Спосіб правки кінцевих ділянок прокату
Номер патенту: 22325
Опубліковано: 03.02.1998
Автори: Жученко Олександр Миколайович, Галушкін Олександр Васильович
Формула / Реферат
1. Способ правки концевых участков проката, при котором перемещаемую вдоль продольной оси заготовку подвергают знакопеременному изгибу путем приложения поперечных усилий вращающимися роликами с увеличением прогибов заготовки на ее концевых участках, отличающийся тем, что прогибы концевых участков заготовки доводят до 2,4 - 4,6 прогибов ее средней части под с соответствующими роликами.
2. Способ по п. 1, отличающийся тем, что доведение прогибов заготовки до разных значений на концевых участках и в средней части осуществляют при двух изгибах разного знака поддержанием постоянного усилия каждого изгиба при изменении схемы нагружения заготовки по мере перемещения ее между роликами.
Текст
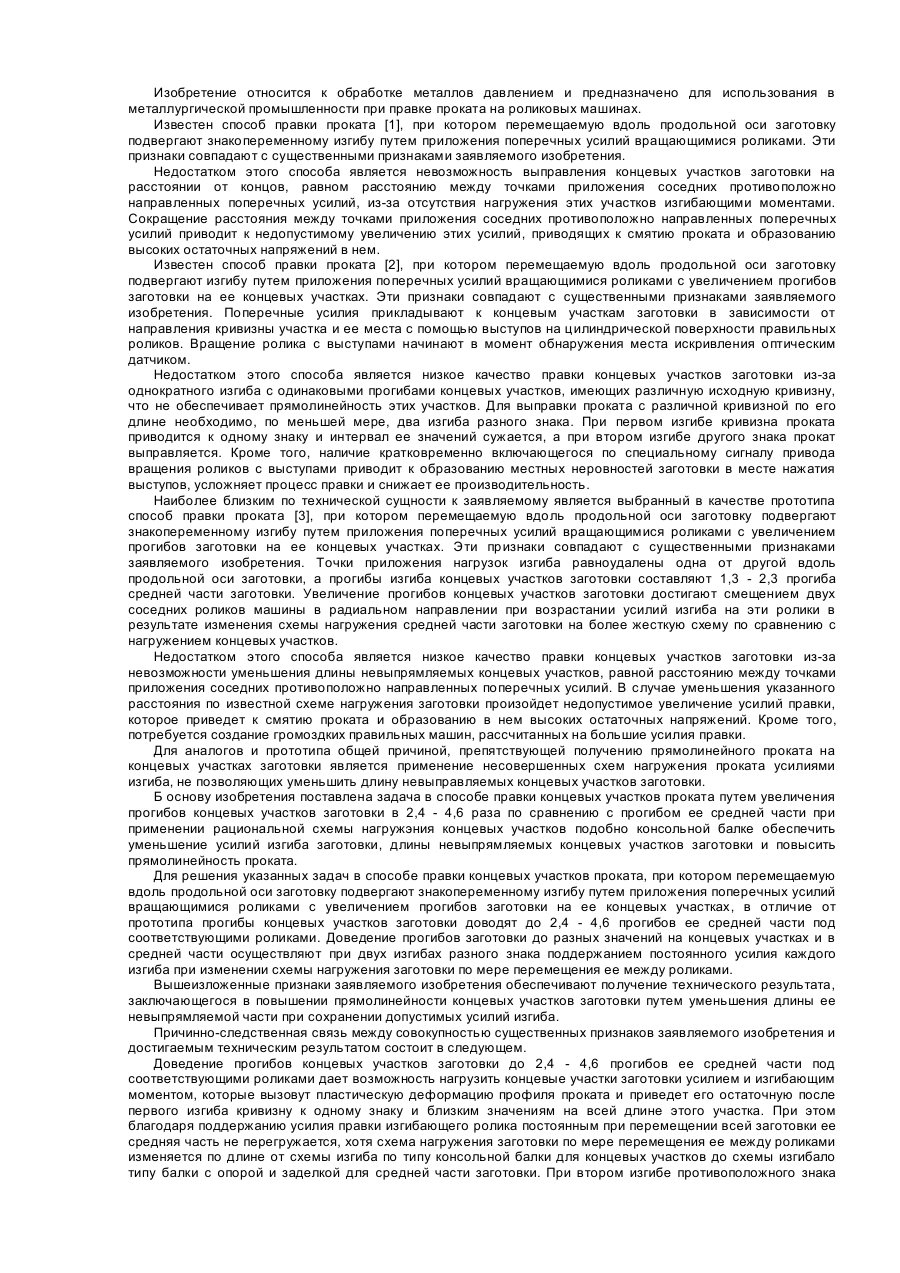
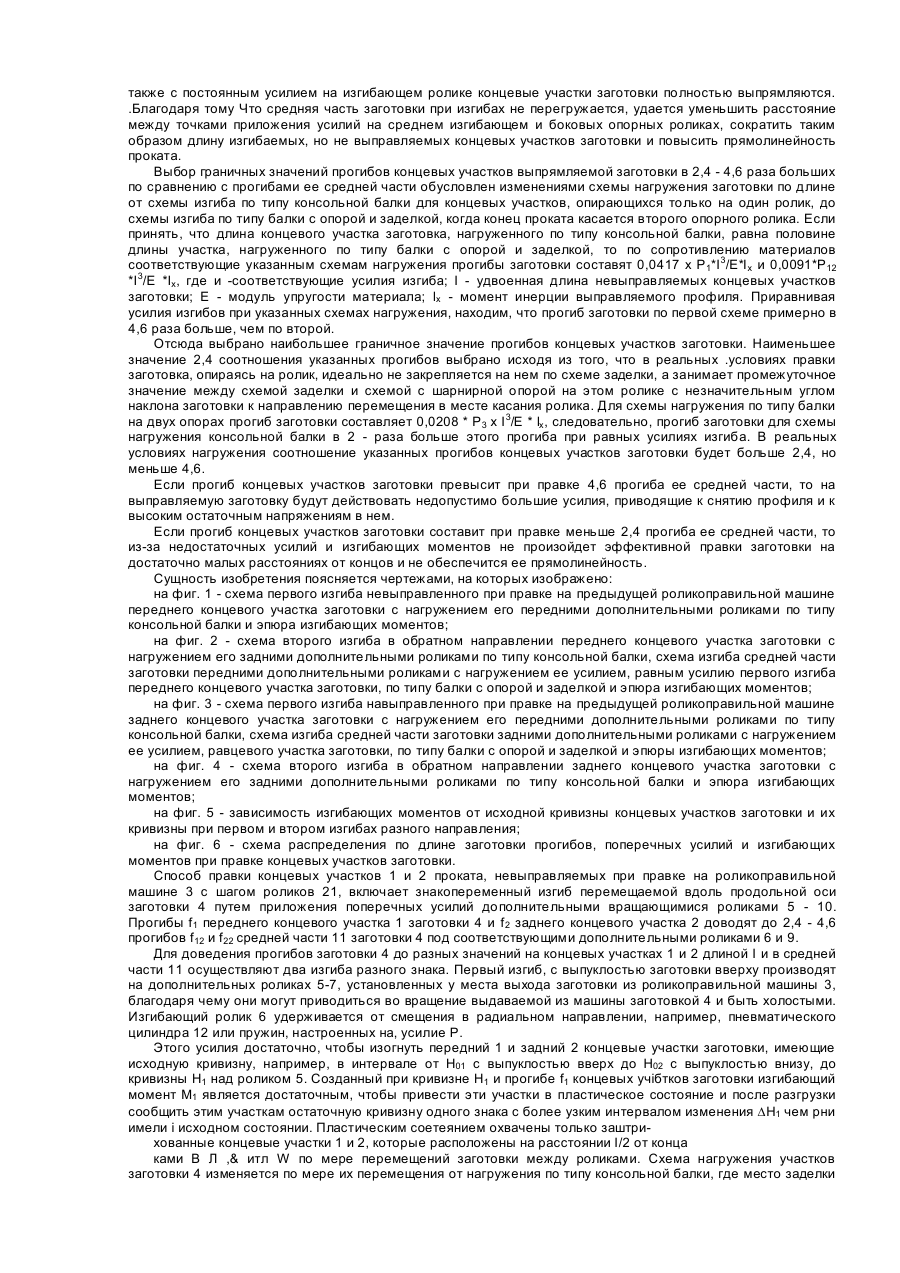
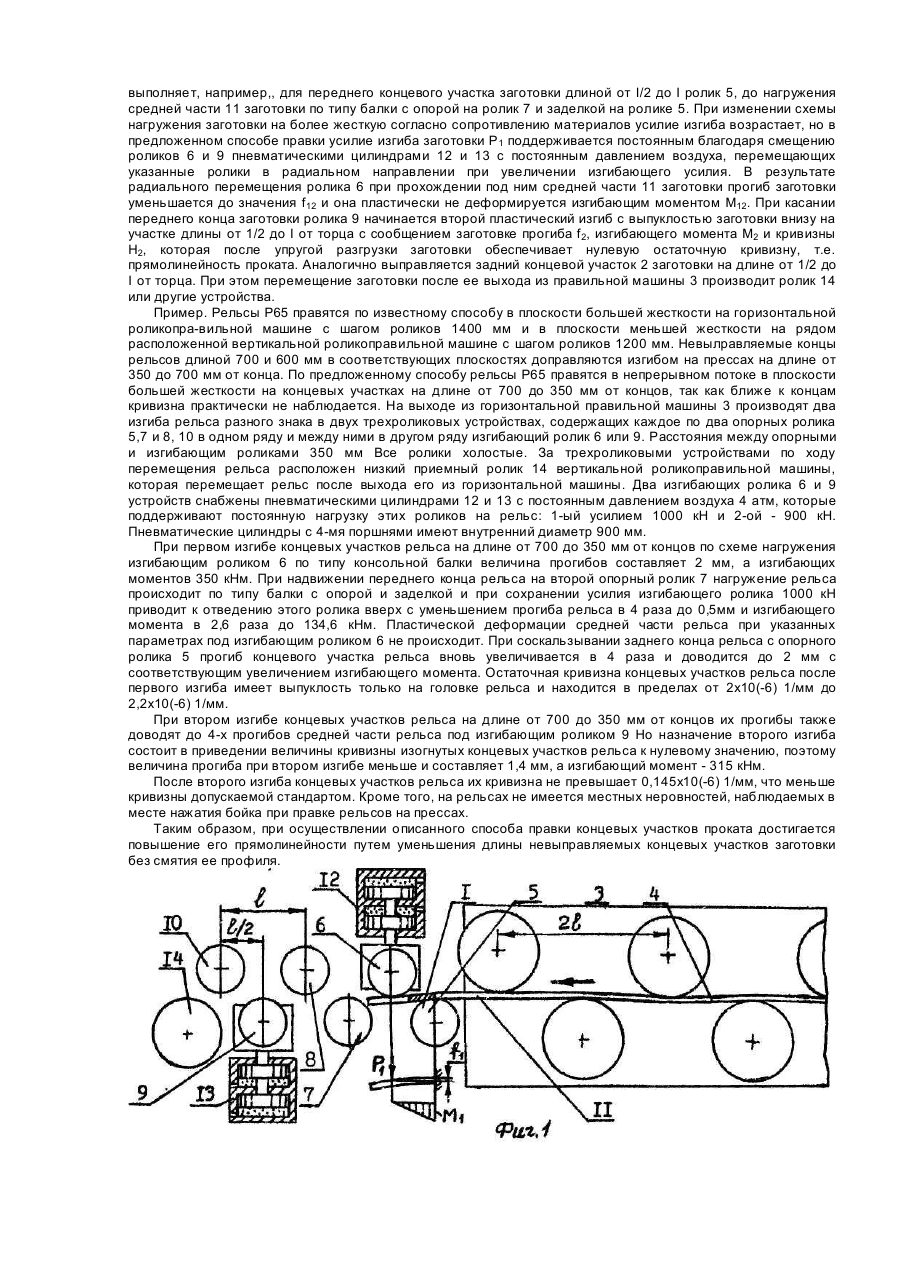
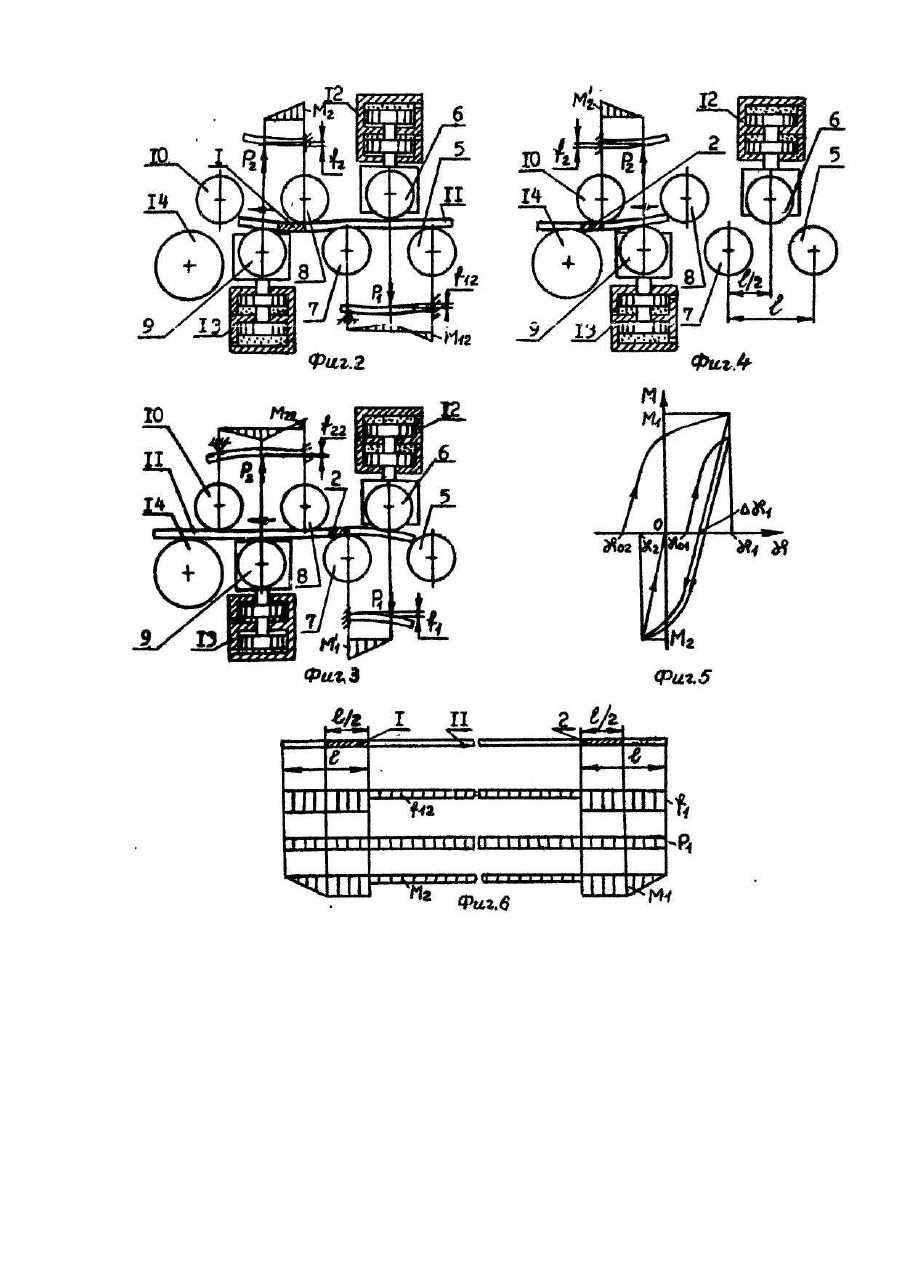
Изобретение относится к обработке металлов давлением и предназначено для использования в металлургической промышленности при правке проката на роликовых машинах. Известен способ правки проката [1], при котором перемещаемую вдоль продольной оси заготовку подвергают знакопеременному изгибу путем приложения поперечных усилий вращающимися роликами. Эти признаки совпадают с существенными признаками заявляемого изобретения. Недостатком этого способа является невозможность выправления концевых участков заготовки на расстоянии от концов, равном расстоянию между точками приложения соседних противоположно направленных поперечных усилий, из-за отсутствия нагружения этих участков изгибающими моментами. Сокращение расстояния между точками приложения соседних противоположно направленных поперечных усилий приводит к недопустимому увеличению этих усилий, приводящих к смятию проката и образованию высоких остаточных напряжений в нем. Известен способ правки проката [2], при котором перемещаемую вдоль продольной оси заготовку подвергают изгибу путем приложения поперечных усилий вращающимися роликами с увеличением прогибов заготовки на ее концевых участках. Эти признаки совпадают с существенными признаками заявляемого изобретения. Поперечные усилия прикладывают к концевым участкам заготовки в зависимости от направления кривизны участка и ее места с помощью выступов на цилиндрической поверхности правильных роликов. Вращение ролика с выступами начинают в момент обнаружения места искривления оптическим датчиком. Недостатком этого способа является низкое качество правки концевых участков заготовки из-за однократного изгиба с одинаковыми прогибами концевых участков, имеющих различную исходную