Виливниця
Номер патенту: 23974
Опубліковано: 31.08.1998
Автори: Стець Павло Денисович, Носоченко Олег Василійович, Іванов Юрій Григорович, Танцюра Сергій Миколайович, Плеплер Марк Лазаревич, Курдюков Анатолій Андрійович, Бризгунов Кирила Антонович, Березников Олександр Павлович
Формула / Реферат
Изложница, содержащая широкую и узкую стенки переменной толщины и угловую часть, а также донную часть с отверстием, отличающаяся тем, что внутренняя поверхность стенок в нижней части изложницы с теплоаккумулирующими приливами, высота, ширина и радиус сопряжения со стенками которых составляют соответственно 0,0015-0,06, 0,60-1,05; 1,10-1,50 высоты и максимальной толщины стенки.
Текст
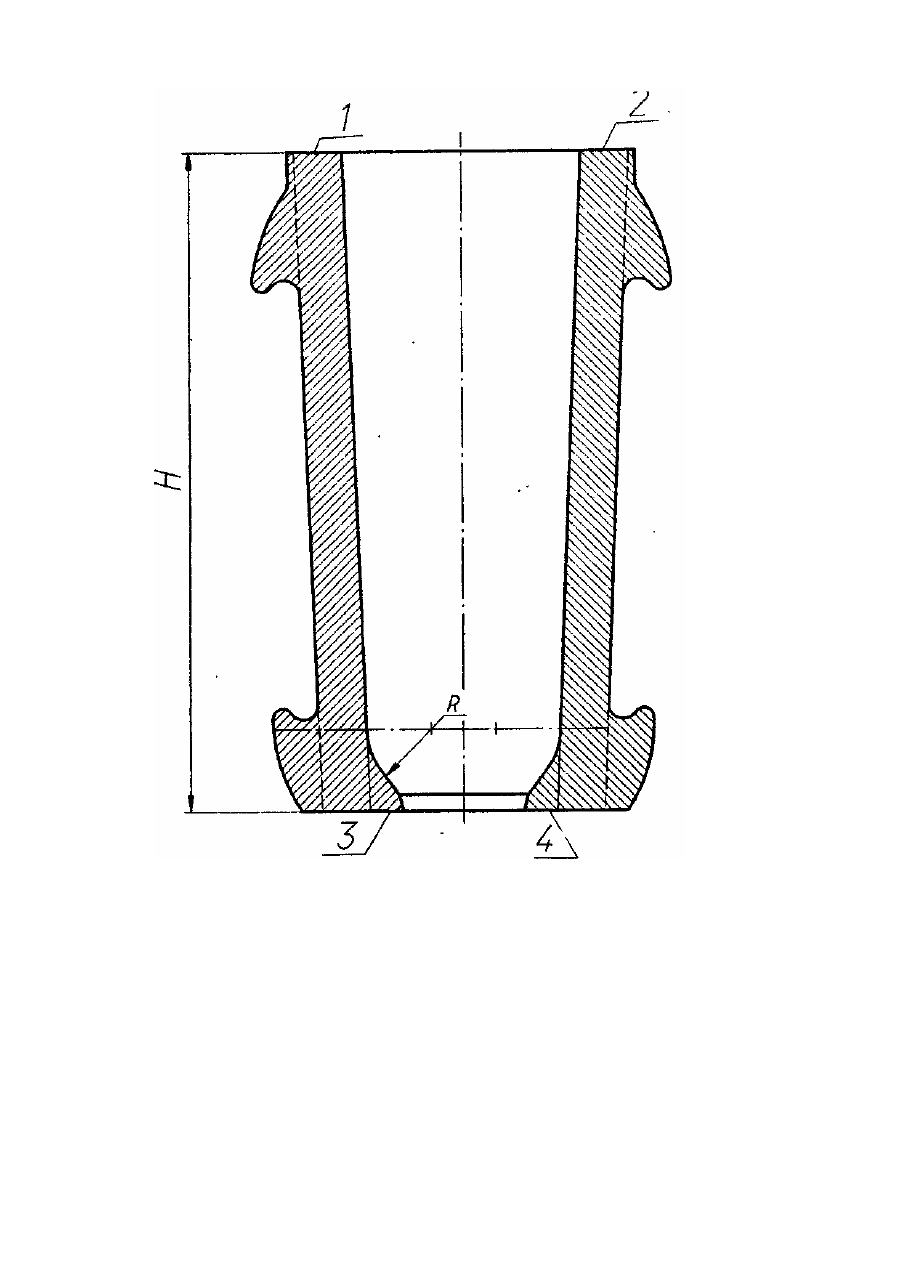
Изобретение относится к черной металлургии, в частности к конструкции сталеразливочных изложниц, применяемых при отливке блюминговых слитков спокойной стали, и может быть использовано в сталеплавильных и сталелитейных цехах металлургических и машиностроительных предприятий. Известна уширенная кверху изложница, применяемая при отливке сверху слябинговых слитков. Изложница содержит широкую и узкую стенки с приливами по периметру внутренней поверхности в нижней части со следующими параметрами: - высоты изложницы - 2100 мм, (Н); - сечение слитка у верхнего торца 1205x855 мм, у нижнего - 880 х 440 мм; - максимальная толщина стенок изложницы - 220 мм (SAmax); - ширина прилива по широкой стенке -165 мм (0,75 SAmax), узкой - 110 мм (0,5 SAmax); - высота прилива по широкой стенке -125 мм (0,06 Н), по узкой стенке - 40 мм (0,0190 Н); - радиус сопряжения прилива с широкой стенкой - 350 мм (1,59 SAmax), по узкой стенке - 50 мм (0,227 SAmax). Анализ данных по качеству слитков и характеру отбраковочных дефектов показал, что при достаточной долговечности изложница - прототип не обеспечивала требования, предъявляемые к качеству поверхности слитков. Обусло влено это тем, что при недостаточной механической прочности и теплоаккумулирующей способности приливов под действием знакопеременных температурных нагружений и падающей струи приливы у узких стенок начинали разрушаться на ранних этапах эксплуатации изложниц. Высота и угол сопряжения прилива с узкой стенкой являлись концентраторами неоднородности микроструктуры чугуна и температурных остаточных литейных и эксплуатационных напряжений, способствующих возникновению трещин в приливах и их разрушению. Высота, ширина, и радиус сопряжения приливов у широких стенок (0,06 SAmax, 0,75 SAmax и 1,59 Η) по своим параметрам являлись тепловым узлом, способствующим получению у вер хнего при заливке формы торца изложницы неоднородной микроструктуры чугуна с усадочной рыхлостью. Такая микроструктура чугуна не обеспечивала требуемую механическую прочность и теп-лоаккумулирующую способность приливов. Разрушение приливов приводило к отрицательному влиянию на формирование макроструктуры и качества поверхности слитков, приварке их к поддонам и повышенному нетранзиту. Наряду с отсутствием оптимального решения параметров приливов по углам, это привело к тому, что изложница данной конструкции была снята с производства. В основу изобретения поставлена задача усовершенствовать конструкцию донной части уширенной кверху глуходонной изложницы таким образом, чтобы ее конструкция способствовала повышению эксплуатационной