Спосіб поділу гнутих профілей прокату
Номер патенту: 21171
Опубліковано: 04.11.1997
Автори: Діамантопуло Костянтин Костянтинович, Капланов Василь Ілліч, Діамантопуло Олексій Костянтинович
Формула / Реферат
1. Способ разделения гнутых профилей проката, включающий предварительный надрез сдвигом на глубину, меньше глубины трещинообразования, перемещение профиля в осевом направлении и окончательное отделение профиля по плоскости предварительного надреза, отличающийся тем, что после надрезки сдвигом неспрофилированной непрерывно движущейся ленты, производят спрямление ее в направлении, противоположном направлению предварительного надреза, профилируют ленту в профиль требуемого сечения с последующим окончательным отделением профиля.
2. Способ по п. 1, отличающийся тем, что окончательное разделение гнутого профиля производят приложением знакопеременной, ломающей по плоскости надреза, нагрузки.
3. Способ по п. 1, отличающийся тем, что окончательное отделение гнутого профиля производят разогревом места надреза и приложением растягивающей нагрузки.
Текст
Изобретение относится к области обработки металлов давлением и может быть использовано для разделения гнутых профилей проката преимущественно в линиях непрерывных станов (профилегибочных, трубоэлектросварочных и др.). Технической проблемой в области разделения движущихся гнутых профилей проката является безотходное разделение без нарушения геометрических размеров поперечного сечения профиля произвольной формы без ограничения скорости профилирования. Известны способы резки движущихся труб в линиях различных станов, включающие признаки, общие с описываемым способом: перемещение профиля (трубы) в осевом направлении и окончательное отделение с отходом на прорезной слой мерной заготовки. [Автоматические устройства для резки труб на ходу. М., ЦНИИЧМ, 1964, 62 с]. В известных способах для резки движущегося профиля применяют одно из известных "летучих" отрезных устройств: "летучие" пилы, "летучие" штампы и т. п., которые не только искажают поперечное сечение профиля (смятие, завальцовка, косина реза подрезы, заусенцы и т. п.), но и ограничивают максимально возможную скорость профилирования, то есть производительность стана, из-за необходимости возвратнопоступательного перемещения вместе с разрезаемым профилем режущего узла, имеющего значительную массу. Ближайшим решением к описываемому способу по технической сущности достигаемому результату является способ резки профиля, заключающийся в том, что профиль предварительно надрезают сдвигом на величину, меньшую глубины трещинообразования, перемещают профиль в осевом направлении на величину длины отрезаемой заготовки, фиксируют его, а затем осуществляют предварительный надрез последующей заготовки и одновременно окончательно отрезают предыдущую заготовку по плоскости предварительного надреза в направлении, противоположном направлению предварительного надреза [Авт. св. СССР №1044438, кл. В 23 D 23/00, опублик. 