Спосіб одночасного травлення та знежирювання деталей з чорних металів
Номер патенту: 21427
Опубліковано: 02.12.1997
Автори: Кравець Валентин Васильович, Беспалько Олег Петрович, Грищенко Наталія Валентинівна
Формула / Реферат
Способ одновременного травлення и обезжиривания деталей из черных металлов, включающий погружение детали в раствор, содержащий серную кислоту и сульфонол, выдерживание детали в растворе до полной обработки, отличающийся тем, что обработку детали производят при перемешивании и температуре окружающей среды в растворе, содержащем следующие компоненты, г/л:
Серная кислота 200-300
Натрий хлористый 20 -50
Сульфонол 5-10
Текст
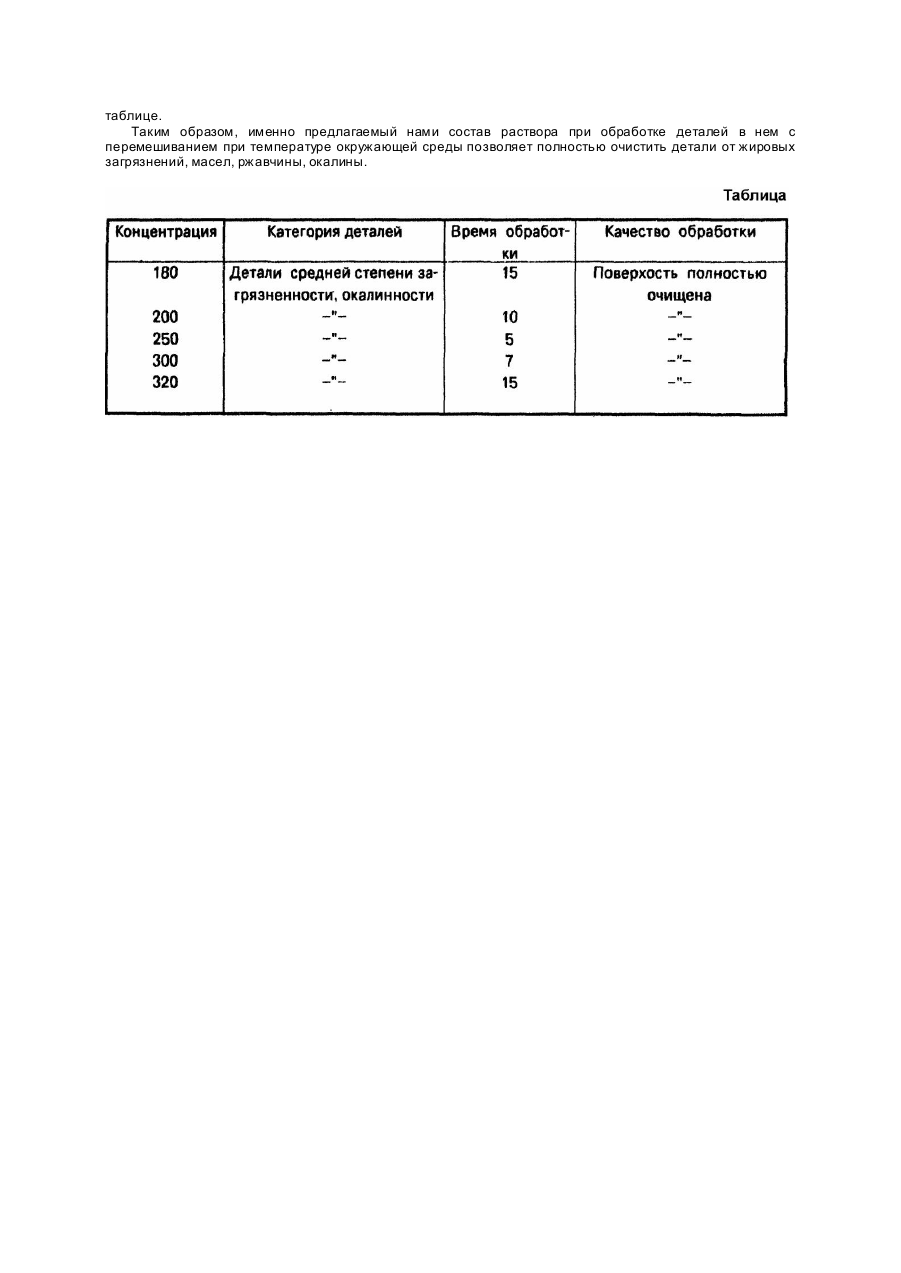
Изобретение относится к способам химической и гальванохимической обработки металлов и может широко использоваться в машиностроении, а также во всех областях, где необходима очистка стальных и чугунных поверхностей от жиров, ржавчины и окалины. Известен способ одновременного обезжиривания и травления (Гинберг А.М., Иванов А.Ф., Кравченко Л.Л. Гальванотехника. - М.: Ме таллургия, 1987. - С.114). При этом детали погружают в раствор или подвергают струйной обработке. Раствор имеет следующий состав, г/л: Серная кислота (1,84) 150 Вспомогательное вещество ОП-7 3-5 Тиомочевина 1-3 Раствор нагревают до температуры 60 - 70°C. Однако, нагревание травящего и обезжиривающего растворов не всегда удобно при работе, требует дополнительных энергозатрат и оборудования. Известен также способ одновременного обезжиривания и травления, принятый нами за прототип (Гинберг А.М., Иванов А.Ф., Кравченко Л.Л. Гальванотехника. - М.: Металлургия, 1987. - С.115). В этом способе детали погружают в раствор или подвергают их стр уйной обработке. Раствор содержит следующие компоненты, г/л: Серная кислота 150 Соляная кислота 60 Сульфонол 3-5 Температура раствора при обработке 60 - 70°C. Продолжительность обработки 3 - 5 минут. При совмещении обезжиривания и травления длительность обработки значительно меньше, чем при раздельном обезжиривании и травлении. Недостатком данного способа является то, что раствор необходимо нагревать для получения его достаточной активности, т.е. требуется дополнительное оборудование и дополнительные затраты энергии. В основу изобретения поставлена задача усовершенствования способа одновременного травления и обезжиривания деталей из черных металлов, в котором предложен состав раствора, и обработка происходит при температуре окружающей среды и перемешивании, при этом обеспечивается высокая суммарная активность действующи х агентов: серной кислоты, хлористого натрия и сульфонола, и за счет этого повышается качество обработки материалов и экономичность способа. Поставленная задача решается тем, что в способе одновременного травления и обезжиривания деталей из черных металлов, включающем погружение детали в раствор, содержащий серную кислоту и сульфонол, выдерживание детали в растворе до полной обработки, согласно изобретению, обработку детали производят при перемешивании и температуре окружающей среды в растворе, содержащем следующие компоненты, г/л: Серная кислота 200 - 300 Натрий хлористый 20 - 50 Сульфонол 5 - 