Мастильна композиція для пересування виробів із сталей та сплавів
Номер патенту: 23898
Опубліковано: 31.08.1998
Автори: Медведєв Михайло Іванович, Карасик Тетяна Леонідівна, Коваль Анатолій Тимофійович
Формула / Реферат
Смазочная композиция для прессования изделий из сталей и сплавов, включающая жидкое стекло и воду, отличающаяся тем, что она дополнительно содержит мочевину и стеклофритту при следующем соотношении компонентов, мас.%:
Стеклофритта 10-60
Жидкое стекло 5-25
Мочевина 1-7
Вода Остальное
Текст
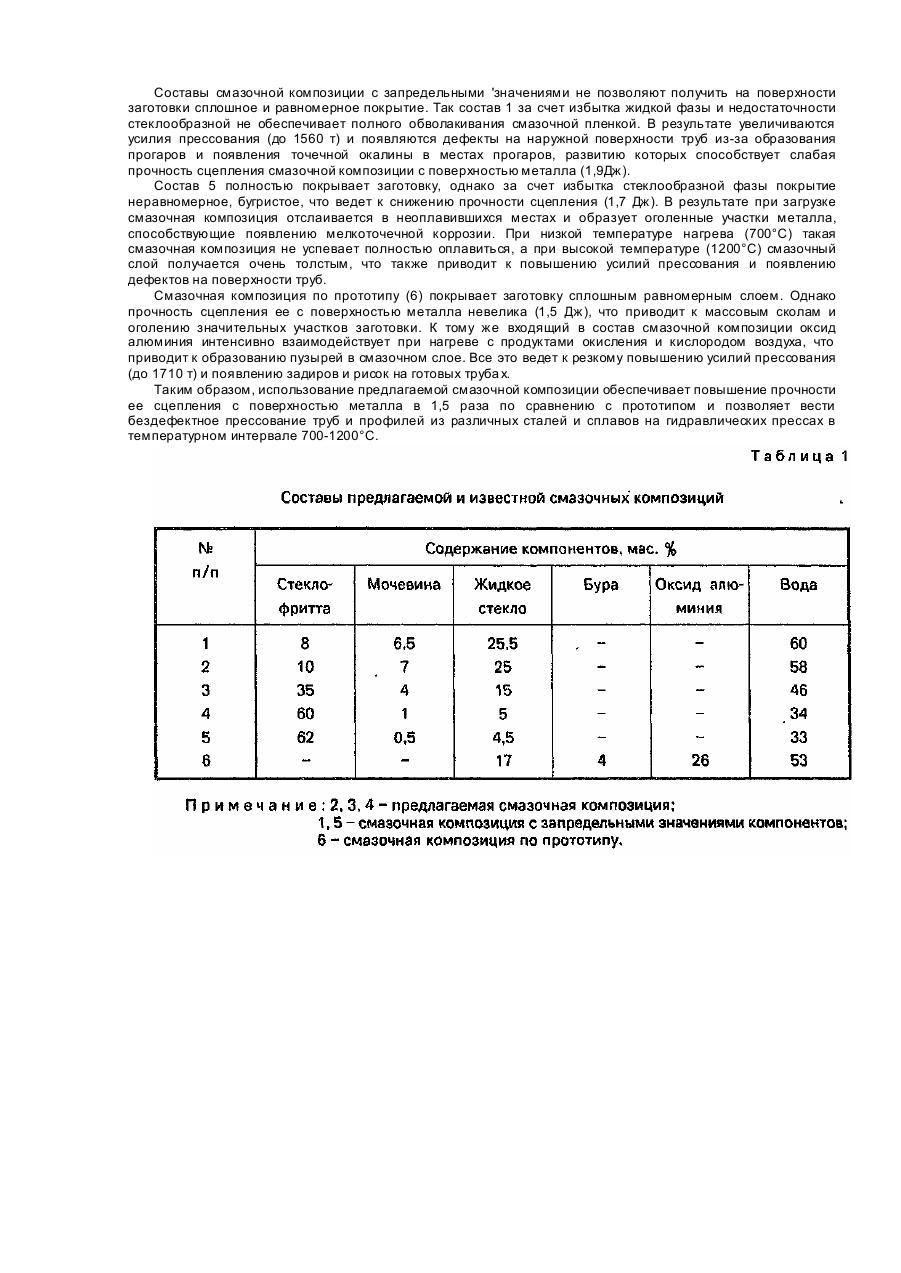
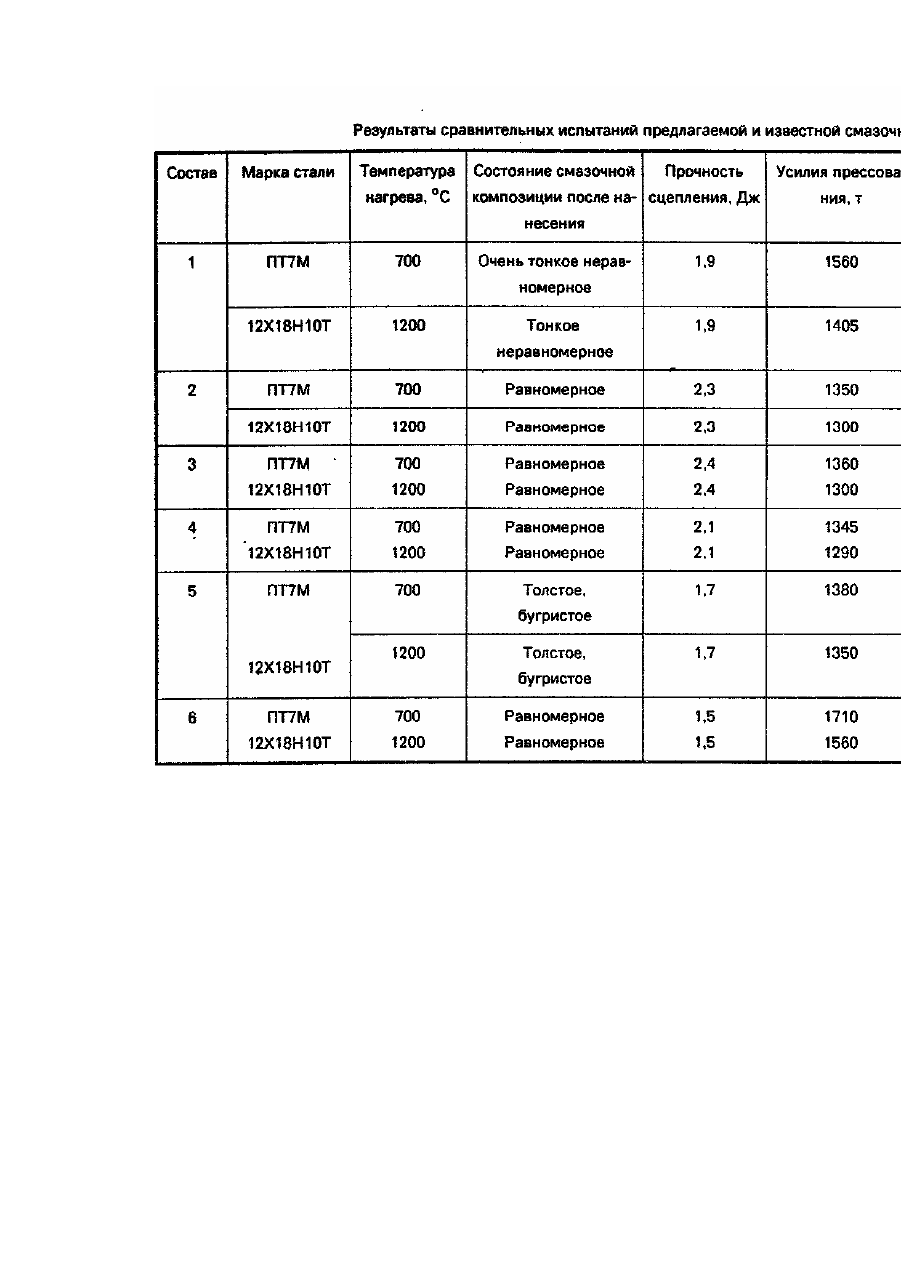
Изобретение относится к обработке металлов давлением, в частности к стеклосмазкам, и может быть использовано при прессовании труб и профилей из различных сталей и сплавов на гидравлических прессах в температурном интервале 700-1200°С. Известна смазочная композиция для горячей обработки металлов давлением, содержащая, мас.%: порошок алюминия 4-6, железную окалину 15-25, силикатную стеклоэмаль до 100 [Авт.св.СССР № 642358, кл. С 10 Μ 7/02, 1979}. Однако такая смазочная композиция плохо удерживается на заготовке, а при пониженных температурах (800-900°С) железная окалина не проплавляется и препятствует образованию сплошной смазочной пленки. Известна смазочная композиция для горячего прессования металлов давлением на основе минерального масла при следующем соотношении компонентов, мас.%: тиомочевиноформальдегидный металлополимер 10-15, графит 5-10, нефтяной битум 10-15, минеральное масло до 100 [Заявка № 94030645, кл. С 10 Μ 139/18, 1993]. Из-за наличия в составе композиции большого количества минерального масла происходит сползание с поверхности заготовки при нагреве. В результате в процессе нагрева часть поверхности заготовки остается без смазки, что не позволяет получить качественную поверхность прессуемого металла. Известна также смазочная композиция, используемая при горячем прессовании металлов, содержащая, мас.%: бура 3-5, оксид алюминия 20-32, жидкое стекло 14-20, вода до 100 [Авт.св.