кривизну, что не обеспечивает прямолинейность этих участков. Для выправки проката с различной кривизной по его длине необходимо, по меньшей мере, два изгиба разного знака. При первом изгибе кривизна проката приводится к одному знаку и интервал ее значений сужается, а при втором изгибе другого знака прокат выправляется. Кроме того, наличие кратковременно включающегося по специальному сигналу привода вращения роликов с выступами приводит к образованию местных неровностей заготовки в месте нажатия выступов, усложняет процесс правки и снижает ее производительность. Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа способ правки проката [3], при котором перемещаемую вдоль продольной оси заготовку подвергают знакопеременному изгибу путем приложения поперечных усилий вращающимися роликами с увеличением прогибов заготовки на ее концевых участках. Эти признаки совпадают с существенными признаками заявляемого изобретения. Точки приложения нагрузок изгиба равноудалены одна от другой вдоль продольной оси заготовки, а прогибы изгиба концевых участков заготовки составляют 1,3 - 2,3 прогиба средней части заготовки. Увеличение прогибов концевых участков заготовки достигают смещением двух соседних роликов машины в радиальном направлении при возрастании усилий изгиба на эти ролики в результате изменения схемы нагружения средней части заготовки на более жесткую схему по сравнению с нагружением концевых участков. Недостатком этого способа является низкое качество правки концевых участков заготовки из-за невозможности уменьшения длины невыпрямляемых концевых участков, равной расстоянию между точками приложения соседних противоположно направленных поперечных усилий. В случае уменьшения указанного расстояния по известной схеме нагружения заготовки произойдет недопустимое увеличение усилий правки, которое приведет к смятию проката и образованию в нем высоких остаточных напряжений. Кроме того, потребуется создание громоздких правильных машин, рассчитанных на большие усилия правки. Для аналогов и прототипа общей причиной, препятствующей получению прямолинейного проката на концевых участках заготовки является применение несовершенных схем нагружения проката усилиями изгиба, не позволяющих уменьшить длину невыправляемых концевых участков заготовки. Б основу изобретения поставлена задача в способе правки концевых участков проката путем увеличения прогибов концевых участков заготовки в 2,4 - 4,6 раза по сравнению с прогибом ее средней части при применении рациональной схемы нагружэния концевых участков подобно консольной балке обеспечить уменьшение усилий изгиба заготовки, длины невыпрямляемых концевых участков заготовки иповысить прямолинейность проката. Для решения указанных задач в способе