10 Можно производить обработку при перемещении самих деталей. Причинно-следственная связь между предлагаемыми признаками и достигаемым результатом заключается в следующем. Современные масла, которые являются основными жировыми загрязнителями деталей, имеют настолько прочную химическую стр уктур у, что щелочные растворы их не разлагают. Во многих случаях стало неэффективно и поэтому нецелесообразно предварительно обрабатывать детали в традиционных горячих щелочных растворах для обезжиривания. Вместо этого экспериментально доказана эффективность удаления жиров при помощи эмульгаторов, например, сульфонола, уротропина и др. Поскольку же эти эмульгаторы устойчивы в кислой среде, возникает идея ввести их сразу в травильный раствор. Таким образом, было объединено 2 процесса в одном: травление и обезжиривание. В промышленности эти растворы составляют или на основе серной кислоты, или на основе соляной. Из-за более низкой стоимости, бездефицитности и меньшего расхода в промышленности почти повсеместно применяют для травления черных металлов растворы серной кислоты, хотя имеет определенные преимущества и травление в растворах соляной кислоты. Главное же отличие между двумя растворами следующее. Эффект травления в серной кислоте возрастает с повышением температуры, а при низких температурах - с ростом концентрации. Для соляной же кислоты концентрация играет более существенную роль, чем температура. Нами же был выбран раствор на основе серной кислоты, но включающий хлор-ионы, которые при ионном обмене в кислой среде дают образование некоторой части соляной кислоты. Таким образом, мы получаем за счет введения простого, дешевого, недефицитного компонента - хлористого натрия эффективно действующий раствор, сочетающий в себе преимущества как сернокислого, так и солянокислого растворов. Итак, предложен способ, в котором детали погружают в раствор при комнатной температуре. При этом в состав раствора входит эмульгатор - сульфонол для обезжиривания, серная кислота, как основной травитель для обработки самого металла, и хлористый натрий, который дает ионы хлора, образующие в кислой среде соляную кислоту - агент, действующий непосредственно на окислы железа, т.е. ржавчину и окалину. Основная суть предлагаемого способа обработки металлов заключается в том, что на поверхность металлов действуют разнообразные агенты: серная кислота, ионы хлора, сульфонол по следующим реакциям: серная кислота взаимодействует с металлом по следующей реакции Fe + H2SO 4 ® FeSO 4 + H2. При этом оголяются и осветляются наименее пораженные ржавчиной и окалиной участки поверхности. Чрезмерное же перетравливание тормозится частично наличием жира или масла на поверхности, частично действием эмульгатора сульфонола, который действуе т как ингибитор. Однако при этом как пузырьки водорода, так и блокирующие поверхность частички эмульгатора способствуют отделению и отрыву жира от поверхности металла. Ионы хлора действуют, во-первых, как активаторы на поверхности металла, во-вторых, соединяясь с ионами водорода дают соляную кислоту. Эта кислота действует на поверхность металла по другому механизму, чем серная кислота, а именно 2HCl + FeO ® FeCl2 + H2O 6HCl + Fe2O3 ® 2FeCl3 + 3H 2O 8HCl + Fe3O4 ® 2FeCl3 + FeCl2 + 4H 2O. Т.