Спосіб термічної обробки залізничних рельсів
Номер патенту: 23429
Опубліковано: 02.06.1998
Автори: Тихонюк Леонід Сергійович, Ткаченко Ігор Федорович, Дегтярьов Сергій Іванович, Бризгунов Кирило Антонович, Сахно Валерій Олександрович, Ткаченко Федір Констянтинович, Ефременко Василь Георгійович, Клименко Ігор Георгійович, Ворона Микола Миколайович, Якушечкіна Лаурета Іванівна

Формула / Реферат
Способ термической обработки рельсов, включающий поверхностный индукционный нагрев головки и охлаждение водовоздушной смесью в упруго-изогнутом состоянии, отличающийся тем, что радиус изгиба рельсов в зоне нагрева и охлаждения устанавливают по формуле:
где f - стрела прогиба рельсов после термообработки;
R - радиус изгиба в зоне нагрева и охлаждения;
h - высота рельса в поперечном сечении;
a - линейный коэффициент термического расширения стали;
Dt - разность между температурой конца фазовых превращений и температурой окружающей среды;
L - длина рельсов.
Текст
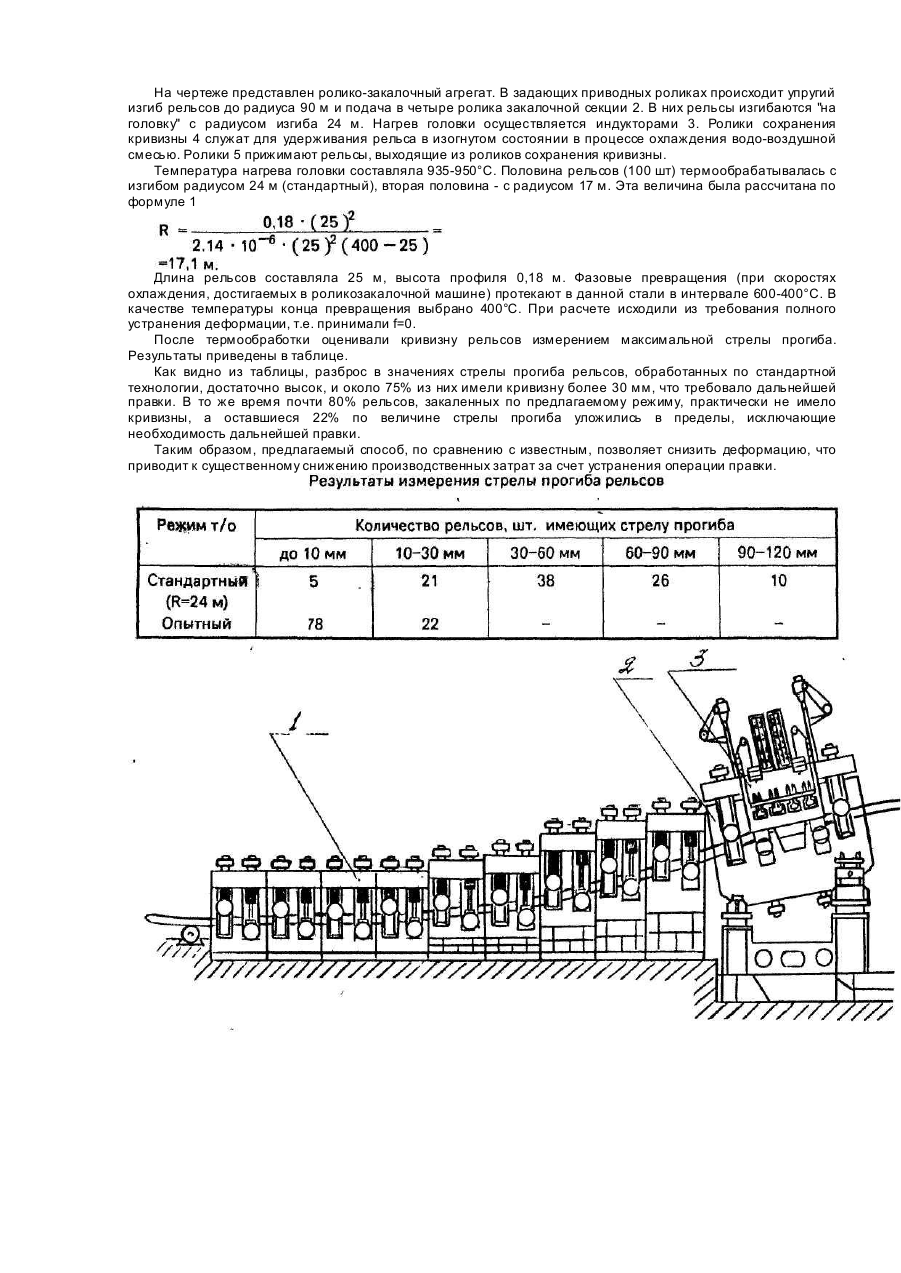
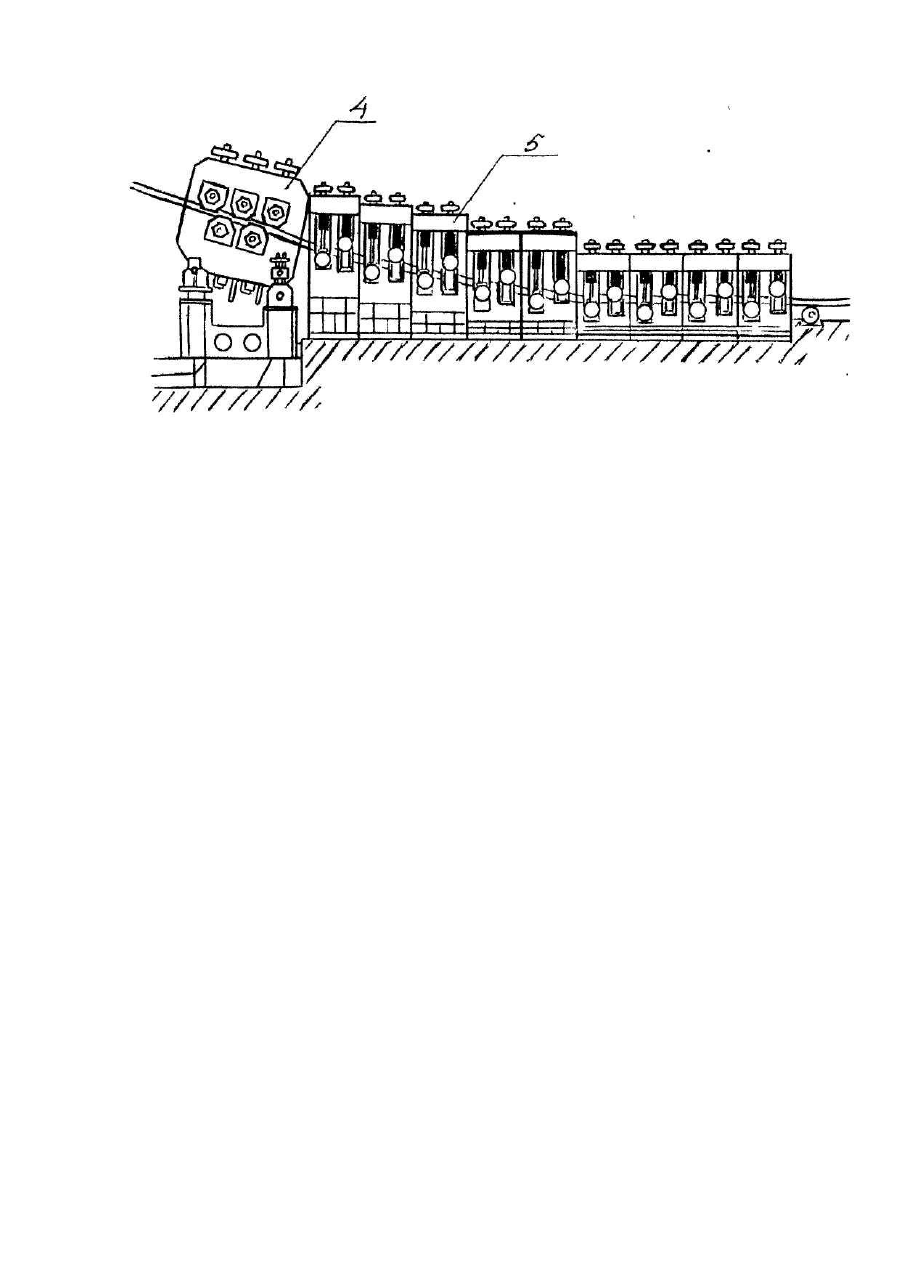
Изобретение относится к металлургическому производству и может быть использовано при изготовлении железнодорожных рельсов. Многолетний опыт эксплуатации железнодорожных рельсов показывает, что термическая обработка существенно повышает их надежность и долговечность. Известен способ термообработки рельсов с закалкой в масле с печного нагрева, применяемый на Нижнетагильском металлургическом комбинате [1]. Рельсы, выпускаемые на НТМК по такой технологии, имеют высокий уровень механических свойств, усталостной выносливости и износостойкости. Вместе с тем, в процессе термообработки рельсы деформируются в продольном направлении выпуклостью на подошву. При последующей правке в головке возникают растягивающие напряжения, крайне неблагоприятно влияющие на эксплуатационную стойкость рельсов. В