правки концевых участков проката, при котором перемещаемую вдоль продольной оси заготовку подвергают знакопеременному изгибу путем приложения поперечных усилий вращающимися роликами с увеличением прогибов заготовки на ее концевых участках, в отличие от прототипа прогибы концевых участков заготовки доводят до 2,4 - 4,6 прогибов ее средней части под соответствующими роликами. Доведение прогибов заготовки до разных значений на концевых участках и в средней части осуществляют при двух изгибах разного знака поддержанием постоянного усилия каждого изгиба при изменении схемы нагружения заготовки по мере перемещения ее между роликами. Вышеизложенные признаки заявляемого изобретения обеспечивают получение технического результата, заключающегося в повышении прямолинейности концевых участков заготовки путем уменьшения длины ее невыпрямляемой части при сохранении допустимых усилий изгиба. Причинно-следственная связь между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом состоит в следующем. Доведение прогибов концевых участков заготовки до 2,4 - 4,6 прогибов ее средней части под соответствующими роликами дает возможность нагрузить концевые участки заготовки усилием и изгибающим моментом, которые вызовут пластическую деформацию профиля проката и приведет его остаточную после первого изгиба кривизну к одному знаку и близким значениям на всей длине этого участка. При этом благодаря поддержанию усилия правки изгибающего ролика постоянным при перемещении всей заготовки ее средняя часть не перегружается, хотя схема нагружения заготовки по мере перемещения ее между роликами изменяется по длине от схемы изгиба по типу консольной балки для концевых участков до схемы изгибало типу балки с опорой и заделкой для средней части заготовки. При втором изгибе противоположного знака также с постоянным усилием на изгибающем ролике концевые участки заготовки полностью выпрямляются. .Благодаря тому Что средняя часть заготовки при изгибах не перегружается, удается уменьшить расстояние между точками приложения усилий на среднем изгибающем и боковых опорных роликах, сократить таким образом длину изгибаемых, но не выправляемых концевых участков заготовки и повысить прямолинейность проката. Выбор граничных значений прогибов концевых участков выпрямляемой заготовки в 2,4 - 4,6 раза больших по сравнению с прогибами ее средней части обусловлен изменениями схемы нагружения заготовки по длине от схемы изгиба по типу консольной балки для концевых участков, опирающихся только на один ролик, до схемы изгиба по типу балки с опорой и заделкой, когда конец проката касается второго опорного ролика. Если принять, что длина концевого участка заготовка, нагруженного по типу консольной балки, равна половине длины