СССР № 891762, кл. С 10 Μ 7/02,19813. Однако при нанесении композиции на заготовку перед нагревом не обеспечивается . прочное сцепление с поверхностью металла за счет наличия инертного в холодном состоянии оксида алюминия. Последнее нарушает сплошность смазочного слоя и ведет к оголению металла при подаче заготовки в нагревательную печь металлическими захватывающими приспособлениями. Задачей предлагаемого изобретения является создание смазочной композиции для прессования изделий из сталей и сплавов, в которой путем введения дополнительных компонентов обеспечивается увеличение прочности сцепления смазочного слоя с поверхностью металла для повышения качества поверхности отпрессованных изделий. Поставленная задача решена тем, что в смазочную композицию, включающую жидкое стекло и воду, согласно изобретению, дополнительно введена мочевина и стеклофритта при следующем соотношении компонентов, мас.%: Стеклофритта 10-60 Жидкое стекло 5-25 Мочевина 1-7 Вода Остальное Отличие предлагаемой смазочной композиции от прототипа состоит в том, что в композицию введены мочевина и стеклофритта при указанном выше соотношении компонентов. Техническим результатом от использования предлагаемой смазочной композиции является повышение прочности ее сцепления с поверхностью металла для повышения качества поверхности отпрессованных изделий. Это обусловлено тем, что при растворении в воде мочевина диссоциирует с образованием ионов H2NCONH3+ и H2NCO(NH)". Известно, что при мокром помоле стекло-фритт процесс гидролиза идет с образованием значительных количеств ОН', которые связываются кислотным водородом мочевины. Отрицательный заряд ионов мочевины препятствует коагуляции смазочной композиции и способствует улучшению адгезии последней к поверхности металла. К тому же, при расплавлении стеклофритты мочевина взаимодействует с ее щелочными компонентами, способствуя образованию сплошной и равномерной смазочной пленки. Из-за лучшего сцепления с поверхностью металла не нарушается сплошность смазочного слоя при захвате заготовок железными кулачками перед подачей в печь, после сплавления смазочный слой получается сплошной и равномерный, что способствует повышению качества поверхности прессованных изделий. Для приготовления предлагаемой смазочной композиции использовали стеклофритту по ТУ 21 УССР 21979 следующего состава, мас.