Спосіб виготовлення зубного імплантата з титану
Номер патенту: 21910
Опубліковано: 30.04.1998
Автори: Прилуцький Валерій Павлович, Лось Валерій Володимирович, Замков Вадим Миколайович, Неспрядько Валерій Петрович
Формула / Реферат
1. Способ изготовления зубного имплантата из титана, включающий механическую и последующую термическую обработки, отличающийся тем, что механической обработкой изготавливают отдельно эндосальную часть имплантата и его головку с шейкой и осуществляют их соединение посредством сварки в инертной среде, причем расстояние от центра сварного соединения до границы зоны термического влияния сварки в шейке составляет от 1,1 до 1,3 расстояния от центра сварного соединения до наиболее удаленного от него деформируемого при установке имплантата сечения шейки, а термическую обработку осуществляют путем охлаждения нагретого при сварке имплантата со скоростью 800-1000°С/с.
2. Способ по п. 1, отличающийся тем, что сварку осуществляют в атмосфере аргона электрической дугой с использованием вольфрамового электрода.
3. Способ по п. 1, отличающийся тем, что сварку осуществляют электронным лучом.
4. Способ по п. 1, отличающийся тем, что сварку осуществляют лазерным лучом.
Текст
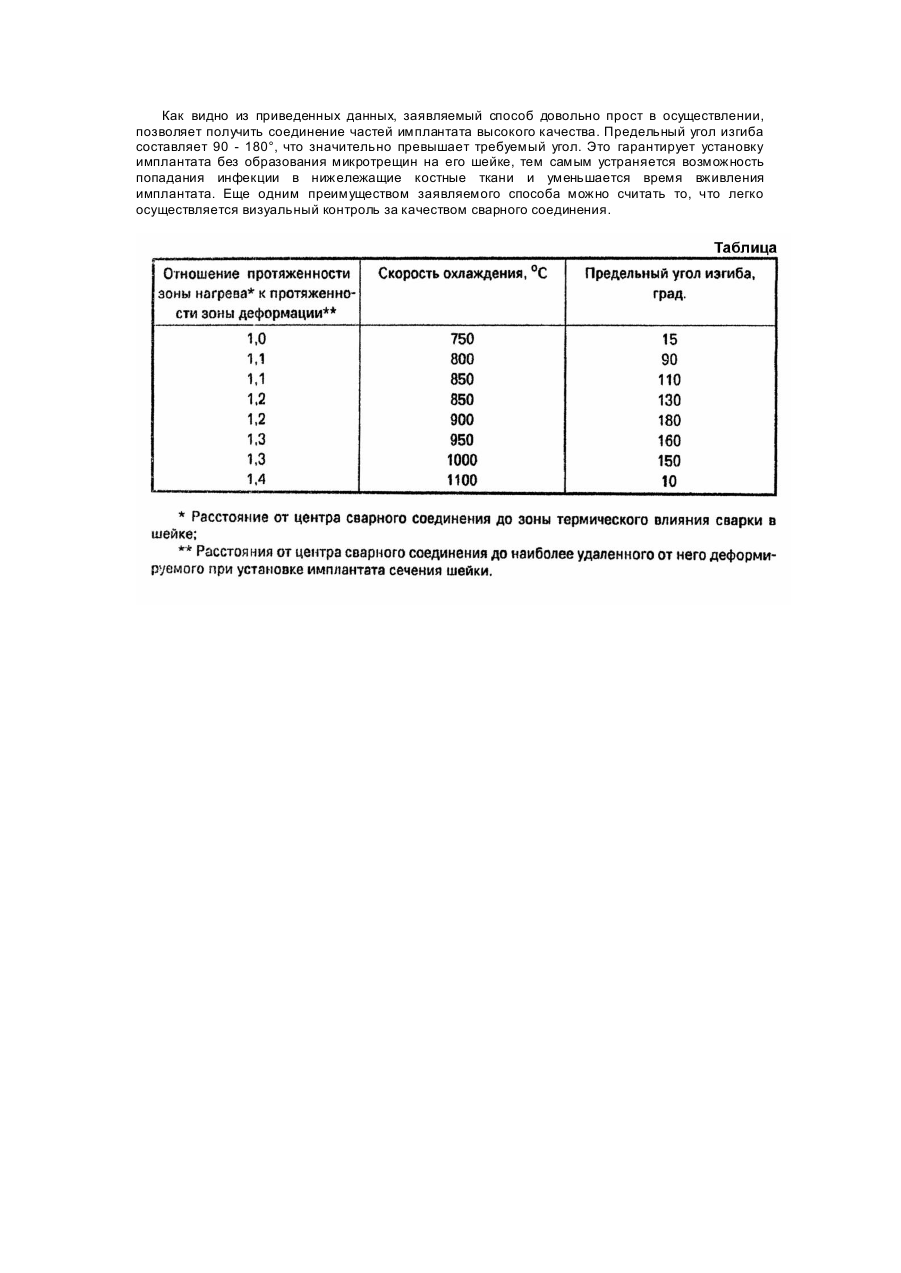
Изобретение относится к стоматологии в частности, к способам изготовления зубных имплантатов, и найдет применение при протезировании полости рта при полной или частичной потере зубов. Заявляемый способ позволит изготовить пластинчатые имплантаты из титана. При установке имплантата, который состоит из эндоссальной (внутрикостной) пластинчатой части и головки, на шейке возникает необходимость наклонять головку имплантата, изгибая его шейку, в зависимости от строения челюсти пациента. Поэтому шейка головки должна иметь высокие пластические свойства, чтобы при изгибе не возникало микротрещин на ее поверхности. В связи с этим основной характеристикой изготавливаемых имплантатов является пластичность материала, из которого изготовлена его шейка. Известен способ изготовления пластинчатого имплантата с помощью штамповки и фрезерования (Изготовление имплантатов из титанового и кобальтового сплавов. Суров О.Н. // Стоматология. - 1986. - Т.65. - №1. - С.58 - 61), заключающийся в том, что из листа титана вырубали заготовку имплантата, эндоссальную часть утончали фрезерованием, снимали острые углы, зазубрины и проводили термическую обработку. Последнюю осуществляли, внося имплантат в нагретую до нужной температуры печь на 1 - 9мин, и охлаждали в воде. Изучали угол изгиба, при котором появлялись микротрещины. Наилучший результат получали при нагреве до 650°C и выдержке 1мин. Нагретые формы с заготовками выдерживали на воздухе до помутнения поверхности металла, затем быстро охлаждали в воде до комнатной температуры. Недостатком этого способа можно считать то, что заготовку из титана нагревали и выдерживали на воздухе, что приводит к окислению поверхности титана и, как следствие, охрупчиванию и потере пластических свойств. Этот элемент обладает способностью при температурах выше 400°C активно поглощать из воздуха вредные для титана примеси - кислород и азот, которые диффундируя вглубь материала с