Спосіб з’єднання конвеєрних стрічок
Формула / Реферат
Способ соединения конвейерных лент, при котором соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении, разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы с одновременным срезом боковых граней выступов обеих кромок под углом 30-60° к поверхности ленты, соединяют кромки и обкладывают место стыка тканью с последующей его опрессов-кой, отличающийся тем, что боковые грани выступов срезаются по плоскостям, пересекающимся по линии сопряжения, лежащей под углом к поверхности ленты в плоскости, перпендикулярной ее продольной оси, а сборку стыка производят поочередным соединением срезанных граней выступов одной кромки с соответствующими гранями выступов другой в направлении от одного борта ленты к другому.
Текст
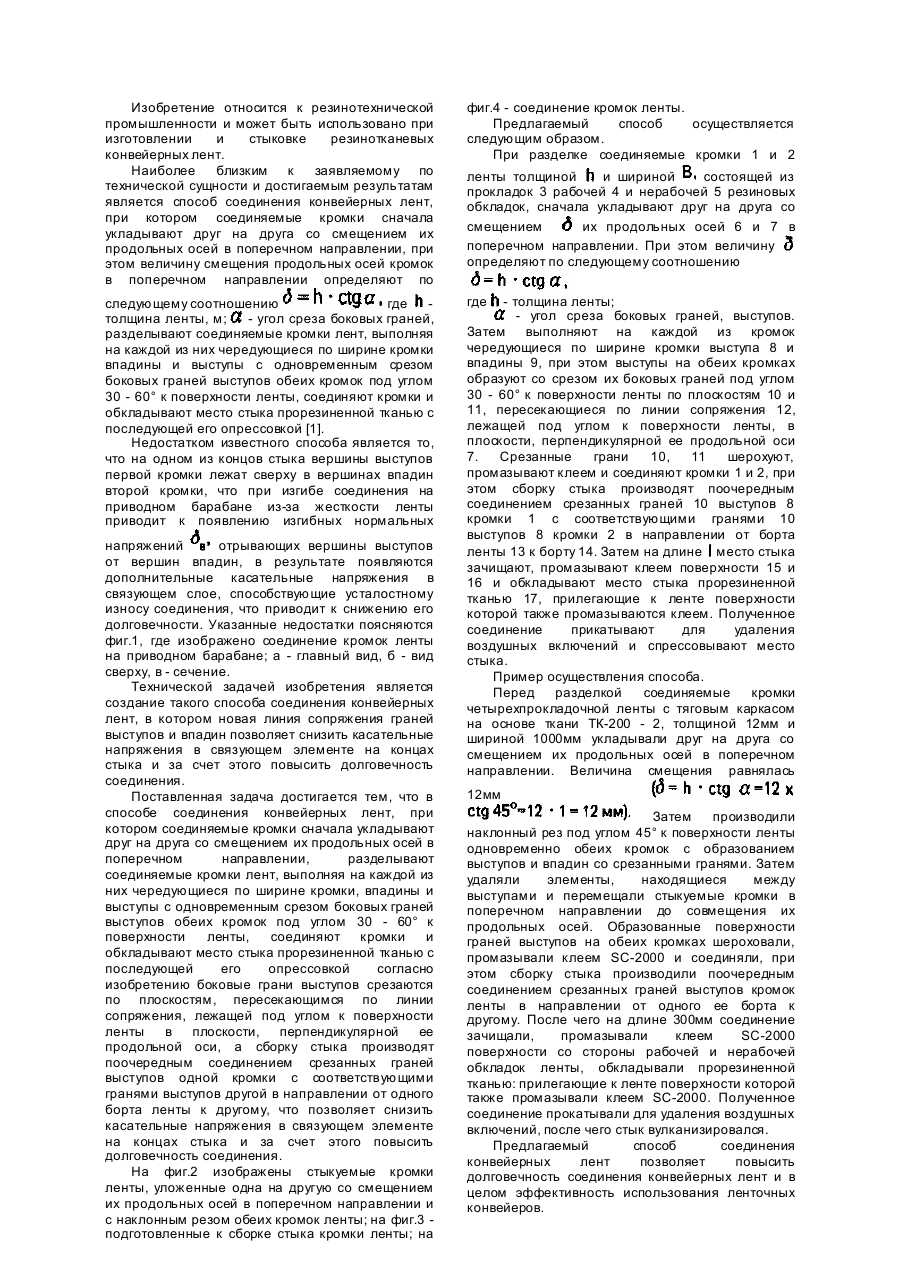
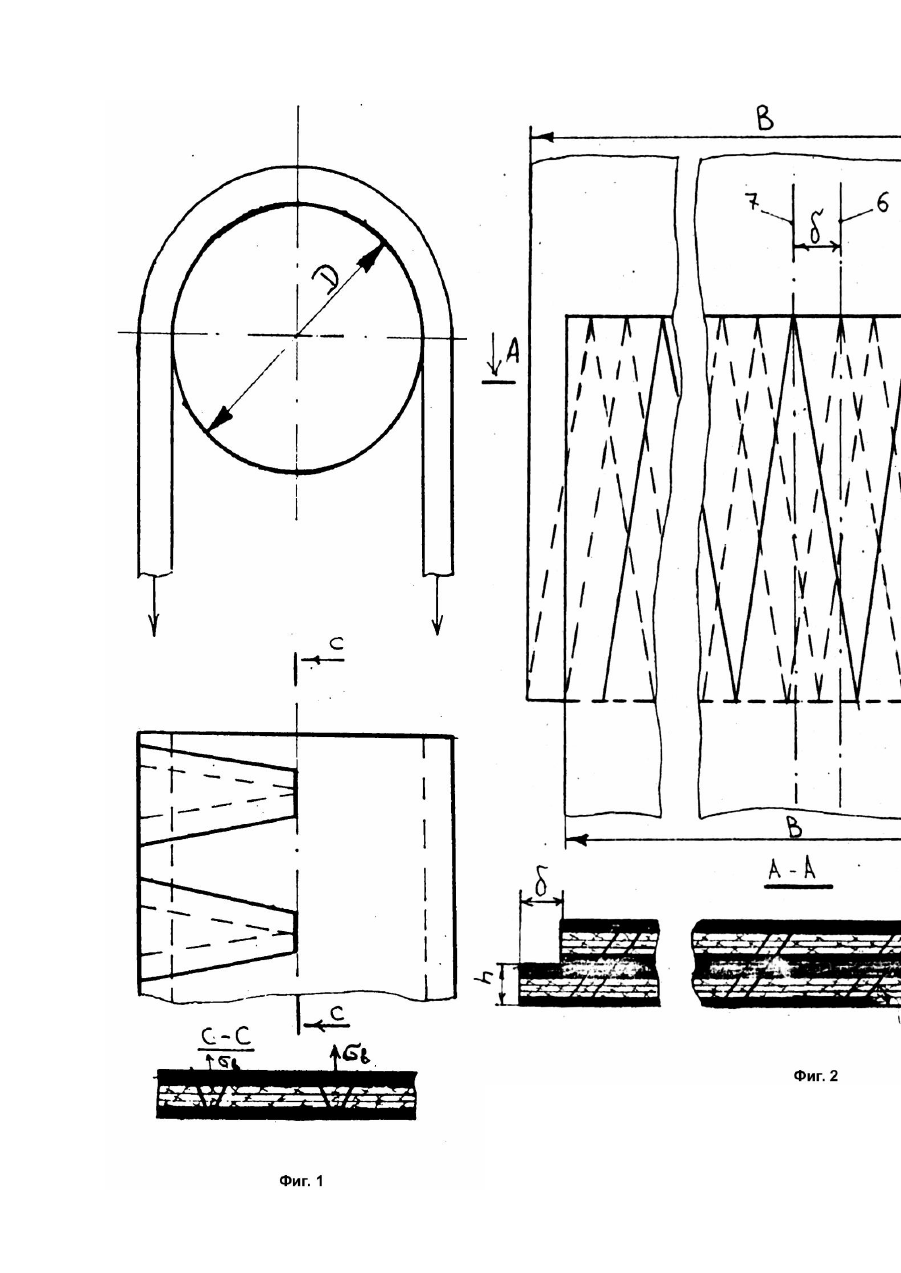
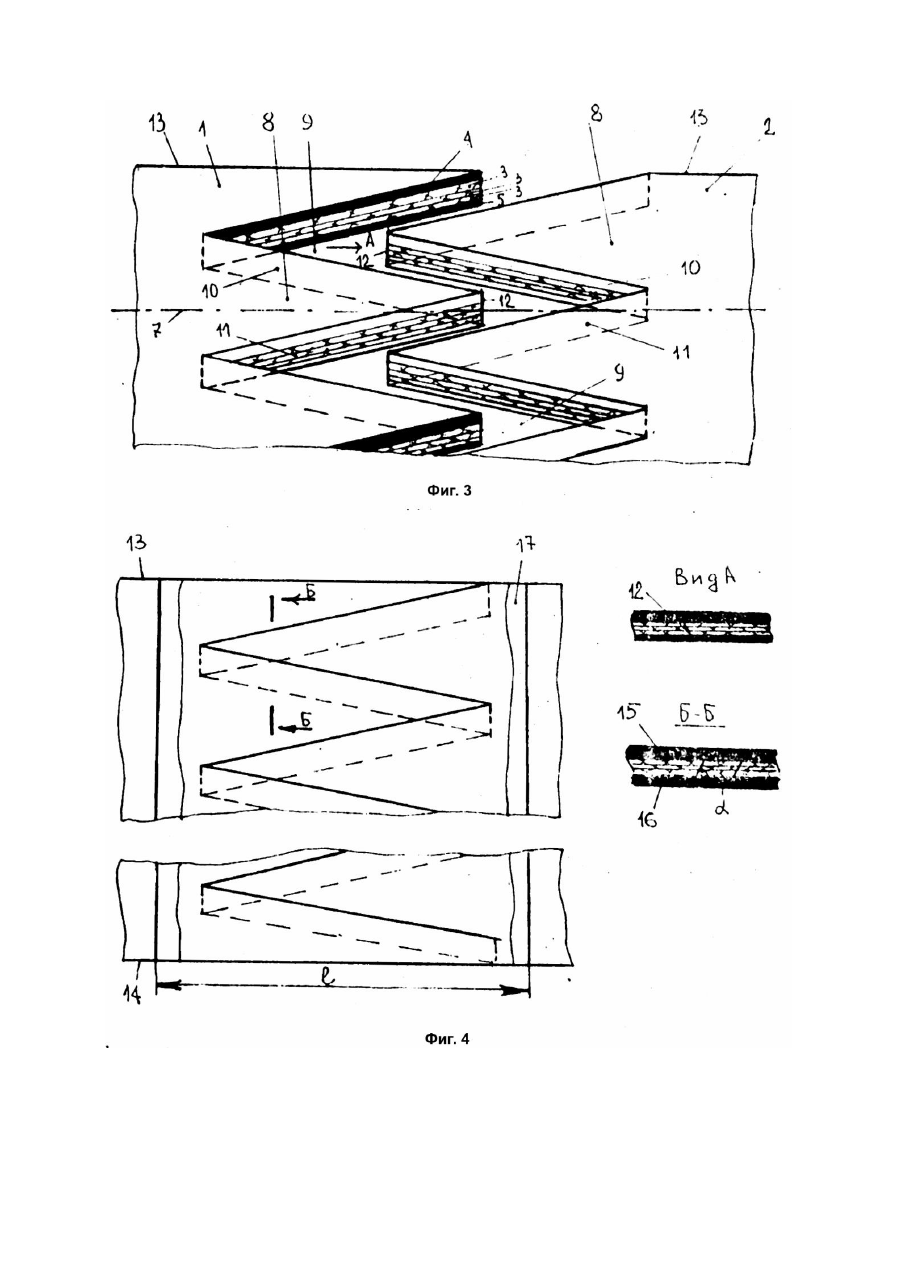
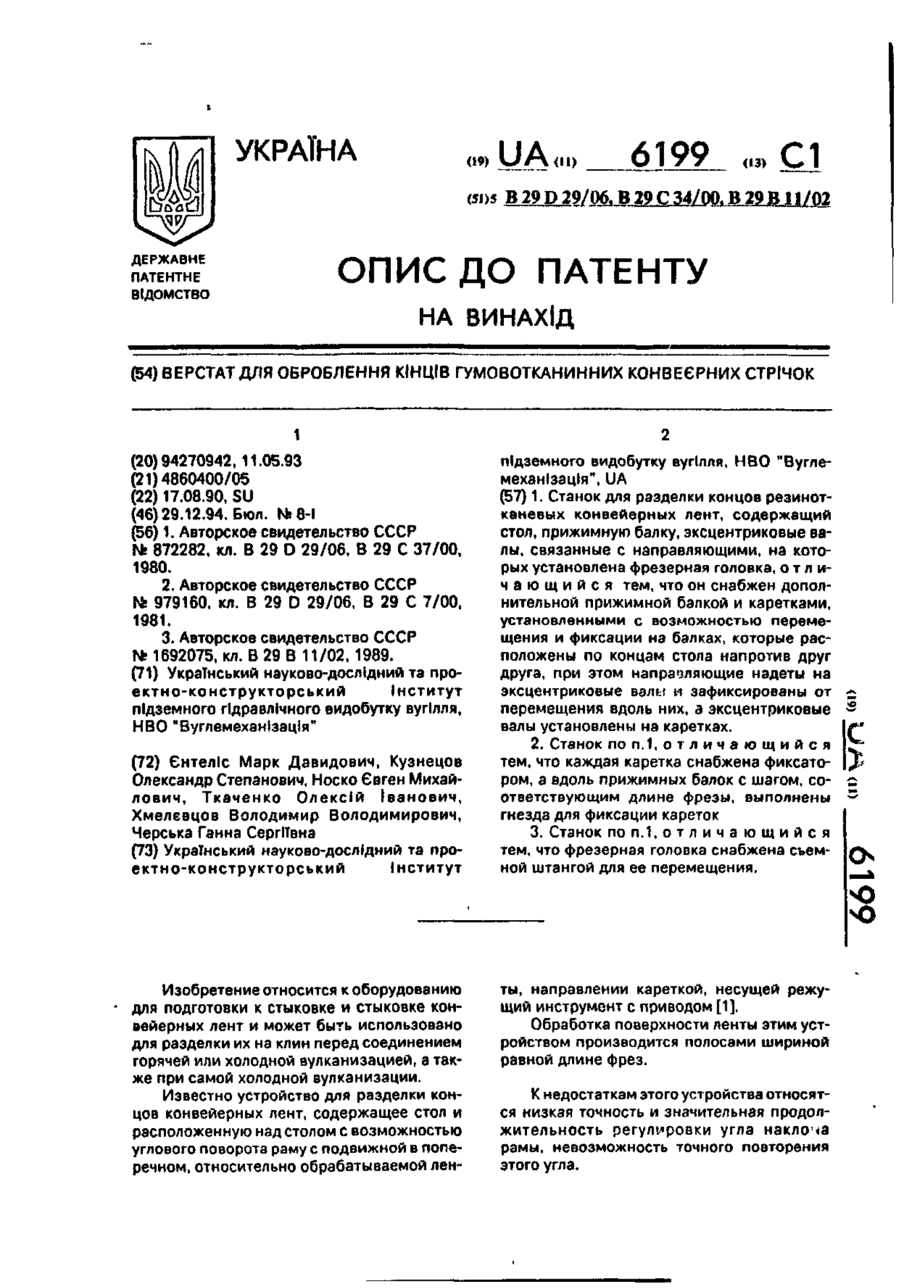
Изобретение относится к резинотехнической промышленности и может быть использовано при изготовлении и стыковке резинотканевых конвейерных лент. Наиболее близким к заявляемому по технической сущности и достигаемым результатам является способ соединения конвейерных лент, при котором соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении, при этом величину смещения продольных осей кромок в поперечном направлении определяют по фиг.4 - соединение кромок ленты. Предлагаемый способ осуществляется следующим образом. При разделке соединяемые кромки 1 и 2 следующему соотношению где толщина ленты, м; - угол среза