частности, при наличии повышенного уровня растягивающих напряжении ускоряется возникновение и развитие поперечных усталостных трещин в головке [1]. Указанный фактор был учтен при разработке способа термоупрочнения, применяемого на МК "Азовсталь". Рельсы закаливаются с поверхностного индукционного нагрева в упр уго-изогнутом состоянии. Предварительно рельсы изгибают выпуклостью на головку, т.е. в направлении, противоположном деформации, возникающей после термообработки [1, 2]. Большинство рельсов, упрочненных по такой технологии, имеют малую стрелу прогиба (до 30мм на длине 25 м с выпуклостью на подошву) и не требуют дополнительной правки. В них сохраняется благоприятное распределение напряжений с сжатием в головке [1]. Вместе с тем, часть термообработанных рельсов после выхода из роликозакалочного агрегата испытывают значительную деформацию, приводящую к появлению прогиба со стрелой 400 мм. Такие рельсы в обязательном порядке проходят правку. При существующи х объемах производства на МК "Азовсталь" правке подвергаются до 20 тыс. тонн рельсов в год. Помимо того, что в этом случае в головке возникают растягивающие напряжения, сам процесс правки связан со значительными затратами на энергию, амортизацию оборудования и оплату труда рабочих, В основу изобретения поставлена задача разработать способ термической обработки железнодорожных рельсов, в котором новое условие осуществления действий позволит уменьшить деформацию рельсов после термоупрочнения и за счет этого исключить операцию правки. Для решения поставленной задачи в способе термической обработки рельсов, включающем поверхностный индукционный нагрев головки и охлаждение водовоздушной смесью в упруго-изогнутом состоянии, в соответствии с изобретением радиус изгиба рельсов в зоне нагрева и охлаждения устанавливают по формуле: где L - длина рельсов, R - радиус