%: оксиды кремния 50,3; алюминия 4; кальция 6,5; натрия 27: калия 5,5; бора 3; железа 3.5; кобальта 0,2; техническое жидкое стекло по ГОСТ 13078-67, мочевина по ТУ 6-09-2117-87 и вода питьевая по ГОСТ 2874-73. Стеклофритту предварительно высушивали до влажности 2% и измельчали до фракции 0,08 мм. Подготовленную стеклофритту и мочевину, взятые в определенном соотношении, смешивали с расчетным количеством воды и жидкого стекла в шаровой мельнице до получения устойчивой суспензии. Приготовленную смазочную композицию окунанием наносили на поверхность обезжиренных заготовок. После высыхания заготовки помещали в индукционную печь для нагрева и последующего прессования. Были приготовлены и опробованы составы смазочной композиции, представленные в табл.1. Испытание смазочной композиции проводили согласно существующей технологии прессования труб на гидравлическом горизонтальном прессе усилием 1600 т. Заготовки из сплава ПТ7М и стали 12Х18Н10Т размером 170 х 43 х 400 мм нагревали до температуры 700 и 1200°С соответственно. Результаты испытаний приведены в табл.2. При этом прочность сцепления смазочной композиции с поверхностью металла определялась по ГОСТ 4765-73 путем удара бойка радиусом 9 мм под грузом 1 кг по боковой поверхности заготовки и последующим расчетом энергии удара. Энергия удара менее 2 Дж предполагает слабое сцепление. Остальные физические характеристики смазочной композиции определялись визуально. Усилия прессования - по пульту пресса. Предлагаемая смазочная композиция (2, 3,4) позволяет получить хорошее сцепление с металлом заготовки (2,1-2,4 Дж), при посадке в печь сколов не наблюдалось. После нагрева на заготовке окадина отсутствует, а вся поверхность покрыта равномерным сплошным смазочным слоем. Усилия прессования находятся на уровне, обычном для прессования аналогичных марок сталей, Качество прессуемых труб