боковых граней, разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки впадины и выступы с одновременным срезом боковых граней выступов обеих кромок под углом 30 - 60° к поверхности ленты, соединяют кромки и обкладывают место стыка прорезиненной тканью с последующей его опрессовкой [1]. Недостатком известного способа является то, что на одном из концов стыка вершины выступов первой кромки лежат сверху в вершинах впадин второй кромки, что при изгибе соединения на приводном барабане из-за жесткости ленты приводит к появлению изгибных нормальных где напряжений отрывающих вершины выступов от вершин впадин, в результате появляются дополнительные касательные напряжения в связующем слое, способствующие усталостному износу соединения, что приводит к снижению его долговечности. Указанные недостатки поясняются фиг.1, где изображено соединение кромок ленты на приводном барабане; а - главный вид, б - вид сверху, в - сечение. Технической задачей изобретения является создание такого способа соединения конвейерных лент, в котором новая линия сопряжения граней выступов и впадин позволяет снизить касательные напряжения в связующем элементе на концах стыка и за счет этого повысить долговечность соединения. Поставленная задача достигается тем, что в способе соединения конвейерных лент, при котором соединяемые кромки сначала укладывают друг на друга со смещением их продольных осей в поперечном направлении, разделывают соединяемые кромки лент, выполняя на каждой из них чередующиеся по ширине кромки, впадины и выступы с одновременным срезом боковых граней