изгиба, h - высота рельса в поперечном сечении, f - требуемая стрела прогиба, a - линейный коэффициент термического расширения рельсовой стали, Dt - разность между температурой конца фазовых превращений и температурой окружающей среды. При решении поставленной задачи в предложенном способе учитывали ряд факторов, связанных с геометрией и химическим составом рельсов. Комбинатом выпускаются рельсы нескольких типоразмеров Р50, Р75, Р65 и С49 (числа указывают массу в кг одного погонного метра), имеющих разное поперечное сечение. Кроме того, рельсы различаются по химическому составу: помимо обычной стали М76 используются стали с повышенным содержанием марганца, а также стали, легированные хромом, кремнием, титаном, ванадием. Несмотря на такое варьирование параметров изделия, радиус изгиба в активной зоне (нагрева и охлаждения) роликозакалочной машины во всех случаях выдерживается неизменным. Это приводит к неконтролируемым деформациям после закалки, в результате чего стрела прогиба в готовых рельсах колеблется в широких пределах. В ходе проведенных исследований авторы установили, что степень конечной кривизны рельсов зависит от радиуса изгиба в активной зоне, длины и высоты рельса в поперечном сечении, а также разности температуры между областью фазовых превращений и температурой воздуха в це хе. При обработке экспериментальных данных было получено уравнение, связывающее перечисленные выше параметры: где f - стрела прогиба; h - высота рельса; L - длина рельсов; R - радиус изгиба в активной зоне; a - линейный коэффициент термического расширения стали; Dt - разность между температурой конца фазовых превращений и цеховой температурой. После преобразования формула 2 принимает окончательный вид: Предлагаемый способ прошел опробование в условиях МК "Азовсталь". Термообработке подвергалась партия рельсов Р65 из стали М76 (0,77% С; 0,26 Si; 0,85% Мn; 0,031% S; 0,022 Р). Рельсы закаливались в ролико-закалочном агрегате. На чертеже представлен ролико-закалочный агрегат. В задающих приводных роликах происходит упругий изгиб рельсов до радиуса 90 м и подача в четыре ролика закалочной секции 2. В них рельсы изгибаются "на головку" с радиусом изгиба 24 м. Нагрев головки осуществляется индукторами 3. Ролики сохранения кривизны 4 служат для удерживания рельса в изогнутом состоянии в процессе охлаждения водо-воздушной смесью. Ролики 5 прижимают рельсы, выходящие из роликов сохранения кривизны. Температура нагрева головки составляла 935-950°С. Половина рельсов (100 шт) термообрабатывалась с изгибом радиусом 24 м (стандартный), вторая половина - с радиусом 17 м. Эта величина была рассчитана по формуле 1 Длина рельсов составляла 25 м, высота профиля 0,18 м. Фазовые превращения (при скоростях охлаждения, достигаемых в роликозакалочной машине) протекают в данной стали в интервале 600-400°С. В качестве температуры конца превращения выбрано 400°С. При расчете исходили из требования полного устранения деформации, т.е. принимали f=0. После термообработки оценивали кривизну рельсов измерением максимальной стрелы прогиба. Результаты приведены в таблице. Как видно из таблицы, разброс в значениях стрелы прогиба рельсов, обработанных по стандартной технологии, достаточно высок, и около 75% из них имели кривизну более 30 мм, что требовало дальнейшей правки. В то же время почти 80% рельсов, закаленных по предлагаемому режиму, практически не имело кривизны, а оставшиеся 22% по величине стрелы прогиба уложились в пределы, исключающие необходимость дальнейшей правки. Таким образом, предлагаемый способ, по сравнению с известным, позволяет снизить деформацию, что приводит к существенному снижению производственных затрат за счет устранения операции правки.