долговечности изложницы с одновременным улучшением качества поверхности слитков, получению более однородной микроструктуры стали по всему объему отливаемых слитков за счет обеспечения максимальной теплоаккумулирующей способности донной части изложницы и поддона. Сущность изобретения состоит в том, что внутренняя поверхность стенок и угловых частей изложницы, выполнена с теплоаккумулирующими приливами, высота, ширина и радиус сопряжения которых со стенками составляют соответственно 0,0015-0,06; 0,006-1,05; 1,10-1,50 высоты и максимальной толщины стенки. Общими с изложницей-прототипом существенными признаками изобретения являются; - широкая и узкая стенки, а также угловая часть изложницы выполнены с приливами; - ширина и высота приливов на узкой и широкой стенках имеют разную ширину и высоту. - приливы сопряжены со стенками радиусами различной величины. Дополнительными признаками являются: параметры приливов по широкой и узкой стенкам тесно взаимосвязаны с приливами по угловой части изложницы, высотой и максимальным значением толщины стенки, параметры которой рассчитаны в соответствии с современными представлениями о принципах термоуравновешенности отливок, работающих в условиях знакопеременных температурных нагружений. Между существенными признаками и техническим результатом - обеспечением возможности управлять процессом структурообразования чугуна в верхней части при отливке изложницы, разливкой стали, охлаждением и формированием качественной поверхности слитка в его нижней части существует причинноследственная связь. Наличие приливов у нижнего торца изложницы по периметру внутренней поверхности, параметры которых по всему диаметру тесно взаимосвязаны с высотой и максимальной толщиной стенки, позволяют получить однородную и качественную микроструктур у чугуна в той части изложницы, которая, как правило, в процессе заливки формы получается наиболее пораженной шлаконеметаллическими включениями. Эта же часть изложницы, обладающая недостаточной механической прочностью и теплоаккумулирующей способностью, в процессе отливки слитков испытывает максимальные знакопеременные температурные нагружения. Расчетные параметры приливов обеспечивают этой части изложницы достаточную механическую прочность и теплоаккумулирующую способность, обеспечивающих повышение эксплуатационной долговечности изложниц, улучшение микроструктуры и качества поверхности отливаемых слитков, сокращение их привариваемости к поддону и нетранзиту. Как показали исследования, максимальная долговечность изложниц и значительное улучшение качества поверхности слитков достигается именно при такой форме расположения и конструктивных параметров приливов, которые в данном случае играют роль теплоаккумулирующи х. На чертеже изображена изложница со стенками и приливами по периметру внутренней поверхности и нижнего торца изложницы. Изложница содержит: широкую (SA)-1; 2 - узкую (SB) стенки, приливы по периметру широкой стенки - 3, узкой - 4. Высота изложницы - Н, максимальная толщина стенки SAmax, радиус сопряжения прилива у широкой стенки RSA, узкой RSB, ширина прилива по периметру вн утренней поверхности - В. Конструктивные параметры приливов выбраны, исходя из следующи х соображений. Параметры приливов тесно взаимосвязаны между собой, технологией отливки изложниц, разливки