выступов обеих кромок под углом 30 - 60° к поверхности ленты, соединяют кромки и обкладывают место стыка прорезиненной тканью с последующей его опрессовкой согласно изобретению боковые грани выступов срезаются по плоскостям, пересекающимся по линии сопряжения, лежащей под углом к поверхности ленты в плоскости, перпендикулярной ее продольной оси, а сборку стыка производят поочередным соединением срезанных граней выступов одной кромки с соответствующими гранями выступов другой в направлении от одного борта ленты к другому, что позволяет снизить касательные напряжения в связующем элементе на концах стыка и за счет этого повысить долговечность соединения. На фиг.2 изображены стыкуемые кромки ленты, уложенные одна на другую со смещением их продольных осей в поперечном направлении и с наклонным резом обеих кромок ленты; на фиг.3 подготовленные к сборке стыка кромки ленты; на ленты толщиной и шириной состоящей из прокладок 3 рабочей 4 и нерабочей 5 резиновых обкладок, сначала укладывают друг на друга со смещением их продольных осей 6 и 7 в поперечном направлении. При этом величину определяют по следующему соотношению - толщина ленты; - угол среза боковых граней, выступов. Затем выполняют на каждой из кромок чередующиеся по ширине кромки выступа 8 и впадины 9, при этом выступы на обеих кромках образуют со срезом их боковых граней под углом 30 - 60° к поверхности ленты по плоскостям 10 и 11, пересекающиеся по линии сопряжения 12, лежащей под углом к поверхности ленты, в плоскости, перпендикулярной ее продольной оси 7. Срезанные грани 10, 11 