участка, нагруженного по типу балки с опорой и заделкой, то по сопротивлению материалов соответствующие указанным схемам нагружения прогибы заготовки составят 0,0417 х Р1*I 3/Е*I х и 0,0091*Р12 *I 3/E *Iх, где и -соответствующие усилия изгиба; I - удвоенная длина невыправляемых концевых участков заготовки; Е - модуль упругости материала; lx - момент инерции выправляемого профиля. Приравнивая усилия изгибов при указанных схемах нагружения, находим, что прогиб заготовки по первой схеме примерно в 4,6 раза больше, чем по второй. Отсюда выбрано наибольшее граничное значение прогибов концевых участков заготовки. Наименьшее значение 2,4 соотношения указанных прогибов выбрано исходя из того, что в реальных .условиях правки заготовка, опираясь на ролик, идеально не закрепляется на нем по схеме заделки, а занимает промежуточное значение между схемой заделки и схемой с шарнирной опорой на этом ролике с незначительным углом наклона заготовки к направлению перемещения в месте касания ролика. Для схемы нагружения по типу балки на двух опорах прогиб заготовки составляет 0,0208 * Р3 х I 3/Е * lx, следовательно, прогиб заготовки для схемы нагружения консольной балки в 2 - раза больше этого прогиба при равных усилиях изгиба. В реальных условиях нагружения соотношение указанных прогибов концевых участков заготовки будет больше 2,4, но меньше 4,6. Если прогиб концевых участков заготовки превысит при правке 4,6 прогиба ее средней части, то на выправляемую заготовку будут действовать недопустимо большие усилия, приводящие к снятию профиля и к высоким остаточным напряжениям в нем. Если прогиб концевых участков заготовки составит при правке меньше 2,4 прогиба ее средней части, то из-за недостаточных усилий и изгибающих моментов не произойдет эффективной правки заготовки на достаточно малых расстояниях от концов и не обеспечится ее прямолинейность. Сущность изобретения поясняется чертежами, на которых изображено: на фиг. 1 - схема первого изгиба невыправленного при правке на предыдущей роликоправильной машине переднего концевого участка заготовки с нагружением его передними дополнительными роликами по типу консольной балки и эпюра изгибающих моментов; на фиг. 2 - схема второго изгиба в обратном направлении переднего концевого участка заготовки с нагружением его задними дополнительными роликами по типу консольной балки, схема изгиба средней части заготовки передними дополнительными роликами с нагружением ее усилием, равным усилию первого изгиба переднего концевого участка заготовки, по типу балки с опорой и заделкой и эпюра изгибающих моментов; на фиг. 3 - схема первого изгиба навыправленного при правке на предыдущей роликоправильной машине заднего концевого участка заготовки с нагружением его передними