною швидкістю, при цьому швидкість переміщення штовхача до досягнення переднім торцем кома решітки віброгрохота є максимальною, швидкість штовхача, при подальшому його ході, який за величиною дорівнює 0,1-0,25 початкової довжини кома під час установлення його на жолоб транспортера, складає 0,075-0,16 максимальної його швидкості, швидкість штовхача при подальшому його ході, який за величиною дорівнює 0,25-0,75 початкової довжини кома, складає 0,25-0,5 максимальної швидкості, швидкість штовхача при подальшому його переміщенні до межі "жолоб транспортера - решітка віброгрохота" складає 0,075-0,16 максимальної швидкості.
Текст
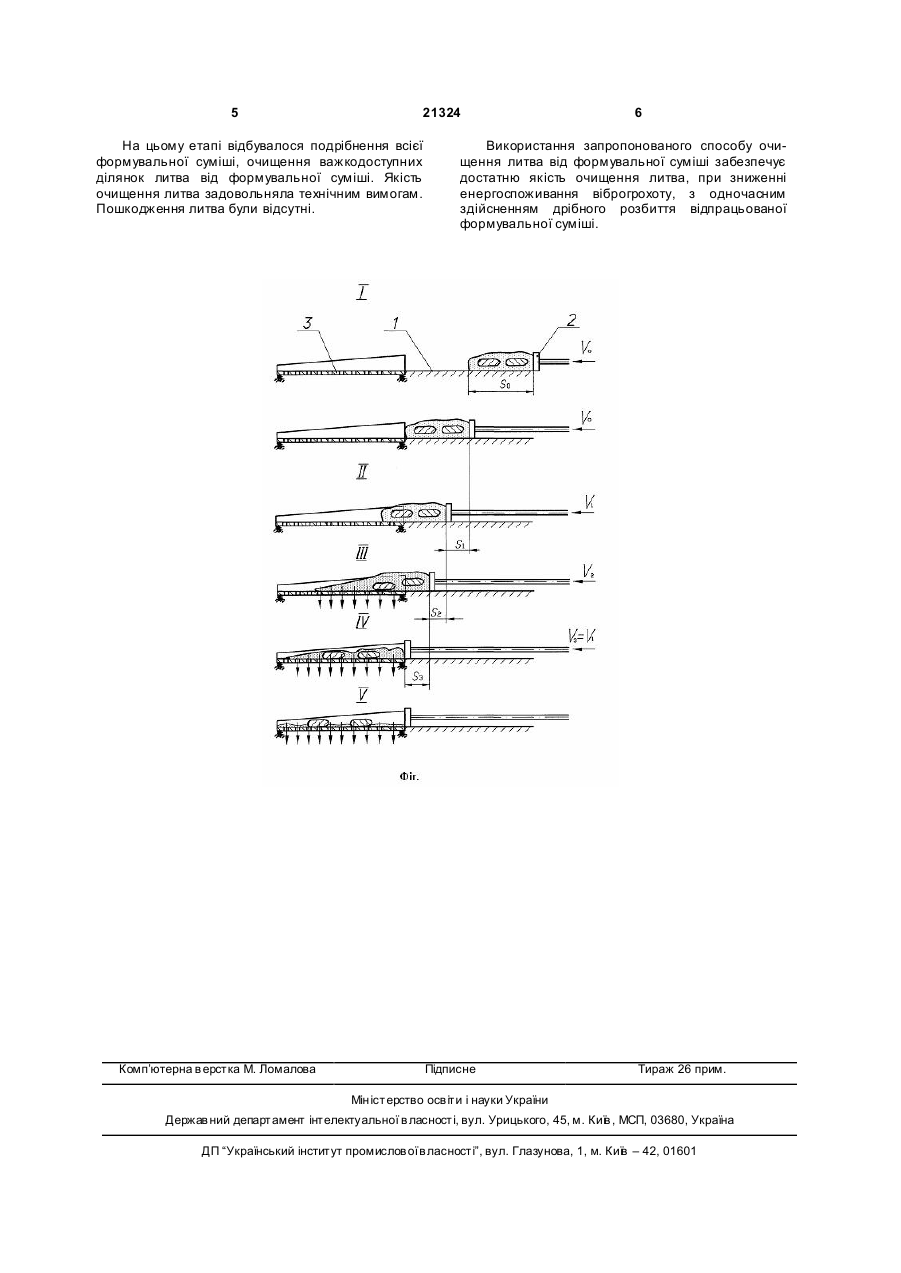
Спосіб очистки литва від формувальної суміші, який полягає в установленні кома з литвом на жолоб транспортера, в переміщенні кома з литвом по жолобу транспортера до віброгрохота під дією штовхача, у вибиванні литва на решітці віброгрохота, який відрізняється тим, що штовхач пере 3 21324 штовхача при подальшому його ході, який за величиною дорівнює 0,1-0,25 початкової довжини кома під час установлення його па жолоб транспортера, складає 0,05-0,16 максимальної його швидкості, швидкість штовхача при подальшому його ході, який за величиною дорівнює 0,25-0,75 початкової довжини кома складає 0,25-0,5 максимальної швидкості і швидкість штовхача при подальшому його переміщенні до межі «жолоб транспортеравіброгрохот» складає 0,075-0,16 максимальній швидкості. Для пояснення суті корисної моделі на Фіг. схематично показано поетапне просування кома з литвом на віброгрохот. Спосіб реалізується за допомогою жолоба 1 транспортера, штовхача 2, віброгурохоту з решіткою 3. Ком 4 з литвом установлюють на жолобі 1 транспортера. При установленні на жолоб 1 довжина кома 4 разом з литвом складає S0. Процес очищення литва від формувальної суміші включає п'ять етапів. І етап. Дією штовхача 2 па ком 4, ком 4 переміщують по жолобу 1 до решітки 3 віброгрохоту із швидкістю V0 до досягнення переднім торцем кома 4 решітки 3 віброгрохота. Під час цього переміщення практично не змінюються габаритні розміри кома 4. II етап. Дією штовхача 2 на ком 4, ком 4 переміщують далі по жолобу 1. При цьому хід S1 штовхача 2 дорівнює (0,10-0,25)S0, а швидкість V1 переміщення дорівнює (0,075-0,16)V0. Через це переміщення на решітку 3 надходить (0,10-0,25) об'єму кома 4 з литвом. На цьому стані формувальна суміш, яка надходить на решітку 3 ще є щільною і подрібнення її на дрібні грудки є утрудненим, тому доцільним є збільшення часу перебування частини кома 4 на решітці 3, що досягається зниженням швидкості переміщення кома до значення V1 . Зниження швидкості V1 нижче зазначення 0,075V0 не забезпечує просування кома 4 на решітці 1, що збільшує тривалість процесу