1983 - прототип). Признаками, общими для прототипа и описываемого способа, являются предварительный надрез сдвигом на величину, меньшую глубины трещинообразования, перемещение профиля в осевом направлении и окончательное отделение профиля по плоскости предварительного надреза. Однако надрезка сдвигом готового профиля, особенно закрытого типа, обязательно приведет к сильному смятию поперечного сечения, а перемещение в осевом направлении на величину отрезаемой заготовки и последующая фиксация надрезанного профиля исключают возможность окончательного отделения мерной заготовки в процессе перемещения профиля в линии непрерывного стана, или недопустимо снизит производительность стана. Кроме этого окончательная отрезка предыдущей заготовки от профиля по плоскости предварительного надреза в направлении, противоположном направлению предварительного надреза, также приведет к смятию поперечного сечения, как и в случае предварительного надреза профиля. В основу изобретения поставлена задача разработать способ разделения гнутых профилей, в котором новые операции и последовательность их осуществления позволят обеспечить разделение профилей с произвольной формой поперечного сечения без нарушения их геометрии и ограничения скорости профилирования, что повысит качество разделения и производительность процесса. Для решения поставленной задачи в способе разделения гнутых профилей проката, включающего предварительный надрез сдвигом на глубину, меньше глубины трещинообразования, перемещение профиля в осевом направлении и окончательное отделение профиля по плоскости предварительного надреза, в соответствии с предлагаемым изобретением, после надрезки сдвигом неспрофилированной непрерывно движущейся ленты, производят спрямление ее в направлении, противоположном направлению предварительного надреза, профилируют ленту в профиль требуемого сечения с последующим окончательным отделением профиля. При этом окончательное отделение профиля осуществляют приложением знакопеременной ломающей нагрузки или разогревом места надреза с приложением растягивающей нагрузки. Возможность разделения профиля любой формы появляется за счет того, что после надрезки сдвигом и спрямления движущейся ленты получают ленту с концентратором напряжений, перпендикулярными или под углом к боковой стороне ленты, из ленты профилируют гнутый профиль с концентратором, расположенным по всему сечению профиля, что предопределяет разделение профиля по плоскости концентратора без смятия. Кроме того предложенные операции, выполняемые в указанной последовательности, позволяют исключить необходимость использования "летучего" отрезного устройства, так как процесс окончательного разделения профиля осуществляют в правильном агрегате при приложении знакопеременной ломающей нагрузки. Это, в свою очередь, позволяет снять ограничение на величину скорости профилирования, обусловленное необходимостью перемещать в двух направлениях на значительные расстояния со скоростью равной скорости перемещения профиля, массивный режущий узел "летучего" отрезного устройства, установленного после правильного агрегата и занимающего значительные производственные площади. В результате решения поставленной задачи повышают производительность и качество разделения. Суть изобретения