дополнительными роликами по типу консольной балки, схема изгиба средней части заготовки задними дополнительными роликами с нагружением ее усилием, равцевого участка заготовки, по типу балки с опорой и заделкой и эпюры изгибающих моментов; на фиг. 4 - схема второго изгиба в обратном направлении заднего концевого участка заготовки с нагружением его задними дополнительными роликами по типу консольной балки и эпюра изгибающих моментов; на фиг. 5 - зависимость изгибающих моментов от исходной кривизны концевых участков заготовки и их кривизны при первом и втором изгибах разного направления; на фиг. 6 - схема распределения по длине заготовки прогибов, поперечных усилий и изгибающих моментов при правке концевых участков заготовки. Способ правки концевых участков 1 и 2 проката, невыправляемых при правке на роликоправильной машине 3 с шагом роликов 21, включает знакопеременный изгиб перемещаемой вдоль продольной оси заготовки 4 путем приложения поперечных усилий дополнительными вращающимися роликами 5 - 10. Прогибы f 1 переднего концевого участка 1 заготовки 4 и f 2 заднего концевого участка 2 доводят до 2,4 - 4,6 прогибов f 12 и f 22 средней части 11 заготовки 4 под соответствующими дополнительными роликами 6 и 9. Для доведения прогибов заготовки 4 до разных значений на концевых участках 1 и 2 длиной I и в средней части 11 осуществляют два изгиба разного знака. Первый изгиб, с выпуклостью заготовки вверху производят на дополнительных роликах 5-7, установленных у места выхода заготовки из роликоправильной машины 3, благодаря чему они могут приводиться во вращение выдаваемой из машины заготовкой 4 и быть холостыми. Изгибающий ролик 6 удерживается от смещения в радиальном направлении, например, пневматического цилиндра 12 или пружин, настроенных на, усилие Р. Этого усилия достаточно, чтобы изогнуть передний 1 и задний 2 концевые участки заготовки, имеющие исходную кривизну, например, в интервале от H01 с выпуклостью вверх до Н02 с выпуклостью внизу, до кривизны H1 над роликом 5. Созданный при кривизне Н1 и прогибе f1 концевых учібтков заготовки изгибающий момент M1 является достаточным, чтобы привести эти участки в пластическое состояние и после разгрузки сообщить этим участкам остаточную кривизну одного знака с более узким интервалом изменения DH1 чем рни имели і исходном состоянии. Пластическим соетеянием охвачены только заштрихованные концевые участки 1 и 2, которые расположены на расстоянии І/2 от конца ками В Л ,& итл W по мере перемещений заготовки между роликами. Схема нагружения участков заготовки 4 изменяется по мере их перемещения от нагружения по типу консольной балки, где место заделки выполняет, например,, для переднего концевого участка заготовки длиной от I/2 до I ролик 5, до