очищення, веде до збою роботи механізмів штовхана 2 і їх швидкому зносу. Збільшення швидкості V1 вище за значення 0,16V0 веде до швидкого просування кома 4 на решітку 3, що збільшує об'єм формувальної суміші на початковому стані його руйнування, чим знижує результат подріблення. При зменшенні ходу S1 штовхача менше, ніж 0,10S0, не забезпечується практично надходження кома 4 на віброрешітку 1, а при збільшенні ходу S1 штовхача більш ніж 0,25S0, збільшується об'єм надходження формувальної суміші на решітку 1, чим ускладнюється його руйнування, і різко збільшується асиметричне навантаження на опори віброрешітки 1. На цьому етані зменшується щільність формувальної суміші, площа її розміщення на формувальній решітці починає збільшуватися, а товщина шару зменшуватися. III етап. Дією штовхача 2 на ком 4, переміщують ком 4 далі по жолобу 1. При цьому хід S2 штовхача 2 дорівнює (0,25-0,75)S0, а швидкість V2 переміщення дорівнює (0,25-0,5)V0. Внаслідок цього переміщення на решітці 3 розміщується до 0,75 об'єму кома 1. Цей об'єм 4 кома 1 включає литво, тому товщина шару формувальної суміші менша, внаслідок чого ком 4 руйнується ефективніше. Зниження швидкості переміщення V2 нижче 0,25V0 є недоцільним, а збільшення швидкості V2 ви ще 0,5V0 неефективним. Збільшення ходу S2 штовхача більше 0,75S0 веде до того, що на решітці 3 розміщується майже повний об'єм кома, який включає і його задню частину, ущільнену аналогічно передній частині, з товстим шаром формувальної суміші і при швидкостях штовхача, які є на цьому етапі, не можливо забезпечити достатній ступінь подрібнення суміші. IV етап. Дією штовхача 2 ком 4 переміщують далі по жолобу 1. При цьому хід S 3 штовхача 2 дорівнює 0,25S0, а швидкість V3 переміщення штовхача, а, отже, і кома 4, дорівнює 0,075-0,16V0. Внаслідок нього переміщення на решітці 3 розташовується повний об'єм кома 4, тобто на цьому етані в зону очищення на решітку 3 надходить і задня частина кома з товстим шаром формувальної суміші. А оскільки швидкість переміщення кома 4 на цьому етапі знижується, то дія віброгрохоту на ком 4 продовжується, і відбувається руйнування задньої частини кома, подрібнення очищення формувальної суміші, яка надійшла на попередніх станах очищення, суміш розподіляється по всій площині решітки 3. Па V етапі проводять остаточне очищення литва, подріблення формувальної суміші на дрібні фракції. Приклад конкретного виконання способу. Па жолоб 1 транспортера подають ком з литвом. Вага кома з литвом складає 8,2-8,5т. Габаритні розміри кома при установленні: висота 1,0м ширина 1,7м довжина S0 3,0м довжина жолоба транспортера 6,5м Габаритні розміри решітки віброгрохоту: довжина 6,0м ширина 1,90м І етап: швидкість V0 переміщення штовхача до досягнення переднім