поверхности и взаимодействуя с ним химически, резко меняют структур у материала и уменьшают его пластичность. Еще одним недостатком является увеличение размеров зерен структуры при нагреве, так как титан склонен к быстрому росту зерна в таких условиях термической обработки, что в конечном счете ведет к снижению пластических свойств материала. Кроме того, при механической вырезке (вырубке) имплантата из листа появляется повышенная нагартовка (наклеп) металла шейки особенно в зоне, подвергаемой деформации (изгибу) в процессе подготовки имплантата к вживлению, что также снижает пластичность. Поскольку в процессе операции шейку имплантата необходимо изгибать в разных направлениях, подгоняя ее в соответствии с индивидуальной морфологией челюсти пациента, то при этом металл в зоне деформации получает дополнительную нагартовку вследствие чего пластичность его еще больше снижается. Такое снижение пластичности вследствие вышеперечисленных факторов в очаге деформации шейки приводит к появлению микронадрывов (микротрещин), развитые поверхности которых трудно поддаются стерилизации перед окончательной установкой имплантата и в дальнейшем является источником возникновения инфекционных осложнений. Наиболее близким к заявляемому является способ изготовления зубных протезов из титана и его сплавов (А.с. СССР № 1326679, кл. A61C8/00, 1989), включающий соединение частей диффузионной сваркой в вакууме при температуре 600 - 1000°C, давлении в камере 1,10 1,10мм рт. ст., давлении между частями протеза 0,5 - 0,8кг/мм 2 в течение 5 - 10мин. Недостатком известного способа является трудоемкость процесса из-за длительности операций технологического цикла сварки: откачки, нагрева, времени приложения давления, выдержки, времени охлаждения и разгерметизации камеры. Достаточно длительный нагрев всего изделия приводит к росту зерна титана и, как следствие, к уменьшению пластичности места соединения частей протеза. Еще одним недостатком такого способа соединения частей протеза является полное отсутствие контроля качества соединения обеих частей после сварки. Наличие несплошности по линии соединения приводит к разрушению в процессе изгиба, либо появлению микрополостей, которые не дают возможности тщательной стерилизации имплантата, и создают очаги проникновения инфекции в нижележащие ткани вдоль шейки. Задача, решаемая изобретением, заключается в создании довольно простого и быстрого способа изготовления имплантата из титана, повышении его качества путем локального увеличения пластичности его шейки в зоне деформации, снижении вероятности попадания инфекции и уменьшении за счет этого времени вживления имплантата. Поставленная задача решается тем, что предложен способ изготовления плоского зубного имплантата из титана, включающий соединение его частей сваркой, в котором, согласно изобретению, перед сваркой изготавливают отдельно эндоссальную часть имплантата и его головку с шейкой и осуществляют и х соединение посредством сварки в инертной среде, причем расстояние от центра сварного соединения до границы зоны термического влияния сварки в шейке составляет от 1,1 до 1,3 расстояния от центра сварного соединения до наиболее удаленного от