ДивитисяДодаткова інформація
Автори англійськоюTkachenko Fedir Konstiantynovych, Sakhno Valerii Oleksandrovych, Tykhoniuk Leonid Serhiiovych, Bryzhunov Kyrylo Antonovych, Klymenko Ihor Heorhiiovych, Dehtiariov Serhii Ivanovych, Vorona Mykola Mykolaiovych
Автори російськоюТкаченко Федор Константинович, Сахно Валерий Александрович, Тихонюк Леонид Сергеевич, Бризгунов Кирилл Антонович, Клименко Игорь Георгиевич, Дегтярев Сергей Иванович, Ворона Николай Николаевич
МПК / Мітки
МПК: C21D 9/04
Мітки: обробки, залізничних, спосіб, рельсів, термічної
Код посилання
<a href="https://ua.patents.su/3-23429-sposib-termichno-obrobki-zaliznichnikh-relsiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки залізничних рельсів</a>
Спосіб термічної обробки швидкорізальної сталі
Номер патенту: 19205
Опубліковано: 25.12.1997
Автори: Д'яченко Светлана Степанівна, Крюков Віктор Костянтинович, Хрістофоров Анатолій Ілліч, Опріщенко Тетяна Анатоліївна, Шумаков Юрій Іванович
МПК: C21D 9/22
Мітки: обробки, спосіб, термічної, швидкорізальної, сталі
Формула / Реферат:
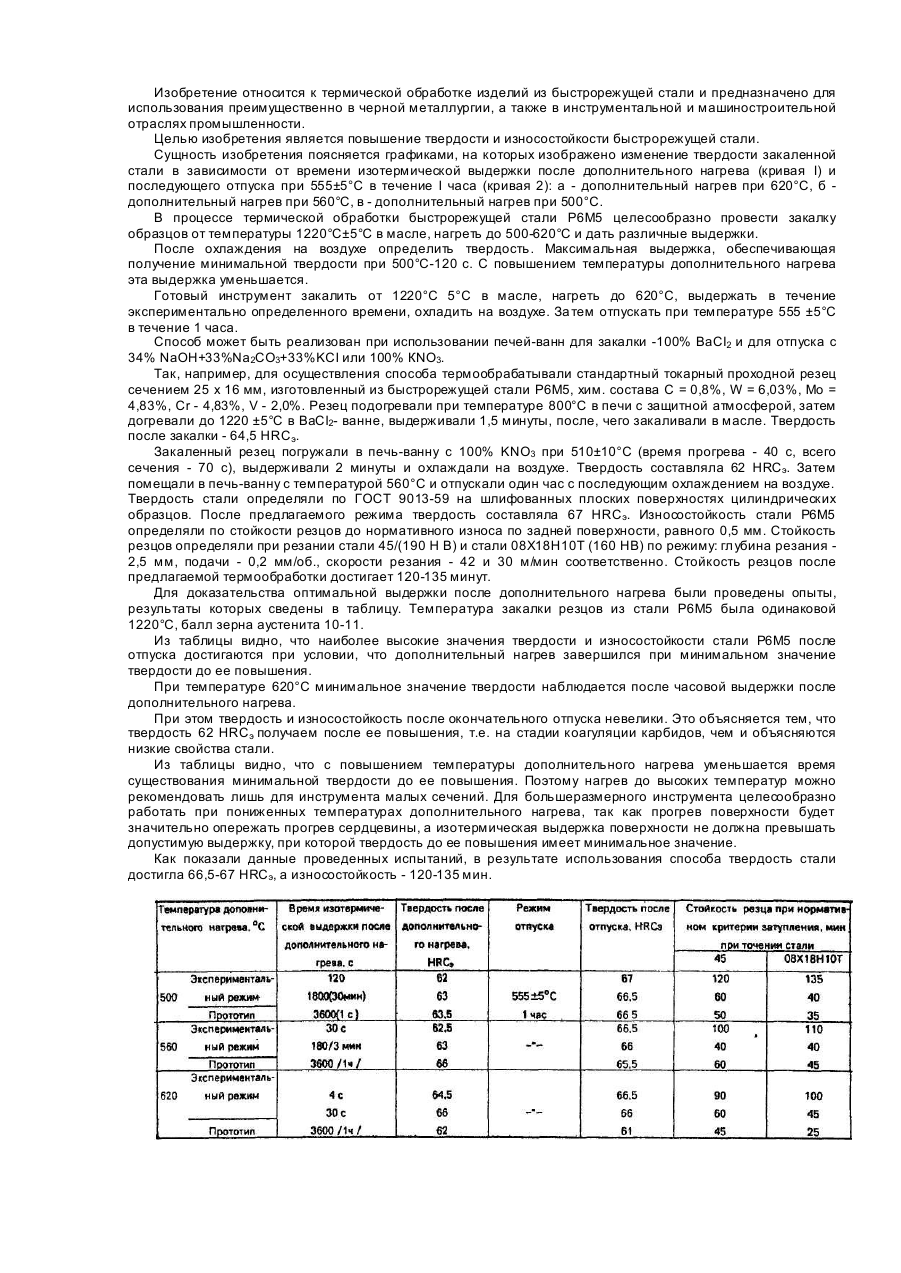
Способ термической обработки быстрорежущей стали, включающий закалку, нагрев до 500~620°С, выдержку, охлаждение на воздуха и отпуск при 555 ±5°С, отличающийся тем, что выдержку проводят в течение времени, позволяющего получить минимальное значение твердости.