стали и качеством поверхности отливаемых слитков. Поэтому высота приливов не может быть выше 0,06 высоты изложницы (подтверждение не более 0,06Н), так как при заданной ширине (1,0 SAmax) и радиус сопряжения (2,25 SAmax) прилив по широкой стенке обеспечивает качество чугуна у верхнего по отливке торца долговечность изложницы, а также качество поверхности слитков. При увеличении высоты свыше 0,06 Η по качеству поверхности слитка и долговечности изложницы достигается тот же эффект, но при увеличенной массе изложницы, что существенно снижает экономическую целесообразность ее применения. Кроме того увеличенная высота прилива приводит к повышению у верхнего торца теплового узла, ухудшающего микроструктуру чугуна и требующего дополнительной механической обработки верхнего торца. Делать толщину прилива меньше 0,015 Η также нельзя (подтверждение не более 0,015 Н), т.к. при этой высоте прилив будет обладать недостаточной механической прочностью и теплоаккумулирующей способностью, что приведет к резкому снижению долговечности изложницы из-за размыва прилива на ранних этапах эксплуатации, ухудшению макроструктуры металла и качества поверхности слитков в нижней их части, увеличению их нетранзита из-за приваривания к поддону и разрушающемуся приливу при наполнении изложницы сталью. Максимальная ширина прилива не должна превышать значения 0,10 SAmax, т.к. в противном случае при том же долговечности изложницы будем иметь те же данные по макроструктуре металла и качеству поверхности слитков, но при большой массе изложницы, что вместе с дополнительными расходом металла при мехобработке верхнего торца делает применение этой изложницы менее эффективным. Делать ширину прилива меньше 0,8 SAmax нельзя, т.к. в этом случае прилив будет обладать недостаточной теплоаккумулирующей способностью, что приведет к резкому ухудшению качества поверхности слитков, преждевременному вы ходу изложниц из строя из-за недостаточной их механической прочности. Радиус сопряжения приливов со стенками выбран исходя из необходимости получения у верхнего торца минимальных напряжений и равномерных по всей высоте стенок микроструктуры и механических свойств, при минимальном засорении торца шлаконеметаллическими включениями при заполнении формы изложницы чугуном. Поэтому делать радиус больше 2,25 SAmax нельзя, т.к. мы не сможем получить заданную толщин у прилива при заданной его ширине, или при заданной ширине, не сможем получить необходимую толщину прилива. В итоге это приведет к необходимости отступления от расчетного соотношения параметров приливов, что послужит причиной их преждевременного разрушения из-за недостаточной механической прочности и выхода изложниц из строя на ранних этапах эксплуатации. Если приливам обеспечить . достаточную механическую прочность, это приведет лишь к увеличению массы изложниц и повышенному их расходу при том же эффекте по улучшению качества поверхности слитков. Уменьшать радиус сопряжения приливов со стенками 2,00 SAmax нецелесообразно, т.