него деформируемого при установке имплантата сечения шейки, а термическую обработку осуществляют п утем охлаждения нагретого при сварке имплантата со скоростью 800 1000°C/с. Кроме того, сварку осуществляют в атмосфере аргона электрической дугой с использованием вольфрамового электрода, электронным лучом или лазерным лучом. Общими признаками изобретения и прототипа является то, что части зубного протеза и имплантата соединяют с помощью сварки. Отличительные признаки изобретения и прототипа заключаются в предварительном изготовлении эндоссальной, внутрикостной, части имплантата и его головки с шейкой, их быстрой сварке воздействием аргоно - дуговой сварки, лазерного луча или электронного луча и последующем охлаждении со скоростью 800 - 1000°C/с жидким азотом. Кратковременность и локальность сварки позволяет соединить детали, измельчая структур у материала в зоне деформации и повышая таким образом ее пластические свойства, путем совмещения процесса сварки с закалкой образовавшегося соединения. В прототипе нагрев ведут несколько минут, за это время происходит рост зерна титана, снижающего его пластичность. В заявляемом способе процесс нагрева ведут в защитной среде, защищающей поверхность титана от поглощения из воздуха вредных примесей и кислорода, в течение 1,5 - 2с с последующим резким охлаждением. Указанные отличительные признаки приводят к локальному измельчению структуры и к повышению пластических свойств металла шейки имплантата, уменьшению вероятности образования микротрещин, ускорению времени вживления при введении имплантата в костную ткань за счет повышения стерильности зоны деформации. При использовании заявляемого способа упрощается процесс изготовления зубного имплантата за счет кратковременности и локальности процесса сварки и улучшается качество изготавливаемого изделия за счет таких режимов проведения процесса сварки и последующего охлаждения, которые позволяют улучшить структур у материала в месте соединения и увеличить его пластичность. Сущность заявляемого способа заключается в следующем. Части имплантата изготавливают из титана марки ВТ1 - 0. С помощью методов механической обработки (токарной, фрезерной, штамповки и др.) изготавливают головку с шейкой имплантата, плоскую часть изготавливают вырубкой из листа или фрезерованием. Обе части устанавливают в сборочно - сварочное приспособление и состыковывают. На место стыка воздействуют электрической дугой в аргоне, либо электронным, либо лазерным лучами. За время воздействия от 0,2 до 2с происходит локальное расплавление места стыка деталей, при этом расстояние от центра сварного соединения до границы зоны термического влияния в шейке составляет 1,1 - 1,3 расстояния от центра сварного соединения до наиболее удаленного от него деформируемого при установке имплантата сечения шейки. Охлаждение сваренной детали осуществляют со скоростью 800 - 1000°C/с, путем опрокидывания (сбрасывания) ее в жидкий азот. О качестве полученного соединения, пластичности шейки имплантата судили по предельному углу изгиба, т.