шерохуют, промазывают клеем и соединяют кромки 1 и 2, при этом сборку стыка производят поочередным соединением срезанных граней 10 выступов 8 кромки 1 с соответствующими гранями 10 выступов 8 кромки 2 в направлении от борта ленты 13 к борту 14. Затем на длине место стыка зачищают, промазывают клеем поверхности 15 и 16 и обкладывают место стыка прорезиненной тканью 17, прилегающие к ленте поверхности которой также промазываются клеем. Полученное соединение прикатывают для удаления воздушных включений и спрессовывают место стыка. Пример осуществления способа. Перед разделкой соединяемые кромки четырехпрокладочной ленты с тяговым каркасом на основе ткани ТК-200 - 2, толщиной 12мм и шириной 1000мм укладывали друг на друга со смещением их продольных осей в поперечном направлении. Величина смещения равнялась 12мм Затем производили наклонный рез под углом 45° к поверхности ленты одновременно обеих кромок с образованием выступов и впадин со срезанными гранями. Затем удаляли элементы, находящиеся между выступами и перемещали стыкуемые кромки в поперечном направлении до совмещения их продольных осей. Образованные поверхности граней выступов на обеих кромках шероховали, промазывали клеем SC-2000 и соединяли, при этом сборку стыка производили поочередным соединением срезанных граней выступов кромок ленты в направлении от одного ее борта к другому. После чего на длине 300мм соединение зачищали, промазывали клеем SC-2000 поверхности со стороны рабочей и нерабочей обкладок ленты, обкладывали прорезиненной тканью: прилегающие к ленте поверхности которой также