е. имеет место прямое действие на соединения ржавчины и окалины. Если же учесть, что все агенты и кислоты, и эмульгатор действуют одновременно, нетрудно представить, что в результате имеем эффект полного очищения поверхности от слоев ржавчины и окалины. Кроме того, окисляющая серная кислота действует на маленькие участки поверхности, которые содержат очень прочные соединения, не разлагающиеся под действием других агентов. Таким образом, предложенный состав раствора дает возможность в холодном состоянии при перемешивании полностью очистить за приемлемый технологический период (5 - 10мин) поверхности деталей из черных металлов, имеющих значительные слои жировых загрязнений, масел, в т.ч. и консервирующи х, а также ржавчины и окалины. Предлагаемый раствор прост по составу, не содержит особенно дорогих или дефицитных компонентов, а также особенно вредных соединений. Этот состав раствора содержит следующие компоненты, г/л: Серная кислота 200 - 300 Натрий хлористый 20 - 50 Сульфонол 5 - 10 Пределы концентрации серной кислоты в заявляемом способе взяты 200 - 300г/л -это интервал концентраций максимальной скорости растворения металла в сернокислом растворе при комнатной температуре. Если взять концентрацию ниже 200г/л, для достаточного протравливания поверхности потребуется более длительное время, то же имеет место при концентрации более 300г/л. То есть, скорость травления с увеличением концентрации серной кислоты возрастает до концентрации 200г/л, до 300г/л остается такой же, а при дальнейшем росте концентрация падает. По экспериментальным данным такая же скорость травления черных металлов, как в растворах серной кислоты, наблюдается в растворе соляной кислоты концентрации 20 - 30г/л. При пересчете по хлору на эквивалентное количество хлористого натрия выходим на концентрацию порядка 30 - 45г/л. При проведении опытов эта концентрация по крайним значениям расширена, было принято - 20 - 50г/л хлористого натрия. При концентрации меньше 20г/л соляная кислота будет меньше участвовать в травлении в смеси с сернокислым раствором, при концентрации NaCl более 50г/л будет наоборот превалировать. Естественно, что преимущественное участие одного из травителей нежелательно, поскольку тогда не реализуется до конца потенциал второго, более слабого травителя. Поэтому указанные концентрации обоснованно приняты оптимальными. Экспериментально была определена и концентрация сульфонола. В состав раствора входит 5 - 10г/л сульфонола. 5г/л - это минимальное достаточное количество при обработке слабо и средне зажиренных деталей, концентрация 10г/л достаточна для сильно зажиренных деталей. Данная концентрация эмульгатора сульфонола подобрана таким образом, что он одновременно является ингибитором растворения железа в кислоте. Здесь имеет место эффект предотвращения чрезмерного растворения железа, которое привело бы к непродуктивным затратам как металла, так и раствора. Таким образом, применение предлагаемого способа одновременного травления и обезжиривания деталей из черных металлов при температуре окружающей среды в предлагаемым