нагружения средней части 11 заготовки по типу балки с опорой на ролик 7 и заделкой на ролике 5. При изменении схемы нагружения заготовки на более жесткую согласно сопротивлению материалов усилие изгиба возрастает, но в предложенном способе правки усилие изгиба заготовки Р 1 поддерживается постоянным благодаря смещению роликов 6 и 9 пневматическими цилиндрами 12 и 13 с постоянным давлением воздуха, перемещающих указанные ролики в радиальном направлении при увеличении изгибающего усилия. В результате радиального перемещения ролика 6 при прохождении под ним средней части 11 заготовки прогиб заготовки уменьшается до значения f 12 и она пластически не деформируется изгибающиммоментом М12. При касании переднего конца заготовки ролика 9 начинается второй пластический изгиб с выпуклостью заготовки внизу на участке длины от 1/2 до I от торца с сообщением заготовке прогиба f 2, изгибающего момента М2 и кривизны Н2, которая после упругой разгрузки заготовки обеспечивает нулевую остаточную кривизну, т.е. прямолинейность проката. Аналогично выправляется задний концевой участок 2 заготовки на длине от 1/2 до I от торца. При этом перемещение заготовки после ее выхода из правильной машины 3 производит ролик 14 или другие устройства. Пример. Рельсы Р65 правятся по известному способу в плоскости большей жесткости на горизонтальной роликопра-вильной машине с шагом роликов 1400 мм и в плоскости меньшей жесткости на рядом расположенной вертикальной роликоправильной машине с шагом роликов 1200 мм. Невылравляемые концы рельсов длиной 700 и 600 мм в соответствующих плоскостях доправляются изгибом на прессах на длине от 350 до 700 мм от конца. По предложенному способу рельсы Р65 правятся в непрерывном потоке в плоскости большей жесткости на концевых участках на длине от 700 до 350 мм от концов, так как ближе к концам кривизна практически не наблюдается. На выходе из горизонтальной правильной машины 3 производят два изгиба рельса разного знака в двух трехроликовых устройствах, содержащих каждое по два опорных ролика 5,7 и 8, 10 в одном ряду и между ними в другом ряду изгибающий ролик 6 или 9. Расстояния между опорными и изгибающим роликами 350 мм Все ролики холостые. За трехроликовыми устройствами по ходу перемещения рельса расположен низкий приемный ролик 14 вертикальной роликоправильной машины, которая перемещает рельс после выхода его из горизонтальной машины. Два изгибающих ролика 6 и 9 устройств снабжены пневматическими цилиндрами 12 и 13 с постоянным давлением воздуха 4 атм, которые поддерживают постоянную нагрузку этих роликов на рельс: 1-ый усилием 1000 кН и 2-ой - 900 кН. Пневматические цилиндры с 4-мя поршнями имеют внутренний диаметр 900 мм. При первом изгибе концевых участков рельса на