поясняется чертежами, где на фиг. 1 представлена схема технологической линии изготовления труб на непрерывном трубоэлектросварочном стане; на фиг. 2 - надрез сдвигом ленты в поперечном направлении; на фиг. 3 -расположение концентраторов в ленте после ее спрямления. Способ осуществляют следующим образом. На непрерывном агрегате для производства электросварочных труб рулоны полосы поступают на рулоноразмыватель 1, где производят отгибку переднего конца рулона, его размотку, правку на роликовой листоправильной машине 2, обрезку переднего и заднего концов рулона и подачу полосы к стыкосварочной машине 3. Для обеспечения непрерывного процесса формовки (профилирования) и сварки труб задний и передний концы рулонов сваривают на стыкосварочной машине 3 и затем с обеих сторон ленты срезают образовавшийся при стыковке грат. Во время остановки ленты для осуществления сварки концов рулонов, формовочно-сварочная линия продолжает работу за счет накопленного ранее с большой скоростью ленты (штрипса) в специальном петлеобразователе 4; ленту вытягивают из него со скоростью сварки трубы. Прежде чем попасть в формовочный стан, ленту обрезают с двух сторон на дисковых ножницах, чем достигается необходимая точность ее по ширине, обеспечивающая хорошую формовку и высокое качество сварного шва. Затем, в соответствии с предлагаемым изобретением, ленту надрезают сдвигом в устройстве 5, представляющем собой, например "летучий" короткоходовой штамп с индивидуальным приводом, работающим в режиме запуска. Глубина надрезки (рабочий ход) не превышает 0,7 толщины ленты, и рассчитывают ее для каждой марки стали и толщины по известным зависимостям. На практике расчетную глубину надрезки проверяют экспериментом. Схема надрезки сдвигом ленты в поперечном направлении представлена на фиг. 2. При дальнейшем движении ленты производят ее спрямление валками 6 или валками формовочного стана 7 в процессе профилирования ленты. После формовки штрипса в трубную заготовку, последняя поступает в трубосварочную машину 8, где осуществляют нагрев кромок в индукторе и сжатие их при помощи нескольких сварочных валков. Сжатые таким образом кромки сваривают между собой, а резцовая головка 9 зачищает сварной шов. Затем сварной шов охлаждают и трубная заготовка проходит калибровку в калибровочном стане 10, где в процессе правки, в соответствии с предлагаемым способом, к трубе прикладывают знакопеременную нагрузку, под действием которой ненадрезанная трубная заготовка проходит правку, а в месте надреза сдвигом микротрещины концентратора напряжений развиваются в макротрещины и происходит окончательное разделение мерной трубной заготовки по плоскости предварительного надреза. После разделения отрезанная часть трубы длиной 8-10 м поступает по обводной решетке на рольганг, который транспортирует трубы к накопителю 10 или дополнительную правку семивалковой машины с геликоидными роликами. Пример конкретного выполнения способа. Для производства трубы Æ40X3 мм по ГОСТ 5005-82 из стали 08 кп по ГОСТ 1050-74 лента после обрезки с двух сторон на дисковых ножницах имеет ширину около 125 мм. Перед заходом в формовочный