е. углу, при котором еще не появлялись микротрещины. Обычно достаточным углом изгиба считается угол 30º. Пример 1. Части имплантата изготавливали из титана марки ВТ1 - 0. С помощью токарной обработки изготавливали головку с шейкой имплантата, плоскую часть изготавливают вырубкой из листа. Обе части устанавливали в сборочно - сварочное приспособление, состыковывали вместе и помещали в шлюз, из которого откачивали воздух со скоростью 2 × 104л/с до вакуума 10мм рт.ст. По достижении такого разряжения через 10с выводили электронный луч на стык и воздействовали на него в течение 0,5с. Использовали установку ЭПУ - 1 с ускоряющим напряжением 25КВт, током пучка - 60мА. Расстояние от центра сварного соединения до зоны термического влияния сварки в шейке составил 1,3 расстояния от центра сварного соединения до наиболее удаленного от него деформируемого при установке имплантата сечения шейки. После окончания сварки сваренный имплантат охлаждали со скоростью 950°C в жидком азоте. Предельный угол изгиба шейки имплантата составил 160°. Пример 2. Головку с шейкой имплантата и плоскую часть изготавливали с помощью фрезерной обработки. Обе части устанавливали в сборочно - сварочное приспособление, состыковали и помещали в камеру с защитным газом - гелием. После этого воздействовали на место стыка лазерным лучом газового лазера типа СО2 мощностью 5КВт, причем фокальная плоскость лазерного луча располагалась на 0,3мм выше плоскости соединения. Время воздействия - 0,2с. Расстояние от центра сварного соединения до зоны термического влияния сварки в шейке составил 1,1 расстояния от центра сварного соединения до наиболее удаленного от него деформируемого при установке имплантата сечения шейки. После выключения действия лазерного луча сваренный имплантат охлаждали со скоростью 800°C/с. Предельный угол изгиба шейки составил 90°. Пример 3. Части имплантата, изготовленные так же, как описано в примере 1, устанавливали в сборочно-сварочное приспособление, состыковывали вместе, затем в атмосфере аргона зажигали электрическую дугу с использованием вольфрамового электрода, которая горела между вольфрамовым электродом и местом стыка двух частей имплантата. При токе сварки 150А и длине дуги 0,5мм время воздействия составило 2с, расстояние от центра сварного соединения до зоны термического влияния сварки в шейке составило 1,2 расстояния от центра сварного соединения до наиболее удаленного от него деформируемого при установке имплантата сечения шейки. После выключения сварочной дуги сваренный имплантат охлаждали со скоростью 900°C/с, погружая его в жидкий азот. Предельный угол изгиба составил 180°. Остальные режимы проведения технологических операций и предельные углы изгиба шейки головки приведены в таблице. Как видно из приведенных данных, заявляемый способ довольно прост в осуществлении, позволяет получить соединение частей имплантата высокого качества. Предельный угол изгиба составляет 90 - 180°, что значительно превышает требуемый угол. Это гарантирует установку имплантата без образования микротрещин на его шейке, тем самым устраняется возможность попадания инфекции в нижележащие костные ткани и уменьшается время вживления имплантата. Еще одним преимуществом заявляемого способа можно считать то, что легко осуществляется визуальный контроль за качеством сварного соединения.