составе раствора при перемешивании или перемещении в нем деталей позволяет получить технический результат, заключающийся в высокой суммарной активности действующих агентов: серной кислоты, натрия хлористого и сульфонола. Способ одновременного травления и обезжиривания деталей из черных металлов заключается в следующем. Детали из черных металлов при температуре окружающей среды помещаются в емкость с раствором, который состоит из следующи х компонентов, г/л: Серная кислота 200 - 300 Натрий хлористый 20 - 50 Сульфонол 5 - 10 Для улучшения эффекта очистки, лучшего отделения с поверхности жировых загрязнений, ржавчины и окалины раствор перемешивается сжатым воздухом или механически (пропеллерной мешалкой или другим приспособлением). Мелкие детали можно просто перемещать в этом растворе. Очистка длится 5 20мин, что удовле творяет общепринятым технологическим нормам для подобных процессов. Поскольку концентрация хлористого натрия выбрана как зависимая от концентрации серной кислоты, рассматриваемые в примерах, составы растворов взяты по последней при одной концентрации хлористого натрия - 50г/л. Концентрация сульфонола - 10г/л. Пример. Детали, имеющие слой жира, ржавчину и окалину при температуре окружающей среды помещаются в емкость с раствором, который состоит из следующи х компонентов, г/л: Серная кислота 250 Натрий хлористый 50 Сульфонол 10 При обработке деталей раствор перемешивается пропеллерной мешалкой. Можно раствор не перемешивать, а перемещать в нем детали. Очистка длится 5 минут. Детали полностью очищены от слоя жира, ржавчины, окалины. Остальные примеры обработки деталей при других концентрациях серной кислоты приведены в таблице. Таким образом, именно предлагаемый нами состав раствора при обработке деталей в нем с перемешиванием при температуре окружающей среды позволяет полностью очистить детали от жировых загрязнений, масел, ржавчины, окалины.
ДивитисяДодаткова інформація
Автори англійськоюKravets Valentyn Vasyliovych, Bespalko Oleh Petrovych, Hryschenko Nataliia Valentynivna
Автори російськоюКравец Валентин Васильевич, Беспалько Олег Петрович, Грищенко Наталья Валентиновна
МПК / Мітки
МПК: B08B 3/08
Мітки: травлення, знежирювання, одночасного, металів, деталей, чорних, спосіб
Код посилання
<a href="https://ua.patents.su/3-21427-sposib-odnochasnogo-travlennya-ta-znezhiryuvannya-detalejj-z-chornikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одночасного травлення та знежирювання деталей з чорних металів</a>
Розчин для травлення силіцидів металів
Номер патенту: 5388
Опубліковано: 28.12.1994
Автори: Ільченко Василь Васильович, Шевчук Петро Павлович, Тарасенко Сергій Олегович
Мітки: розчин, металів, силіцидів, травлення
Формула / Реферат:
Раствор для травления силицидов металлов, преимущественно, для размерного, травления силицидов титана и молибдена на кремниевой основе, содержащий уксусную кислоту, фторидионы, окислитель и воду, отличающийся тем, что он дополнительно содержит ортофосфорную кислоту, в качестве фторидионов-фтористоводородную кислоту, а в качестве окислителя - азотную кислоту, при следующем соотношении ингредиентов (мас. %): Фтористоводородная...