торцем кома решітки віброгрохоту V0 - 4,8м/хв; II етап: хід штовхача S 1 - 0,45м; швидкість штовхана V1 - 0,6м/хв. На цьому етапі відбувалося розтріскування, викришування, відділення формувальної суміші з переднього торця кома, зверху, з бічних частин. III е тап: хід штовхача S2 - 2,1м; швидкість штовхача V2 - 1,3м/хв. На цьому стані відбувалося подріблення формувальної суміші, яка просиналася на решітку на II стані, відбувалося викришування шару формувальної суміші, практично відбувалося роздягання литва від формувальної суміші. IV етап: хід штовхача S3 - 0,45м; швидкість штовхача V3 - 0,6м/хв. На цьому етапі відбувалося подрібнення формувальнoї суміші, яка просиналася на решітку на II, ІІІ е тапах, відділення формувальної суміші із заднього торця кома, очищення стінок литва, які звільнилися від залишків формувальної суміші. V е тап: тривалість цього стану складає 1,5хв. 5 21324 На цьому етапі відбувалося подрібнення всієї формувальнoї суміші, очищення важкодоступних ділянок литва від формувальної суміші. Якість очищення литва задовольняла технічним вимогам. Пошкодження литва були відсутні. Комп’ютерна в ерстка М. Ломалова 6 Використання запропонованого способу очищення литва від формувальної суміші забезпечує достатню якість очищення литва, при зниженні енергоспоживання віброгрохоту, з одночасним здійсненням дрібного розбиття відпрацьованої формувальної суміші. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for removal of molding sand from castings
Автори англійськоюBarchan Yevhenii Mykolaiovych, Shkoda Vitalii Antonovych
Назва патенту російськоюСпособ очистки литья от формовочной смеси
Автори російськоюБарчан Евгений Николаевич, Шкода Виталий Антонович
МПК / Мітки
МПК: B22D 29/00
Мітки: суміші, литва, формувальної, очистки, спосіб
Код посилання
<a href="https://ua.patents.su/3-21324-sposib-ochistki-litva-vid-formuvalno-sumishi.html" target="_blank" rel="follow" title="База патентів України">Спосіб очистки литва від формувальної суміші</a>
Установка для розвантаження формувальної суміші
Номер патенту: 20108
Опубліковано: 15.01.2007
Автори: Панібратова Наталія Олександрівна, Шкода Віталій Антонович, Ігнатенко Сергій Володимирович, Барчан Євгеній Миколайович
МПК: B65G 65/34
Мітки: суміші, розвантаження, формувальної, установка
Формула / Реферат:
Установка для розвантаження формувальної суміші, що містить вібраційний транспортер, установлений над ним бункер-живильник з вібратором, бункер-живильник виконаний у вигляді двох торцевих стінок і двох бічних стінок, на бічних стінках установлена вісь з поворотною стулкою, яка відрізняється тим, що розвантажувальний отвір бункера-живильника розташовано над початковою ділянкою вібраційного транспортера, і одна з торцевих стінок...