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnique for manufacturing dental implant from titanum
Автори англійськоюPrylutskyi Valerii Pablovych, Los Valerii Volodymyrovych, Nespriadko Valerii Petrovych, Zamkov Vadym Mykolaiovych
Назва патенту російськоюСпособ изготовления зубного имплантата из титана
Автори російськоюПрилуцкий Валерий Павлович, Лось Валерий Владимирович, Неспрядько Валерий Петрович, Замков Вадим Николаевич
МПК / Мітки
МПК: A61C 8/00
Мітки: виготовлення, титану, зубного, спосіб, імплантата
Код посилання
<a href="https://ua.patents.su/3-21910-sposib-vigotovlennya-zubnogo-implantata-z-titanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зубного імплантата з титану</a>
Спосіб одержання виробів із алюмінідів титану
Номер патенту: 12529
Опубліковано: 28.02.1997
Автори: Демідік Олександр Миколайович, Івасишин Орест Михайлович, Іванова Інна Іванівна, Саввакін Дмитро Георгійович
МПК: C22C 1/04
Мітки: одержання, спосіб, виробів, титану, алюмінідів
Формула / Реферат:
Способ получения изделий из алюминидов титана, включающий процесс смешивания титансодержащего и алюминиевого порошков, прессование полученной шихты в заготовку при комнатной температуре, нагрев в вакууме и деформацию, отличающийся тем, что в качестве титансодержащего порошка используют гидрид титана, смешивание порошков гидрида титана (58-86 мас.%) и алюминия (14-41 мас.%) осуществляют одновременно с размалыванием в среде аргона в течение...
Спосіб субперіостальної імплантації при дістально необмежених дефектах зубного ряду
Номер патенту: 22736
Опубліковано: 07.04.1998
Автори: Коваленко Анатолій Федорович, Крикляс Генріх Генадієвич, Сєнніков Олег Миколайович
МПК: A61C 8/00
Мітки: дефектах, ряду, субперіостальної, імплантації, спосіб, зубного, необмежених, дістально
Формула / Реферат:
Способ субпериостальной имплантации при дистально неограниченных дефектах зубного ряда, включающий обнажение костного ложа, снятие с него оттиска, отливки по нему гипсовой рабочей модели и изготовление на ней субпериостального имплантата, отличающийся тем, что подогнанный имплантат устанавливают на рабочую модель, изготавливают на нем временный мостовидный протез, затем устанавливают имплантат на челюсти, зашивают операционную рану, после...
Спосіб виготовлення зварного зубчатого колеса
Номер патенту: 16416
Опубліковано: 29.08.1997