Спосіб дугового зварювання стиків рельсів
Номер патенту: 21039
Опубліковано: 07.10.1997
Автори: Сергієнко Юрій Вікторовіч, Чигарьов Валерій Васильович
МПК: B23K 9/00
Мітки: спосіб, зварювання, рельсів, дугового, стиків
Формула / Реферат:
Способ дуговой сварки стыков рельсов с многослойным заполнением разделки кромок, при котором слои выполняют на оптимальном режиме возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков, отличающийся тем, что на оптимальном режиме выполняют сварку стойки рельса, а сварку подошвы и головки рельсов на режимах, в 1,6-1,7 раза превышающий оптимальный.
Спосіб термічної обробки рейок
Номер патенту: 3888
Опубліковано: 27.12.1994
Автори: Тихонюк Леонід Сергійович, Нестеров Дмитро Кузьмич, Сапожков Валерій Євгенович, Сахно Валерій Олександрович, Шевченко Олександр Іванович, Левченко Микола Пилипович
МПК: C21D 9/04
Мітки: обробки, термічної, спосіб, рейок
Формула / Реферат:
1. Способ термической обработки рельсов, включающий сфероидизирующий отжиг в три этапа, поверхностную закалку головки ТВЧ и самоотпуск, отличающийся тем, что на первом этапе сфероидизирующего отжига проводят нагрев до 200-300°C и выдержку в течение 1-3 часов, на втором этапе осуществляют 1-3 цикла нагрева со скоростью 50-100°C/ч до 740-780°C с выдержкой 1-3 часа и последующим охлаждением со скоростью 1-6°C до 520-420°C, на третьем этапе ведут...
Піч для термічної обробки
Номер патенту: 1474
Опубліковано: 25.07.1994
Автори: Самбуров Анатолій Яковлевич, Огінський Володимир Володимирович, Гагарін Віктор Миколайович
МПК: F27B 9/00
Мітки: обробки, термічної, піч
Формула / Реферат:
Печь для термической обработки, содержащая корпус с последовательно расположенными камерами нагрева с нагревателями и охлаждения с заслонками, механизм подъема и опускания заслонок, направляющие для перемещения обрабатываемых деталей, трубопроводы для подвода газа и отвода продуктов испарения, отличающаяся тем, что корпус выполнен с возможностью вертикального поворота, механизм подъема и опускания заслонок выполнен в виде приводной планки с...
Спосіб обробки рейок
Номер патенту: 3648
Опубліковано: 27.12.1994
Автори: Хургин Лев Семенович, Христенко Іван Миколайович, Карпенко Віталій Федорович, Левченко Микола Пилипович
МПК: E01B 31/00, B23B 35/00
Формула / Реферат:
Способ обработки рельсов, при котором осуществляют их резку на мерные длины, правку концов рельсов и сверление болтовых отверстий в шейке рельсов, отличающийся тем, что, с целью увеличения долговечности рельсов за счет уменьшения остаточных напряжений в зоне болтовых отверстий, до правки концов выполняют накернирование шейки рельса со стороны, противоположной расположению сверла на глубину, не превышающую половины толщины шейки рельса...
Попередній патент: Спосіб дослідження оцінки та регістрації центрального поля зору та пристрій для його здійснення
Наступний патент: Пристрій для електрохімічної обробки
Випадковий патент: Спосіб переміщення магнітних мікрооб'єктів