Спосіб згущування формувальної суміші
Номер патенту: 52810
Опубліковано: 15.01.2003
Автори: Подуздіков Олександр Федорович, Ковригін Олег Степанович
МПК: B22C 15/00
Мітки: суміші, формувальної, спосіб, згущування
Формула / Реферат:
1. Спосіб згущування формувальної суміші, при якому на модельну плиту установлюють опоку з наповнювальною рамкою, здійснюють їх засипку формувальною сумішшю, розміщують на приготовленому комплекті імпульсну головку і одночасно заповнюють попередньо стиснутим газом її робочу камеру і камеру управління запірним клапаном, після чого здійснюють примусове скинення стиснутого газу з камери управління запірного клапана в атмосферу, а з робочої...
Пристрій для ущільнення формувальної суміші
Номер патенту: 18901
Опубліковано: 15.11.2006
Автори: Субота Анатолій Максимович, Кулік Анатолій Степанович, Симонов Володимир Федорович, Костриця Ольга Андріївна
МПК: B22C 15/00
Мітки: ущільнення, пристрій, суміші, формувальної
Формула / Реферат:
Пристрій для ущільнення формувальної суміші, що містить робочий стіл, ударний механізм з амортизатором, колоду, опоку з формувальною сумішшю, який відрізняється тим, що колода зафіксована усередені опоки поверх формувальної суміші пружними затискачами, з'єданими з корпусом опоки, жорстко закріпленої на робочому столі, котрий установлений на пружному підвісі і має по обидві сторони ударні механізми, які складаються з пуансона з амортизатором,...
Спосіб відновлення відпрацьованої формувальної суміші
Номер патенту: 25970
Опубліковано: 26.02.1999
Автор: Піо ФУМАГАЛЛІ
МПК: B22C 5/00
Мітки: відпрацьованої, спосіб, відновлення, суміші, формувальної
Формула / Реферат:
1. Способ восстановления отработанной формовочной смеси, содержащей органические и углеродистые вещества, путем ее обжига, включающий загрузку отработанной формовочной смеси в емкость, подачу в основание емкости струи газа с равномерным ее распределением по всей массе обрабатываемой смеси, создание фронта пламени в массе формовочной смеси наверху емкости за счет направления запального пламени на верхнюю поверхность массы формовочной смеси,...
Теплоізоляційне покриття для металевих форм відцентрового литва чавунних відливок
Номер патенту: 40169
Опубліковано: 16.07.2001
Автор: Вощенко Олександр Іванович
МПК: B22D 13/10, B22D 7/10
Мітки: теплоізоляційне, форм, чавунних, литва, покриття, металевих, відцентрового, відливок
Формула / Реферат:
Теплоізоляційне покриття для металевих форм відцентрового литва чавунних відливок, яке включає вогнетривкий наповнювач кізельгур, закріплювач бентоніт, порошок декстрину, натрій фосфорнокислий, тальк молотий та воду, яке відрізняється тим, що воно, додатково, містить аморфний графіт при наступному співвідношенні інгредієнтів: кізельгур порошкоподібний 76,0 - 84,0 бентоніт активований ...
Попередній патент: Вантажопідйомний захоплювач
Наступний патент: Спосіб розробки газоконденсатного покладу
Випадковий патент: Спосіб одержання a-галактозидази