Автори: Джансиз Надія Вікторівна, Костанда Павло Петрович
МПК: F16H 55/17
Мітки: зварного, зубчатого, спосіб, колеса, виготовлення
Формула / Реферат:
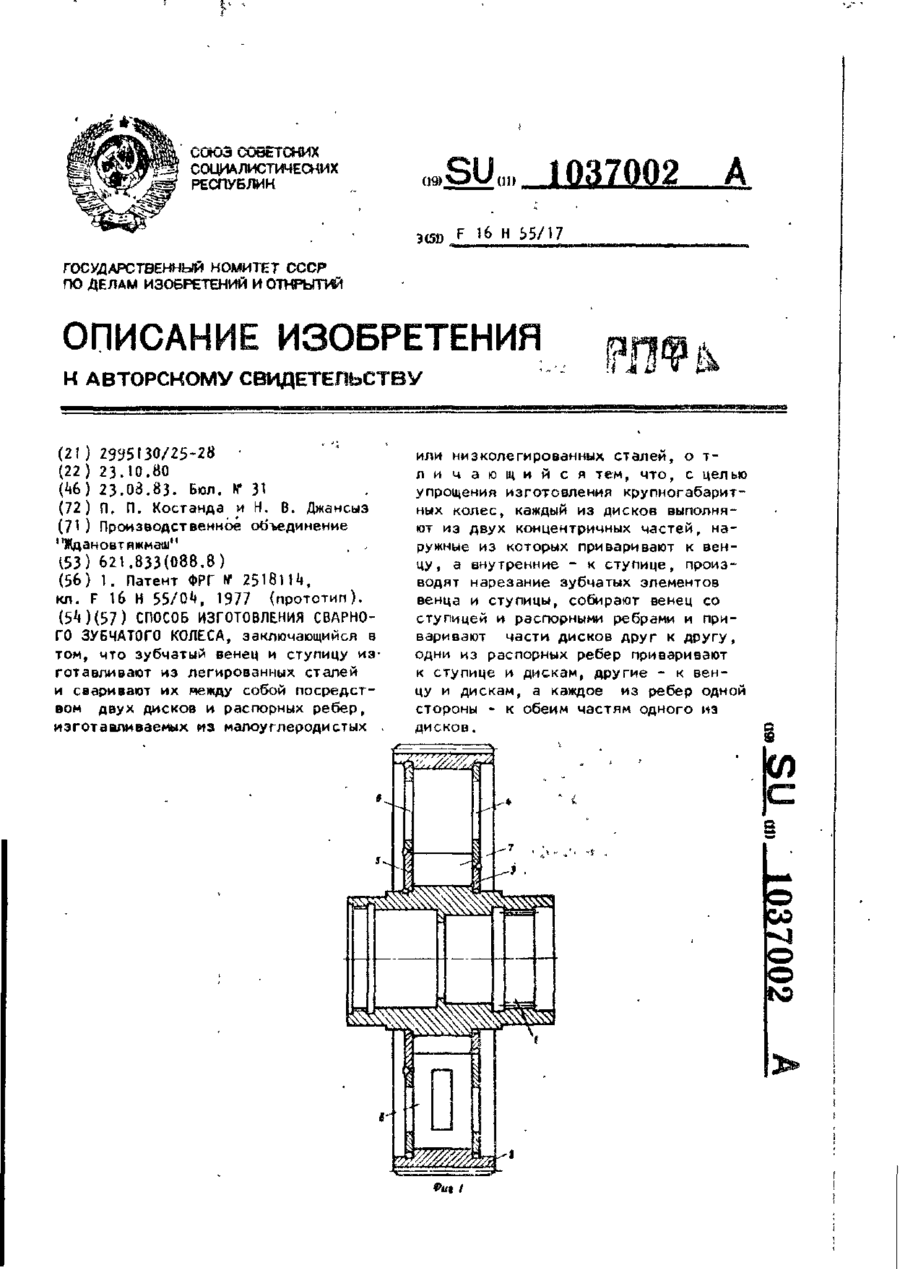
Способ изготовления сварного зубчатого колеса, заключающийся в том, что зубчатый венец и ступицу изготавливают из легированных сталей и сваривают их между собой посредством двух дисков и распорных ребер, изготавливаемых из малоуглеродистых или низколегированных сталей, отличающийся тем, что, с целью упрощения изготовления крупногабаритных колес, каждый из дисков выполняют из двух концентричных частей, наружные из которых приваривают к...
Засіб зварювання встик заготівок із плакірованих металевих композиційних матеріалів
Номер патенту: 11352
Опубліковано: 25.12.1996
Автори: Титов Вячеслав Андрійович, Чаюн Андрій Григорович, Сергацький Георгій Іванович, Борисов Михайло Тимофійович
МПК: B23K 33/00
Мітки: зварювання, матеріалів, заготівок, композиційних, металевих, встик, засіб, плакірованих
Формула / Реферат:
Способ сварки встык заготовок из плакированных металлических композиционных материалов, при котором стыковку и сварку производят по плакирующему слою, отличающийся тем, что, с целью повышения прочности и снижения материалоемкости сварного соединения, свариваемые кромки заготовок изгибают, затем удаляют отогнутую часть, выступающую за поверхность заготовки заподлицо с ней, и на каждой кромке выполняют скос со стороны изогнутой части кромки...
Спосіб одержання виробів із гомогенних алюмінідів титану
Номер патенту: 12530
Опубліковано: 28.02.1997
Автори: Саввакін Дмитро Георгійович, Іванова Інна Іванівна, Демідік Олександр Миколайович, Івасишин Орест Михайлович
МПК: C22C 1/04
Мітки: виробів, титану, одержання, спосіб, алюмінідів, гомогенних
Формула / Реферат:
Способ получения изделий из гомогенных алюминидов титана, предусматривающий смешивание исходных порошков, прессование полученной шихты в заготовку и нагрев заготовки, отличающийся тем, что в качестве исходных порошков используют гидрид титана и алюминий, смешивание производят, одновременно с размалыванием в среде аргона в течение 3-5 часов, прессуют заготовку при давлении не менее 4-10 Па, нагревают ее в вакууме 1,33 10'3 Па со скоростью...
Попередній патент: Горілка особлива “житомир”
Наступний патент: Трубна сталь
Випадковий патент: Фондан