Спосіб одержання концентратів із руд чорних металів
Номер патенту: 3352
Опубліковано: 27.12.1994
Автори: Давидюк Олександр Олександрович, Білоус Володимир Михайлович, Журавльов Фелікс Михайлович, Учитель Сергій Олександрович, Малишєва Татьяна Яковлєвна, Мордакова Ніна Іванівна, Чумак Анатолій Дмитрович, Гілунг Віктор Францевич
МПК: C22B 1/00
Мітки: руд, металів, чорних, одержання, концентратів, спосіб
Формула / Реферат:
Способ получения концентратов из руд черных металлов, включающий приготовление шихты из рудной и нерудной частей, содержащей Са- и Мg-содержащие флюсы, окускование, термообработку в окислительной атмосфере, охлаждение и сепарацию, отличающийся тем, что флюс вводят в шихту в таком количестве и такого состава, чтобы суммарное содержание СаО и МgО в шихте составляло[СаО+МgОН(2,1...3,1)+(4,0...8,7],[Р], % при соотношении,где...
Склад для захисту від корозії чорних металів у нейтральних водних середовищах
Номер патенту: 10400
Опубліковано: 25.12.1996
Автори: Єремєєва Розалія Олексіївна, Толстих Валентина Федорівна, Ольхов Григорій Ромуальдович, Козловська Лілія Сафронівна
МПК: C23F 11/08
Мітки: захисту, водних, нейтральних, середовищах, корозії, металів, чорних, склад
Формула / Реферат:
Состав для защиты от коррозии черных металлов в нейтральных водных средах, содержащий триполифосфат натрия, отличающийся тем, что он дополнительно содержит моноэтаноламин, карбамид, оксозолидон-2 и воду при следующем соотношении компонентов, мас.%:триполифосфат натрия 6,0-8,0моноэтаноламин 15,0-20,0карбамид ...
Склад для травлення кольорових металів

Номер патенту: 5297
Опубліковано: 28.12.1994
Автори: Ганюк Леонід Миколайович, Рябоконь Іван Григорович, Чуйко Олексій Олексійович, Огенко Володимир Михайлович, Ткачук Борис Васильович, Самарська Тетяна Георгіївна
МПК: C23F 1/10