к. в этом случае угол встречи прилива со стенкой может стать концентратором неоднородности и микроструктуры и физикомеханических свойств чугуна, концентратором напряжений, способствующим возникновению поперечных трещин на ранних этапах эксплуатации как на поверхности слитков, так и внутренних изложниц. Внутренние параметры приливов обеспечивают возможность получения равномерных макроструктур у и физикомеханических свойств чугуна в объеме стенок и угловой части, теплоотвода в процессе наполнения изложницы сталью, ее кристаллизации и охлаждения слитков. Пример. Изложница сталеразливочная, уширенная кверху. Высота изложницы Η = 2040 мм, максимальная толщина широкой стенки SAmax - 155 мм, узкой SB - 150 мм. Высота прилива Η - 40 мм, 0,0190 Н. Ширина прилива 155 мм 0,85 SAmax. Радиус сопряжения прилива со. стенкой 200 мм -2,00 SAmax. Изложница с теплоизолирующими приливами по периметру внутренней поверхности у нижнего торца работает следующим образом. В цехе подготовки составов на поддон устанавливается изложница, состав с изложницами подается в разливочный пролет сталеплавильного цеха, где изложницы наполняются сталью. После кристаллизации стали и охлаждения в течение расчетного времени слитки изымаются из изложниц, после чего состав с изложницами подается на участки охлаждения, проверки и чистки. Проверенная и очищенная изложница повторно устанавливается при заданной температуре на поддон, после чего состав с изложницами подается в разливочный пролет сталеплавильного цеха. Применение изложницы заявляемой конструкции позволяет резко увеличить ее долговечность, улучшить качество поверхности слитков, сократить число приварившихся слитков. В мартеновском цехе комбината "Азов-сталь" испытана промышленная партия изложниц заявляемой конструкции при отливке слитков рельсовой стали. Изложница обеспечивает отливку качественных слитков в соответствии с требованиями действующих те хнологических инструкций с одновременным снижением расхода металла на передел, брака рельсов по дефектам металла, повышением долговечности изложницы.
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold
Автори англійськоюPlepler Mark Lazarevych, Kurdiukov Anatolii Andriiovych, Bryzhunov Kyryla Antonovych, Stets Pavlo Denysovych, Bereznykov Oleksandr Pavlovych, Tantsiura Serhii Mykolaiovych, Ivanov Yurii Hryhorovych
Назва патенту російськоюИзложница
Автори російськоюПлеплер Марк Лазаревич, Курдюков Анатолий Андреевич, Брызгунов Кирилл Антонович, Стець Павел Денисович, Березников Александр Павлович, Танцюра Сергей Николаевич, Иванов Юрий Григорьевич
МПК / Мітки
МПК: B22D 7/06
Мітки: виливниця
Код посилання
<a href="https://ua.patents.su/3-23974-vilivnicya.html" target="_blank" rel="follow" title="База патентів України">Виливниця</a>
Глуходонна сифонна виливниця

Номер патенту: 13142
Опубліковано: 28.02.1997
Автори: Климов Юрій Васильович, Борисов Юрій Миколайович, Клименко Павло Євгенович, Курганов Віктор Олександрович, Стець Павло Денисович, Підберезний Микола Петрович, Філатов Олексій Іванович, Бродський Сергій Сергійович, Лісовий Віктор Васильович
МПК: B22D 7/06
Мітки: виливниця, сифонна, глуходонна
Формула / Реферат:
(57) Глуходонная сифонная изложница, выполненная прямоугольной в поперечном сечении с переменной толщиной стенок граней, с утолщениями в нижних частях узких граней и на сопряженных с ними участках и с цапфами на широких гранях, отличающаяся тем, что утолщения выполнены на расстоянии до 0,06 высоты изложницы от ее нижнего торца, при этом высота и толщина утолщения соответственно составляет 0,44...0,98 и 0,28...0,64 максимальной толщины стенки...