длине от 700 до 350 мм от концов по схеме нагружения изгибающим роликом 6 по типу консольной балки величина прогибов составляет 2 мм, а изгибающих моментов 350 кHм. При надвижении переднего конца рельса на второй опорный ролик 7 нагружение рельса происходит по типу балки с опорой и заделкой и при сохранении усилия изгибающего ролика 1000 кН приводит к отведению этого ролика вверх с уменьшением прогиба рельса в 4 раза до 0,5мм и изгибающего момента в 2,6 раза до 134,6 кНм. Пластической деформации средней части рельса при указанных параметрах под изгибающим роликом 6 не происходит. При соскальзывании заднего конца рельса с опорного ролика 5 прогиб концевого участка рельса вновь увеличивается в 4 раза и доводится до 2 мм с соответствующим увеличением изгибающего момента. Остаточная кривизна концевых участков рельса после первого изгиба имеет выпуклость только на головке рельса и находится в пределах от 2х10(-6) 1/мм до 2,2x10(-6) 1/мм. При втором изгибе концевых участков рельса на длине от 700 до 350 мм от концов их прогибы также доводят до 4-х прогибов средней части рельса под изгибающим роликом 9 Но назначение второго изгиба состоит в приведении величины кривизны изогнутых концевых участков рельса к нулевому значению, поэтому величина прогиба при втором изгибе меньше и составляет 1,4 мм, а изгибающий момент - 315 кНм. После второго изгиба концевых участков рельса их кривизна не превышает 0,145х10(-6) 1/мм, что меньше кривизны допускаемой стандартом. Кроме того, на рельсах не имеется местных неровностей, наблюдаемых в месте нажатия бойка при правке рельсов на прессах. Таким образом, при осуществлении описанного способа правки концевых участков проката достигается повышение его прямолинейности путем уменьшения длины невыправляемых концевых участков заготовки без смятия ее профиля.
ДивитисяДодаткова інформація
Автори англійськоюZhuchenko Oleksandr Mykolaiovych
Автори російськоюЖученко Александр Николаевич
МПК / Мітки
МПК: B21D 3/00
Мітки: спосіб, правки, ділянок, кінцевих, прокату
Код посилання
<a href="https://ua.patents.su/4-22325-sposib-pravki-kincevikh-dilyanok-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки кінцевих ділянок прокату</a>
Спосіб правки труб
Номер патенту: 11402
Опубліковано: 25.12.1996
Автори: Епішев Олександр Михайлович, Кармазін Володимир Яковлевич, Сивак Віктор Володимирович, Хотимський Юрій Леонтійович, Умеренков Володимир Миколайович, Полякова Бела Зиновіївна
МПК: B21D 3/00
Формула / Реферат:
Способ правки труб на многовалковой машине путем знакопеременного изгиба со сплющиванием и осевым растяжением посредством рассогласования окружных скоростей соседних пар валков, отличающийся тем, что, с целью повышения качества, трубу растягивают на 5-10%.