удовлетворительное. Составы смазочной композиции с запредельными 'значениями не позволяют получить на поверхности заготовки сплошное и равномерное покрытие. Так состав 1 за счет избытка жидкой фазы и недостаточности стеклообразной не обеспечивает полного обволакивания смазочной пленкой. В результате увеличиваются усилия прессования (до 1560 т) и появляются дефекты на наружной поверхности труб из-за образования прогаров и появления точечной окалины в местах прогаров, развитию которых способствует слабая прочность сцепления смазочной композиции с поверхностью металла (1,9Дж). Состав 5 полностью покрывает заготовку, однако за счет избытка стеклообразной фазы покрытие неравномерное, бугристое, что ведет к снижению прочности сцепления (1,7 Дж). В результате при загрузке смазочная композиция отслаивается в неоплавившихся местах и образует оголенные участки металла, способствующие появлению мелкоточечной коррозии. При низкой температуре нагрева (700°С) такая смазочная композиция не успевает полностью оплавиться, а при высокой температуре (1200°С) смазочный слой получается очень толстым, что также приводит к повышению усилий прессования и появлению дефектов на поверхности труб. Смазочная композиция по прототипу (6) покрывает заготовку сплошным равномерным слоем. Однако прочность сцепления ее с поверхностью металла невелика (1,5 Дж), что приводит к массовым сколам и оголению значительных участков заготовки. К тому же входящий в состав смазочной композиции оксид алюминия интенсивно взаимодействует при нагреве с продуктами окисления и кислородом воздуха, что приводит к образованию пузырей в смазочном слое. Все это ведет к резкому повышению усилий прессования (до 1710 т) и появлению задиров и рисок на готовых труба х. Таким образом, использование предлагаемой смазочной композиции обеспечивает повышение прочности ее сцепления с поверхностью металла в 1,5 раза по сравнению с прототипом и позволяет вести бездефектное прессование труб и профилей из различных сталей и сплавов на гидравлических прессах в температурном интервале 700-1200°С.