промазывали клеем SC-2000. Полученное соединение прокатывали для удаления воздушных включений, после чего стык вулканизировался. Предлагаемый способ соединения конвейерных лент позволяет повысить долговечность соединения конвейерных лент и в целом эффективность использования ленточных конвейеров.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of conveyer belts
Автори англійськоюKuzmenko Volodymyr Ivanovych
Назва патенту російськоюСпособ соединения конвейерных лент
Автори російськоюКузьменко Владимир Иванович
МПК / Мітки
МПК: B29D 29/00
Мітки: конвеєрних, стрічок, з'єднання, спосіб
Код посилання
<a href="https://ua.patents.su/3-22126-sposib-zehdnannya-konveehrnikh-strichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання конвеєрних стрічок</a>
Верстат для оброблення кінців гумовотканинних конвеєрних стрічок
Номер патенту: 6199
Опубліковано: 29.12.1994
Автори: Хмелєвцов Володимир Володимирович, Єнтеліс Марк Давидович, Носко Євген Михайлович, Ткаченко Олексій Іванович, Черська Ганна Сергіївна, КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ
МПК: B29D 29/00, B29B 11/00
Мітки: кінців, оброблення, гумовотканинних, стрічок, верстат, конвеєрних
Формула / Реферат:
(57) 1. Станок для разделки концов резинотканевых конвейерных лент, содержащий стол, прижимную балку, эксцентриковые валы, связанные с направляющими, на которых установлена фрезерная головка, отличающийся тем, что он снабжен дополнительной прижимной балкой и каретками, установленными с возможностью перемещения и фиксации на балках, которые рас положены по концам стола напротив друг друга, при этом направляющие надеты на эксцентриковые...