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Гусєв Дмітрій Івановіч, Полухін Владімір Пєтровіч, Воронцов Вячєслав Константіновіч, Полухін Пйотр Івановіч, Колосов Александр Фйодоровіч, Брінза Вячєслав Владіміровіч, Бойко Владімір Фйодоровіч
МПК: B21B 1/38
Мітки: плоского, прокату, сплавів, спосіб, сталей, малопластичних, отримання
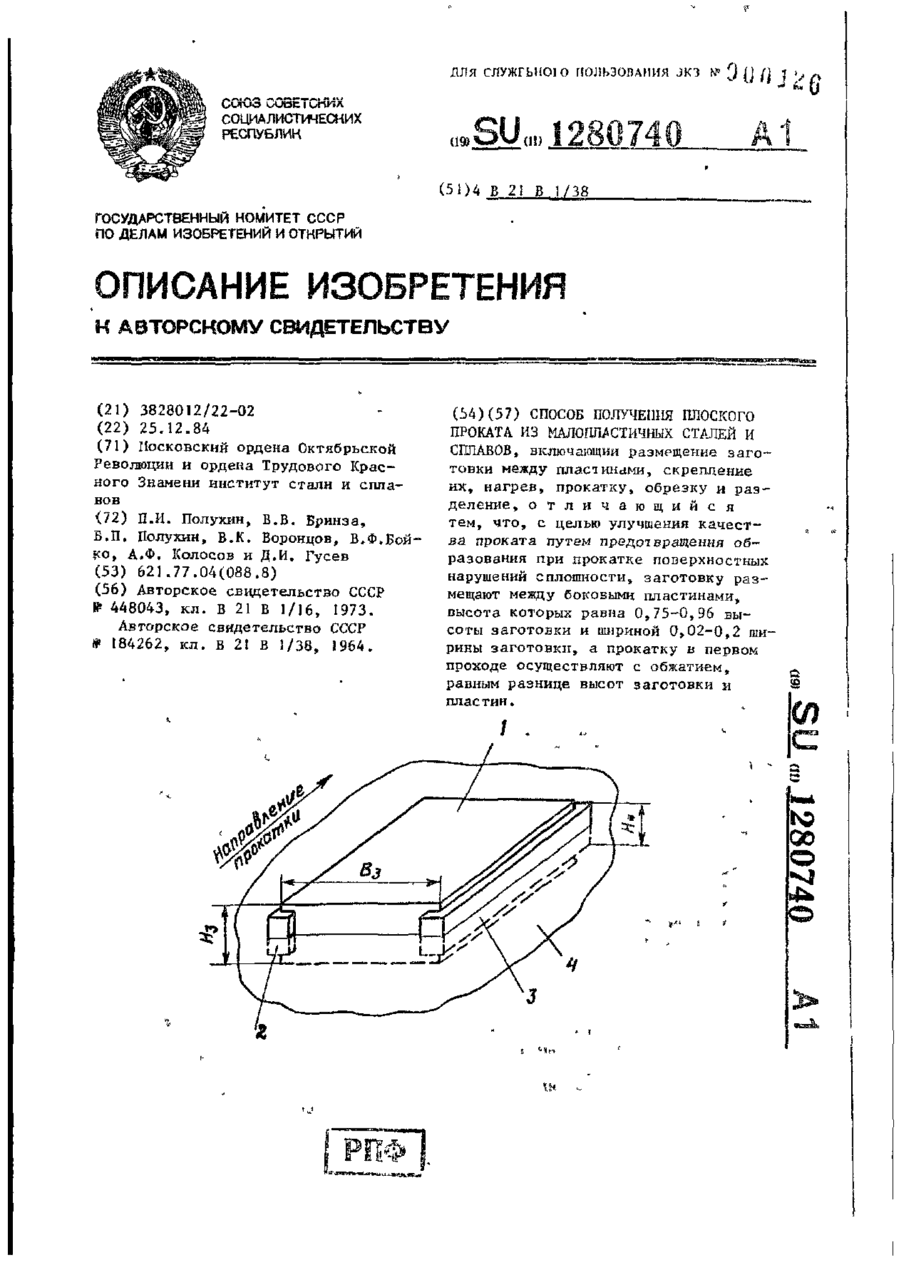
Формула / Реферат:
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: обробки, прокату, стального, спосіб
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Косовалкова машина для правки труб і прутків
Номер патенту: 16145
Опубліковано: 29.08.1997
Автори: Сонін Анатолій Леонідович, Слоним Олександр Зосімович, Саприко Павлина Михайловна, Вінніков Володимир Іванович, Резниченко Анатолій Михайлович, Лєбєдєв Вячеслав Іванович, Коровицький Євген Леонович
МПК: B21D 3/00
Мітки: косовалкова, прутків, машина, труб, правки
Формула / Реферат:
Косовалковая машина для правки труб и прутков по авт.св. № 848118, отличающаяся тем, что, с целью расширения технологических возможностей и повышения качества правки изделий, она снабжена дополнительной обоймой с гиперболоидными валками, установленной за последней из основной обойм, и механизмами перемещения этих валков в направлении, перпендикулярном к направлению перемещения труб.
Спосіб правки профілей
Номер патенту: 2672
Опубліковано: 26.12.1994
Автори: Ів Бурдон, Андре Фаессель, Раймон Ів Дерош
МПК: B21D 3/00
Мітки: правки, спосіб, профілей
Формула / Реферат:
Способ правки профилей, при котором профиль подвергают напряжению растяжения, превышающему предел упругости материала профиля, до величины напряжения, соответствующей пластической деформации всего профиля, после чего напряжение растяжения снимают, отличающийся тем, что, с целью обеспечения правки железнодорожного рельса, содержащего подошву, шейку и головку и изготовленного из стали марок с сопротивлениями, превышающими 1000Н/мм, и с...
Попередній патент: Засіб для різних видів ручного транспортування вантажів
Наступний патент: Клейова композиція холодного твердіння для стикування конвейєрних стрічок
Випадковий патент: Спосіб лікування деструктивного панкреатиту