ДивитисяДодаткова інформація
Назва патенту англійськоюA lubricating composition for pressing articles of steels and alloys
Автори англійськоюKarasyk Tetiana Leonidivna, Medvediev Mykhailo Ivanovych, Koval Anatolii Tymofiiovych
Назва патенту російськоюСмазочная композиция для прессования изделий из сталей и сплавов
Автори російськоюКарасик Татьяна Леонидовна, Медведев Михаил Иванович, Коваль Анатолий Тимофеевич
МПК / Мітки
МПК: C10M 125/28, C10M 133/20
Мітки: сплавів, виробів, композиція, пересування, мастильна, сталей
Код посилання
<a href="https://ua.patents.su/3-23898-mastilna-kompoziciya-dlya-peresuvannya-virobiv-iz-stalejj-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Мастильна композиція для пересування виробів із сталей та сплавів</a>
Мастильна композиція
Номер патенту: 9768
Опубліковано: 30.09.1996
Автори: Цапенко Юрій Тимофійович, Цапенко Андрій Юрійович
МПК: C10N 30/04, C10N 30/08, C10M 135/00, C10M 141/00, C10M 133/20
Мітки: композиція, мастильна
Формула / Реферат:
(57) Смазочная композиций, содержащая минеральное масло, сульфанат кальция и антипенную присадку, отличающаяся тем, что композиция дополнительно содержит соль щелочно-земельного металла алкилфенолеульфида и мочевину при следующем соотношении компонентов, мае %
Мастильна композиція
Номер патенту: 22286
Опубліковано: 03.02.1998
Автори: Плошенко Іван Григорович, Панасюк Олександр Григорович, Ранський Анатолій Петрович, Побірченко Ольга Владиславівна, Моносов Олександр Борисович
МПК: C10M 105/00, C10M 133/54
Мітки: композиція, мастильна
Формула / Реферат:
Смазочная композиция на основе индустриальных масел и солей карбоновых кислот, отличающаяся тем, что она дополнительно содержит аминоспирты общей формулыгде R = R’ = Н. Аlk; n = 2-6. координационные соединения общей формулыгде R = R' = Н, Аlk; X = Al, В, Ga. Ln, Sn, Pb, и соли галоген карбоновых кислот переходных 3d-металлов общей формулыгде R2 = НаlСН2(СНг).; Nаl2СН(СН2)n; Hаl3С(СН2)n; n =...
Мастильна композиція
Номер патенту: 6637
Опубліковано: 29.12.1994
Автори: Полєнова Наталія Юр'євна, Скрипець Віктор Іванович, Самойленко Сергій Павлович, Кузнецов Андрій Андрійович, Жданов Анатолій Павлович
МПК: C10M 159/04, C10M 125/02, C10M 143/00, C10M 163/00
Мітки: композиція, мастильна
Формула / Реферат:
Смазочная композиция, содержащая низкомолекулярный полиэтилен и порошкообразный наполнитель, отличающаяся тем, что смазка в качестве порошкообразного наполнителя содержит графит и дополнительно содержит углеводородный конденсат стадии сепарации при производстве полиэтилена высокого давления при следующем соотношении компонентов, мас %: графит 3-30 низкомолекулярный полиэтилен ...
Устаткування для пересування скляних виробів
Номер патенту: 11532
Опубліковано: 25.12.1996
Автори: Шинкевич Євген Іванович, Шарабан Микола Опанасович, Мухін Віктор Павлович, Гапанович Валентин Спиридонович
МПК: B28B 5/00, C03B 11/02
Мітки: скляних, виробів, пересування, устаткування
Формула / Реферат:
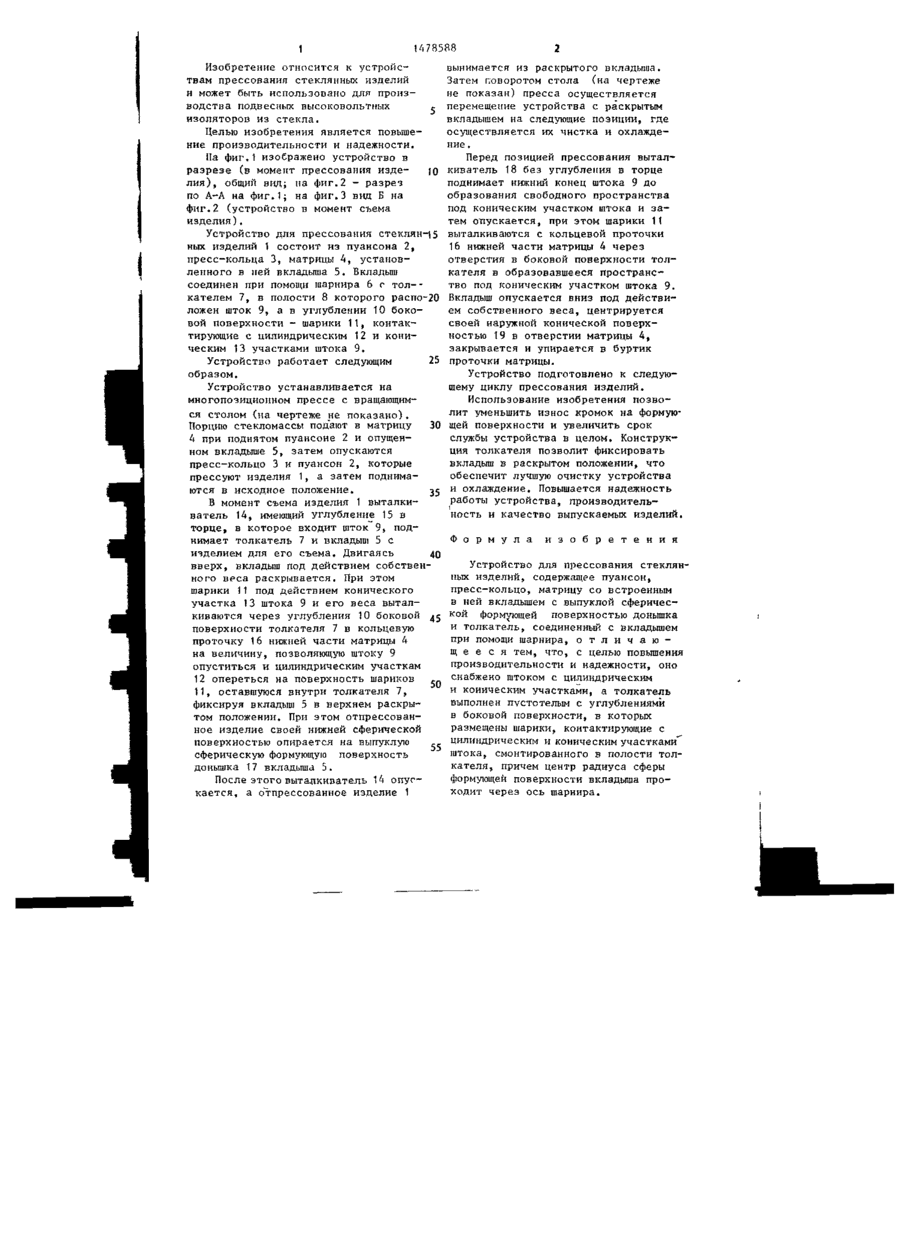
Устройство для прессования стеклянных изделий, содержащее пуансон, пресс-кольцо, матрицу со встроенным в ней вкладышем с выпуклой сферической формующей поверхностью донышка и толкатель, соединенный с вкладышем при помощи шарнира, отличающееся тем, что, с целью повышения производительности и надежности, оно снабжено штоком с цилиндрическим и коническим участками, а толкатель выполнен пустотелым с углублениями в боковой поверхности, в...