Спосіб виготовлення конвеєрних стрічок
Номер патенту: 18180
Опубліковано: 01.07.1997
Автори: Цикалов Володимир Михайлович, Панченко Евген Юрийович, Панченко Юрій Микитович
МПК: B29D 29/00, B29C 43/04
Мітки: конвеєрних, стрічок, виготовлення, спосіб
Формула / Реферат:
1. Способ изготовления конвейерных лент, состоящих из цельнотканого каркаса и пластмасс, при котором цельнотканый каркас пропитывают пропиточными пастами, подвергают предварительной желатинизации, накладывают армированные прокладки и резинопластовые слои, подвергают вторичной желатинизации и формованию в непрерывном устройстве для формования, отличающийся тем, что раздельные операции пропитки цельнотканых каркасов, наложения армированных...
Скоба для з’єднання гумовотканинних конвейєрних стрічок
Номер патенту: 4643
Опубліковано: 28.12.1994
Автори: Бадалян Роберт Бабкенович, Горбунов Іван Аврамович
МПК: B65G 15/30, F16B 15/00, F16G 3/00
Мітки: конвейєрних, гумовотканинних, з'єднання, стрічок, скоба
Формула / Реферат:
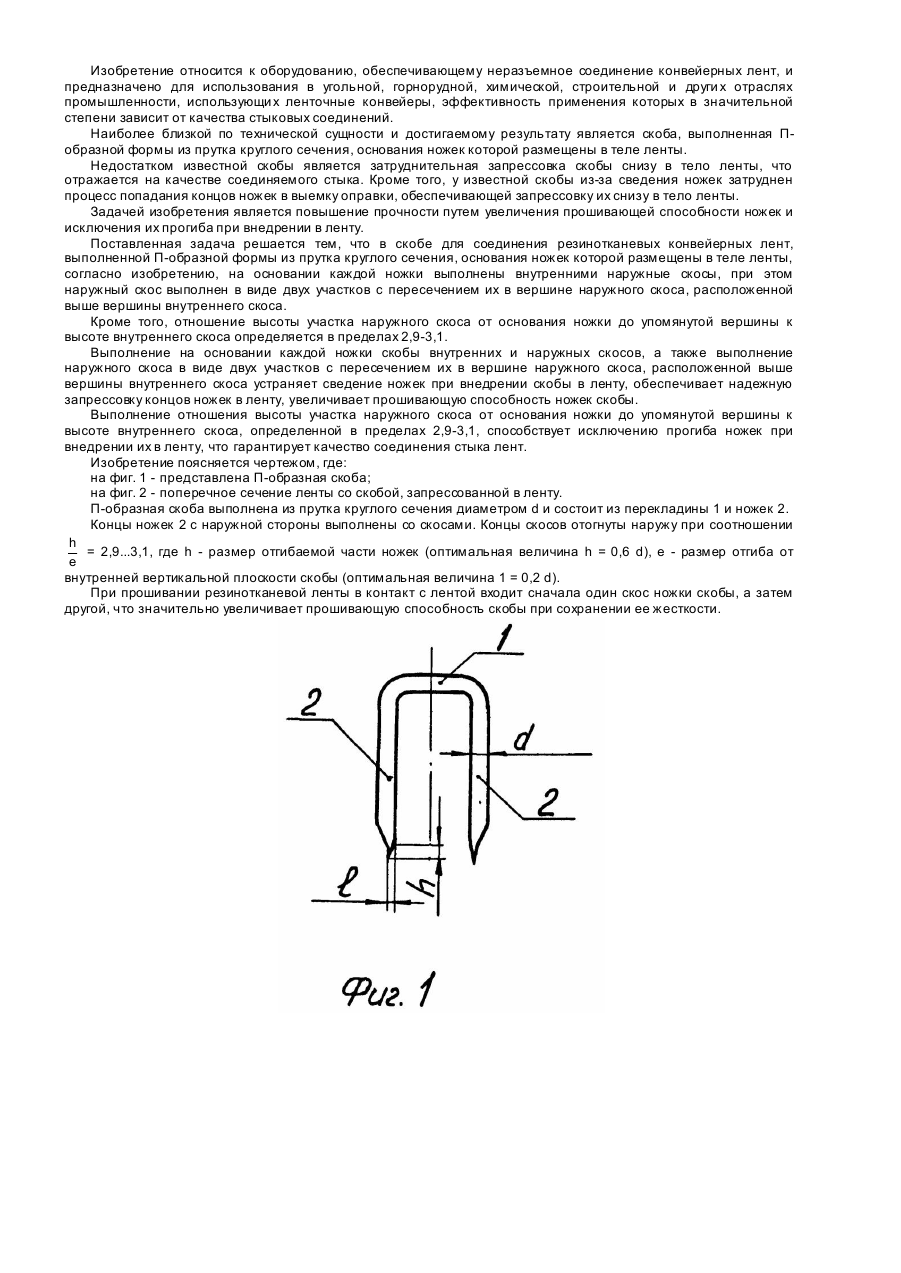
1. Скоба для соединения резинотканевых конвейерных лент, выполненная П-образной формы из прутка круглого сечения, основания ножек которой размещены в теле ленты, отличающаяся тем, что на основании каждой ножки выполнены внутренние и наружные скосы, при этом наружный скос выполнен в виде двух участков с пересечением их в вершине наружного скоса. расположенной выше вершины внутреннего скоса.2. Скоба по п. 1, отличающаяся тем, что...