Виливниця сталерозливна глуходонна

Номер патенту: 21894
Опубліковано: 30.04.1998
Автори: Дворядкін Борис Олександрович, Стець Павло Денисович, Локтіонов Петро Якович, Лісовий Віктор Васильович, Гоч Микола Григорович, Міронов Євген Костянтинович, Горягін Василь Олексійович
МПК: B22D 7/06
Мітки: глуходонна, сталерозливна, виливниця
Формула / Реферат:
Изложница сталеразливочная, глуходонная, с переменной толщиной стенок, имеющая широкие и узкие грани, выполненные на части внутренней поверхности вогнутыми, отличающаяся тем, что внутренняя поверхность узких граней образована тремя плоскостями в виде фигуры, в поперечном сечении представляющей собой у верхнего торца боковые стороны равнобедренного треугольника, а книзу от верхнего торца - боковые стороны и верхнее основание равнобедренной...
Виливниця для розливки сталі

Номер патенту: 7860
Опубліковано: 26.12.1995
Автори: Абрамов Віктор Валеріанович, Борисенко Іван Григорович, Клименко Валерій Климентійович, Килимник Ірина Михайлівна, Гулий Володимир Костянтинович, Мартиненко Микола Данилович, Поюровський Анатолій Ісаакович
МПК: B22D 7/06
Мітки: виливниця, сталі, розливки
Формула / Реферат:
Изложница для разливки стали с толщиной стенки, постепенно увеличивающейся по высоте от низа к верху, отличающаяся тем, что, с целью повышения стойкости изложницы за счет равномерного распределения температурной нагрузки по ее высоте, отношение толщины стенки низа изложницы к толщине стенки верха изложницы составляет 0,85-0,9.
Виливниця сталерозливальна наскрізна

Номер патенту: 21877
Опубліковано: 30.04.1998
Автори: Горягін Василь Олексійович, Міронов Євген Костянтинович, Дворядкін Борис Олександрович, Стець Павло Денисович, Локтіонов Петро Якович, Гоч Микола Григорович, Лісовий Віктор Васильович
МПК: B22D 7/06
Мітки: виливниця, сталерозливальна, наскрізна
Формула / Реферат:
Изложница сталеразливочная сквозная с гранями, имеющими переменную толщину стенок и вогнутые участки на внутренней поверхности, отличающаяся тем, что внутренняя поверхность каждой грани образована тремя плоскостями в виде фигуры, в поперечном сечении представляющей собой у нижнего торца боковые стороны равнобедренного треугольника, на половине высоты грани -боковые стороны и верхнее основание равнобедренной трапеции, при этом центральная...
Глуходонна сталерозливальна виливниця

Номер патенту: 20985
Опубліковано: 07.10.1997
Автори: Чеботарьов Анатолій Петрович, Морозов Володимир Борисович, Гоч Микола Григорович, Шевченко Віктор Іванович, Лісовий Віктор Васильович, Стець Павло Денисович, Похілов Юрій Борисович, Філатов Олексій Іванович, Гелюх Андрій Костянтинович, Каніщев Дмитро Федорович, Додонов Михайло Киридович, Пожидаєв Євген Тимофійович
МПК: B22D 7/06
Мітки: сталерозливальна, виливниця, глуходонна
Формула / Реферат:
Глуходонная сталеразливочная изложница с переменной толщиной прямолинейных стенок, внутренняя поверхность которых переходит в сферическую форму дна, а наружная снабжена вертикальными охлаждающими элементами с волнистой поверхностью, отличающаяся тем, что охлаждающие элементы размещены на поверхности стенок без подъемных приспособлений по высоте стенки 0,20-0,30 от дна и выполнены с переменными по высоте изложницы радиусом и высотой волн с...
Попередній патент: Імпульсний регулятор постійного струму
Наступний патент: Яблучне столове іскристе вино “серпанок”
Випадковий патент: Спосіб і пристрій для безперервного отримання металічного титану або його сплаву