стан движущуюся ленту надрезают сдвигом на глубину h, определяемую из соотношения: H=S(0,76-0,035-0,9014n), где S - толщина стенки трубы, мм; S - 3 мм; n - число ходов пресса (устройства) в минуту, на котором производят надрезку сдвигом; примем n= 200 ходов в минуту; h=3(0,76-0,035 х 3-0,0014 х 200); h= 1,38 мм. Неодновременное спрямление надрезанной ленты произведут валки многоклетьевого формовочного стана в процессе формовки ленты. Неодновременность спрямления позволяет получить в ленте концентратор напряжения с меньшим радиусом закругления при вершине надреза за счет значительно меньшей силы растяжения ленты, действующей при неодновременном спрямлении, чем при одновременном. После формовки, сварки и зачистки сварного шва, его охлаждение производят водой с низкопроцентной добавкой ПАВ (напр., вещества "Этнас"), которое, способствуя эффекту Ребиндера, существенно снижает прочность металла в зоне вершины концентратора напряжений. Затем трубку подвергают калибровке в калибровочном стане, где под действием знакопеременной нагрузки происходит не только правка трубы по сечению, но и окончательное отделение мерной трубной заготовки по плоскости концентратора напряжений, образованного предварительным надрезом сдвигом и спрямлением ленты. Окончательное отделение мерной трубной заготовки может быть произведено после правки трубы в калибровочном стане разогревом места надреза индуктором, снижающим прочность металла, и приложением растягивающей нагрузки. Таким образом, предложенное изобретение позволяет повысить качество разделения и скорость профилирования при производстве гнутых профилей проката на непрерывных станах.
ДивитисяДодаткова інформація
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Kaplanov Vasyl Illich, Diamantopulo Oleksii Kostiantynovych
Автори російськоюДиамантопуло Константин Константинович, Капланов Василий Ильич, Диамантопуло Алексей Константинович
МПК / Мітки
МПК: B23D 23/00
Мітки: поділу, прокату, профілей, гнутих, спосіб
Код посилання
<a href="https://ua.patents.su/3-21171-sposib-podilu-gnutikh-profilejj-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб поділу гнутих профілей прокату</a>
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Здибель Микола Маркович, Калужський Володимир Борисович, Марченко Віктор Семенович
МПК: B21D 5/06
Мітки: спосіб, профілей, виготовлення, гнутих
Формула / Реферат:
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці
Номер патенту: 4870
Опубліковано: 28.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: гнутих, стінці, профілів, поперечними, гофрами, виготовлення, прокату, спосіб
Формула / Реферат:
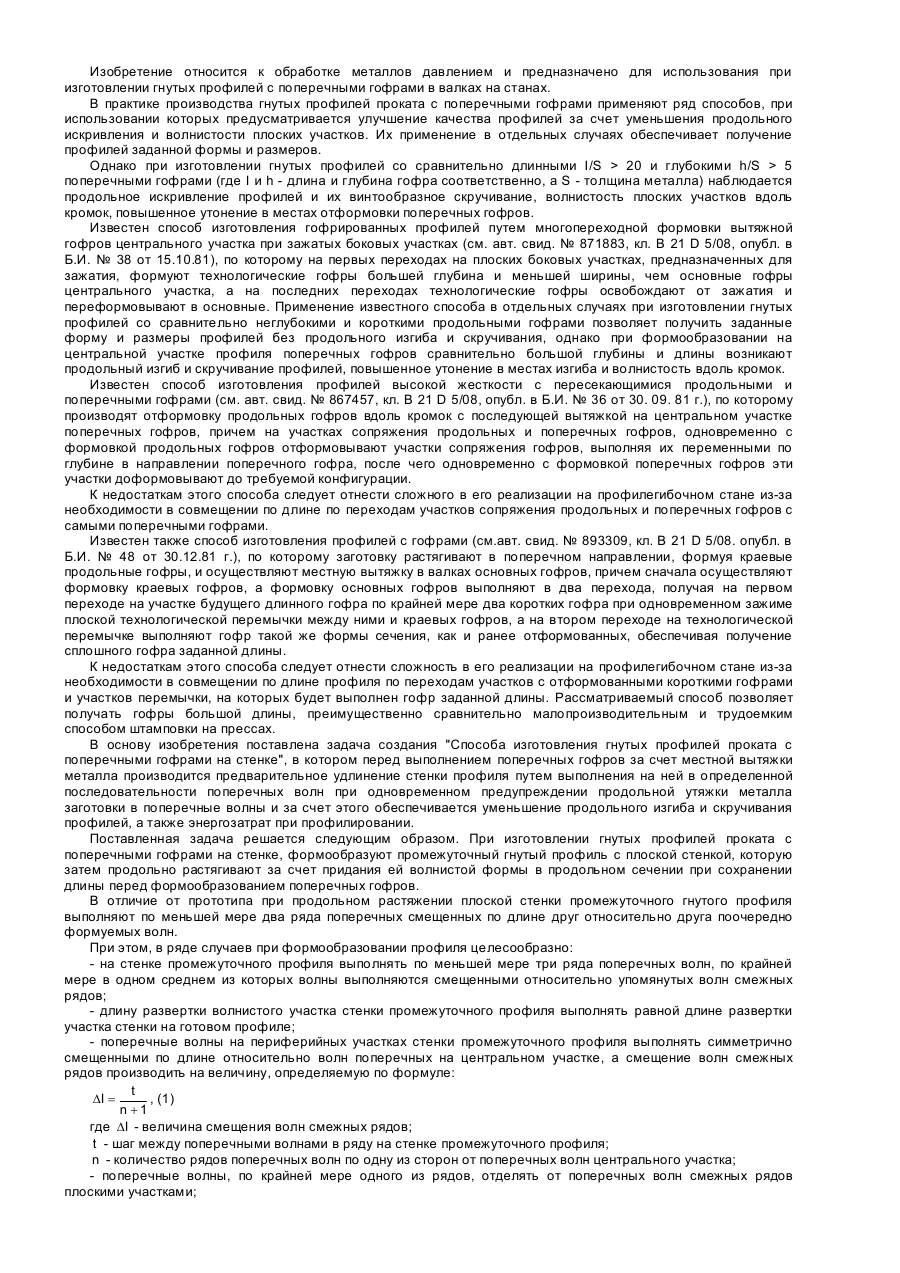
1. Способ изготовления гнутых профилей проката с поперечными гофрами на стенке, включающий формообразование промежуточного гнутого профиля с плоской стенкой и продольное се растяжение за счет придания ей волнистой формы в продольном сечении при сохранении длины перед формообразованием поперечных гофров, отличающийся тем, что при продольном растяжении плоской стенки промежуточного гнутого профиля выполняют по меньшей мере два ряда...