Полімерна паста для виробництва важкозаймистих конвеєрних стрічок
Номер патенту: 3791
Опубліковано: 27.12.1994
Автори: Бушуєва Наталія Кирилівна, Карант Леонід Симонович, Козловський Вадім Васильович
МПК: C08L 27/06, C08K 5/02, C08K 13/02, C08K 5/51, C08K 3/04, C08K 5/10
Мітки: паста, важкозаймистих, виробництва, конвеєрних, полімерна, стрічок
Формула / Реферат:
Полимерная паста для производства трудновоспламеняющихся конвейерных лент, включающая поливинилхлорид, эмульсионный, триксиленилфосфат, дибутилфталат, хлорпарафин, стабилизатор и технический углерод, отличающаяся тем, что в качестве стабилизатора она содержит бариевую соль модифицированной -аминокапроновой кислотой полиметилен-мочевины при следующем соотношении компонентов,...
Спосіб виготування конвейєрних стрічок

Номер патенту: 15719
Опубліковано: 30.06.1997
Автори: Фещенко Микола Степанович, Щербаченко Валерій Олександрович
МПК: B29D 29/00
Мітки: стрічок, виготування, конвейєрних, спосіб
Формула / Реферат:
(57) 1. Способ изготовления конвейерных лент, при котором слои ткани обладают резиной, укладывают между слоями ткани разделительные вкладыши для предотвращения соединения слоев с получением заготовки ленты, прессуют и вулканизируют заготовку, отличающийся тем, что разделительные вкладыши выполняют V или W-образной формы из сложенных в два или более слоев разделительных элементов.2. Способ по п.1, отличающийся тем, что в качестве...
Наступний патент: Композиція інгредієнтов для лікеру “ранковий”
Випадковий патент: Пристрій програмного управління роботою газліфтної свердловини періодичної дії