Спосіб виготовлення труб з високолегованих сталей та сплавів
Номер патенту: 18726
Опубліковано: 25.12.1997
Автори: Крихта Валерій Петрович, Медведєв Михайло Іванович, Царьков Олексій Костянтинович, Шперлін Павло Ілліч, Напханько Ігор Миколайович, Притоманов Олексій Євгеньєвич, Ціпер Євгеній Михайлович, Блощинський Григорій Павлович
МПК: B21C 23/02
Мітки: виготовлення, високолегованих, сталей, сплавів, спосіб, труб
Формула / Реферат:
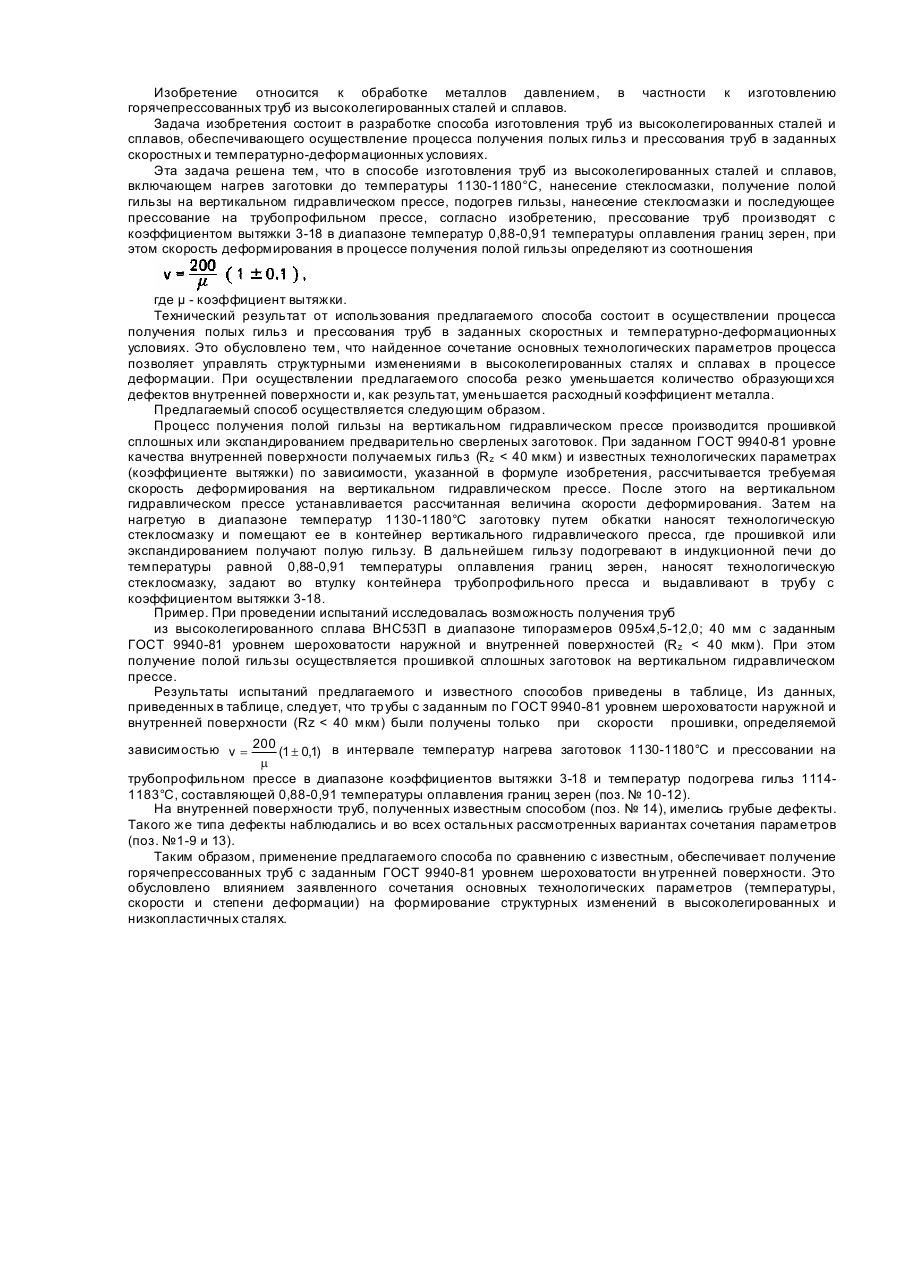
Способ изготовления труб из высоколегированных сталей и сплавов, включающий нагрев заготовки до температуры 1130-1180°С, нанесение стеклосмазки, получение полой гильзы на вертикальном гидравлическом прессе, подогрев гильзы, нанесение стеклосмазки и последующее прессование на трубопрофильном прессе, отличающийся тем, что прессование труб производят с коэффициентом вытяжки 3-18 в диапазоне температур 0,88-0,91 температуры оплавления границ...
Попередній патент: Спосіб одержання бета-каротину
Наступний патент: Вузол формування переносу
Випадковий патент: Касетний снаряд-носій