Мітки: металів, травлення, кольорових, склад
Формула / Реферат:
Состав для травления цветных металлов, преимущественно, меди, цинка, алюминия, олова и свинца, включающий активный органический реагент и органический растворитель, отличающийся тем, что он дополнительно содержит высокодисперсный диоксид кремния и алкандиол, в качестве активного органического реагента - соль вердазилия или тетрацианэтилен, а в качестве органического растворителя - метанол или ацетонитрил при следующем соотношении компонентов,...
Агрегат для переробки вторинних чорних металів
Номер патенту: 6736
Опубліковано: 29.12.1994
Автори: Коцюбенко Анатолій Петрович, Пудіков Дмитро Всеволодович, Матюшкин Олександр Михайлович, Зражевський Олександр Данилович, Боровиков Геннадій Федорович, Кулагин Георгій Федорович, Городецький Леонід Миколайович, Рябчий Михайло Євменович, Нечепоренко Володимир Андрійович, Тільга Степан Сергійович, Кузьмінець Любов Миколаївна, Шашіїв Георгій Сергійович, Деревянко Василь Іванович, Макаров Григорій Арестович, Омесь Микола Михайлович
МПК: C21C 1/06
Мітки: переробки, чорних, агрегат, металів, вторинних
Формула / Реферат:
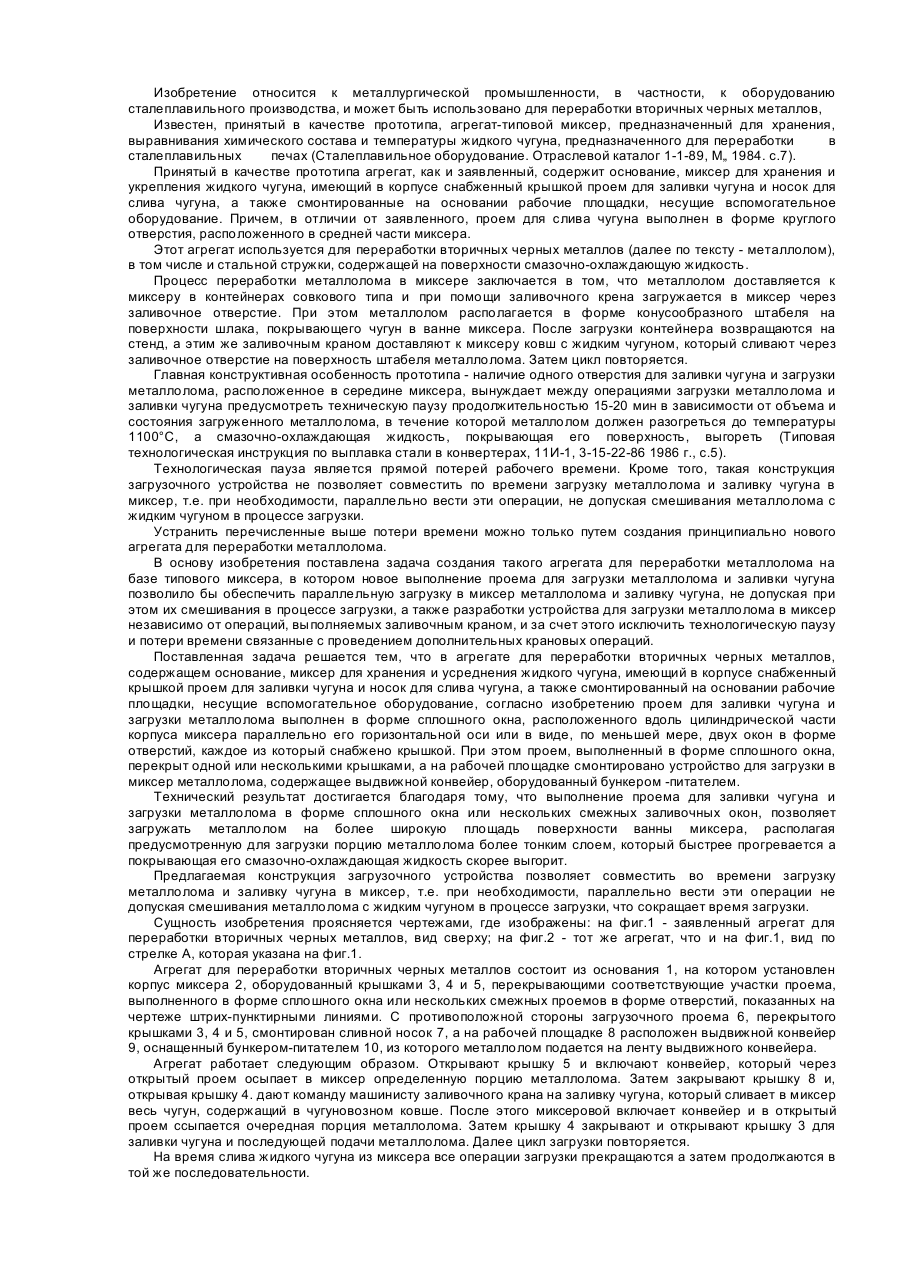
Агрегат для переработки вторичных черных металлов содержит основание, миксер для хранения и усреднения жидкого чугуна, имеющий в корпусе снабженный крышкой проем для заливки чугуна и носок для слива чугуна, а также смонтированные на основании рабочие площадки, несущие вспомогательное оборудование, отличающийся тем, что проем для заливки чугуна и загрузки металлолома выполнен в форме сплошного окна, расположенного вдоль цилиндрической...
Попередній патент: Тканиноеквівалентний детектор малопробіжних заряджених частинок підвищеної міцності
Наступний патент: Спосіб виробництва корму
Випадковий патент: Спосіб лікування загострення хронічного панкреатиту