Спосіб виготовлення гнутих профілів розставленого перерізу
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: гнутих, спосіб, профілів, виготовлення, розставленого, перерізу
Формула / Реферат:
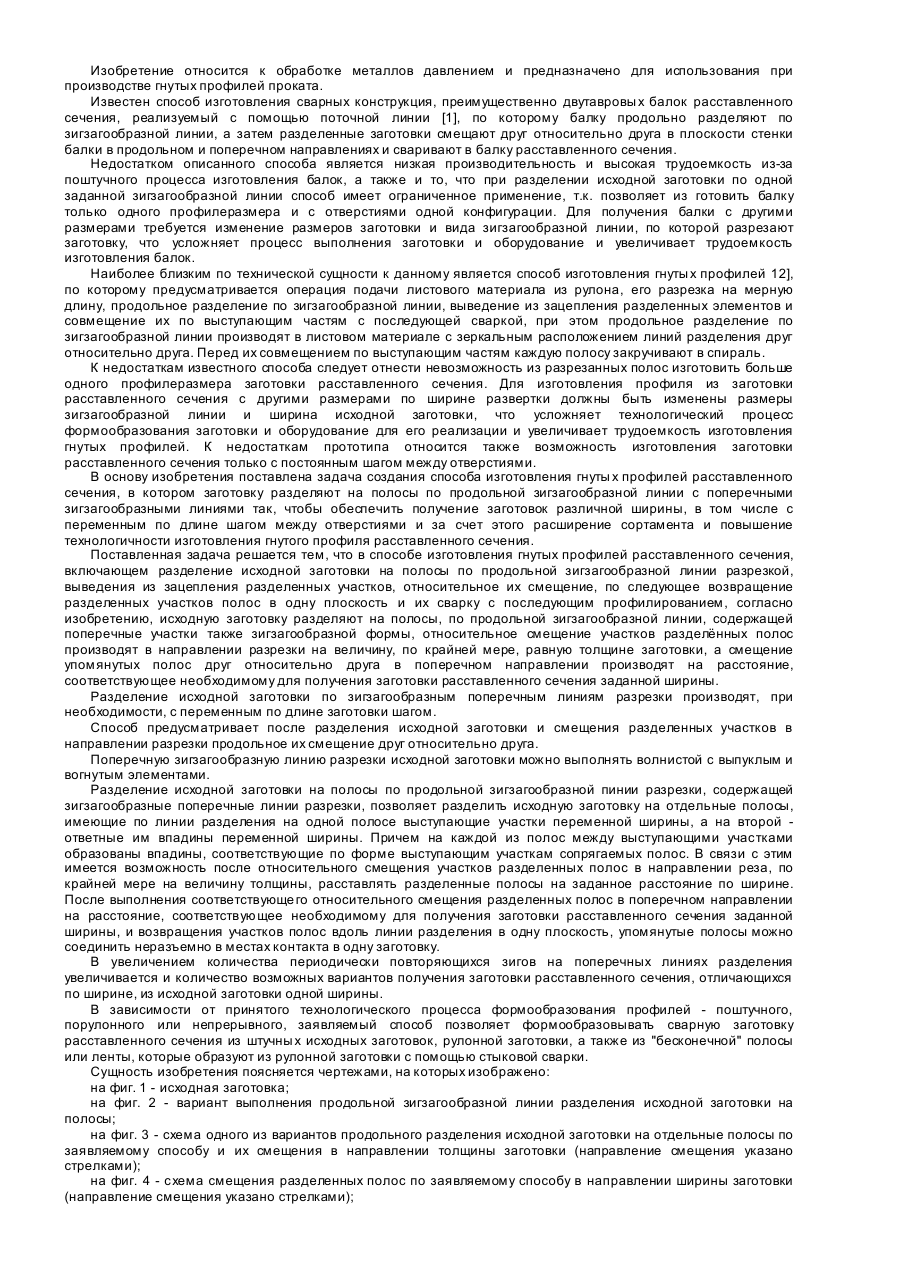
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович, Мних Юрій Вікентійович, Мирошниченко Анатолій Васильович, Кірієнко Анатолій Іванович, Дорожко Іван Кирилович, Проценко Юрій Юрійович
МПК: B21B 1/08
Мітки: профілей, швелерних, прокатки, спосіб
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Спосіб виготовлення гнутих профілів
Номер патенту: 13197
Опубліковано: 28.02.1997
Автори: Богданов Олександр Михайлович, Докторов Марк Юхимович, Лінчевський Валерій Валентинович, Підлісний Володимир Дмитрович, Ахлестін Володимир Леонідович, Шестаков Валентин Васильович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: профілів, гнутих, виготовлення, спосіб
Формула / Реферат:
(57)1. Способ изготовления гнутых профилей, содержащих стенку и полую полку, путем последовательной по переходам подгибки элементов профиля в валках и размещения при этом стенки профиля в горизонтальной плоскости, отличающийся тем, что профиль изготавливают по меньшей мере из двух отдельных заготовок, по ширине и толщине соответствующих будущим стенке и полке профиля, при этом вна-чале осуществляют профилирование одной из заготовок, затем...
Попередній патент: Спосіб одержання графіту, що терморозширюється
Наступний патент: Спосіб знешкодження токсичних газових викидів
Випадковий патент: Спосіб оцінювання популяцій курей яєчних кросів