Поліметалевий порошковий електрод для зварювання міді
Номер патенту: 24900
Опубліковано: 25.07.2007
Автори: Гринь Олександр Григорович, Свиридов Олександр Володимирович, Бойко Ігор Олександрович, Шаповалов Костянтин Петрович

Формула / Реферат
Поліметалевий порошковий електрод для зварювання міді, що складається з електродного стрижня, поверх якого розташована металева втулка з площею поперечного перерізу, що в 1,4-1,6 рази перевищує площу поперечного перерізу електродного стрижня, який відрізняється тим, що електродний стрижень складається зі спресованих шлакоутворюючих, рафінуючих компонентів та елементів розкислювачів.
Текст
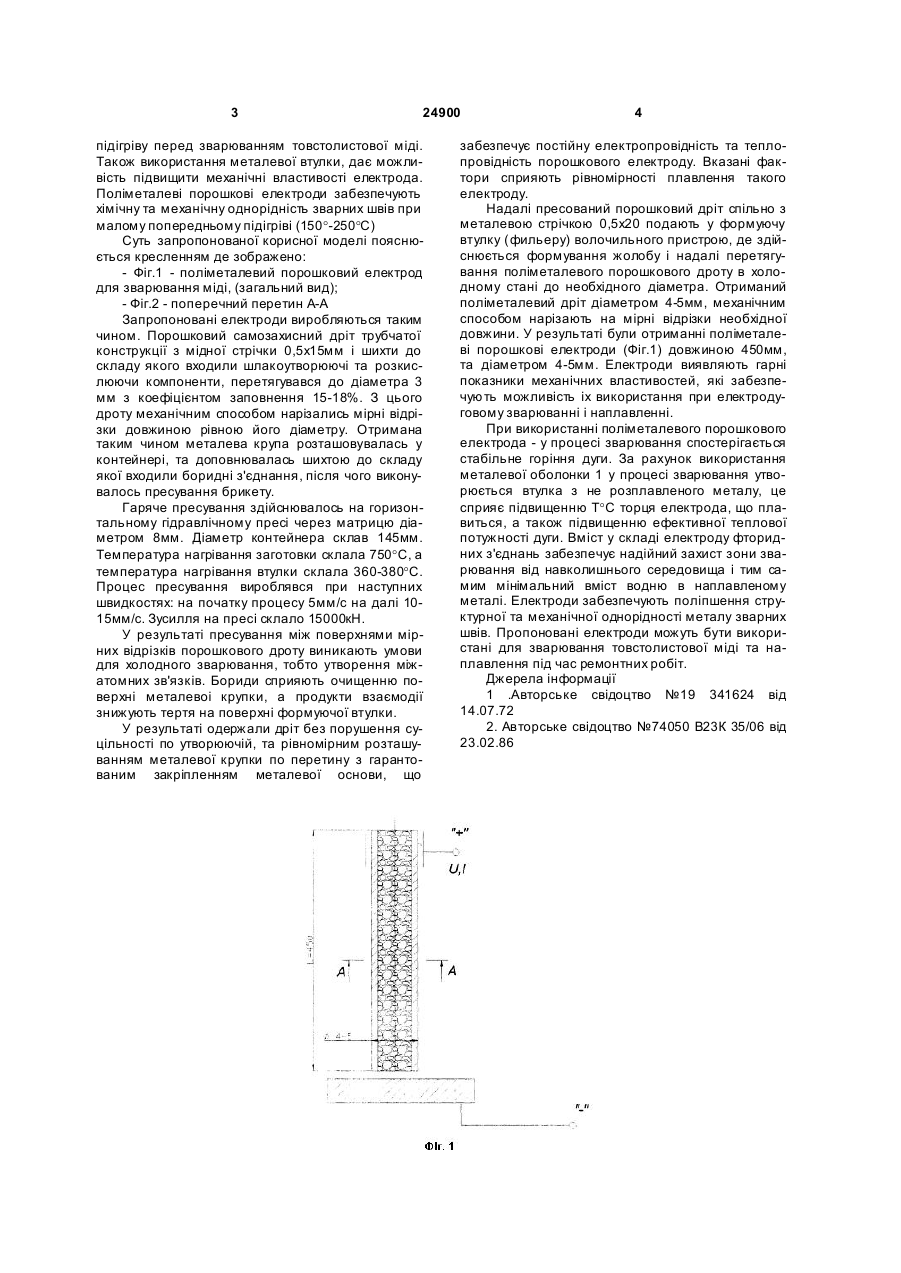
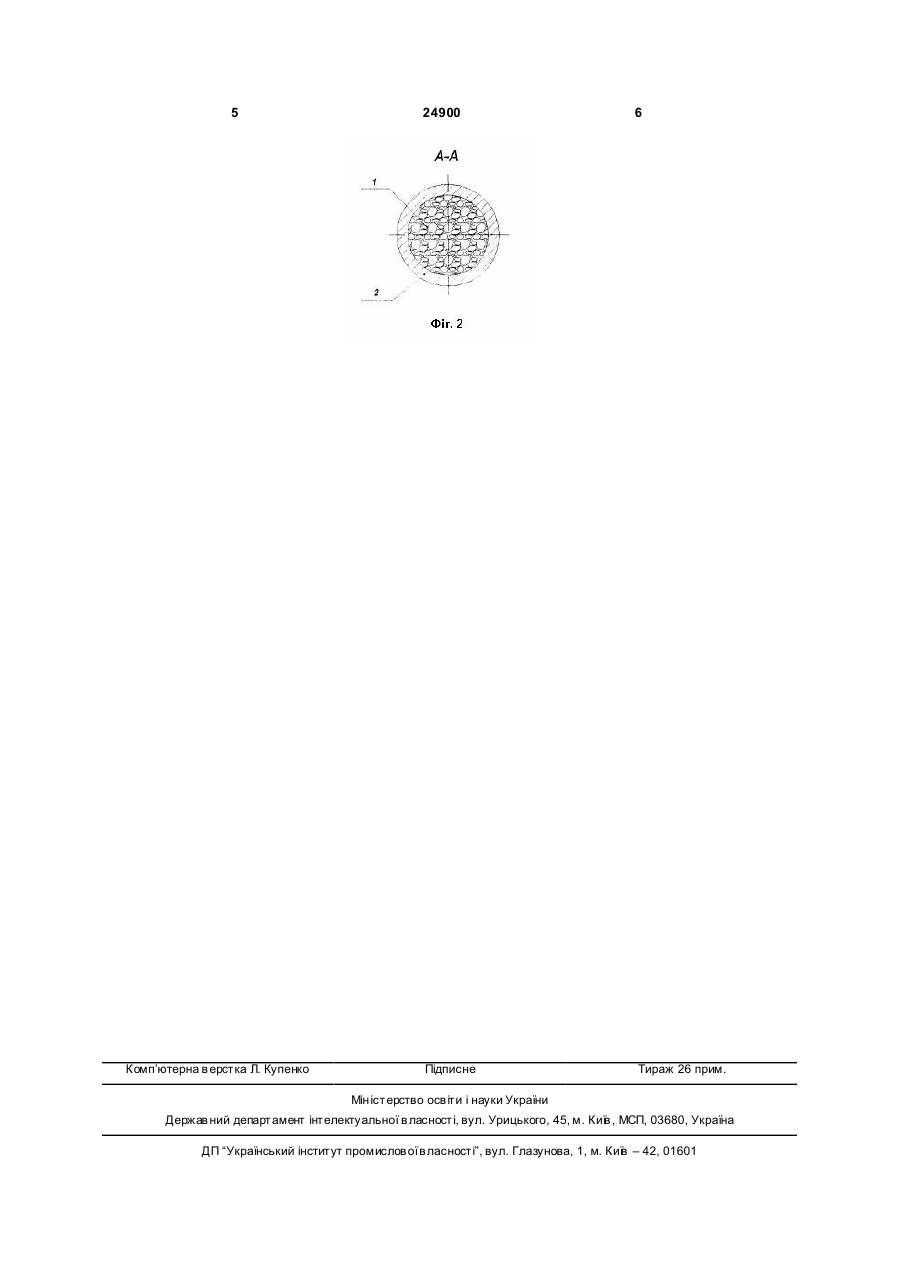
Поліметалевий порошковий електрод для зварювання міді, що складається з електродного стрижня, поверх якого розташована металева втулка з площею поперечного перерізу, що в 1,4-1,6 рази перевищує площу поперечного перерізу електродного стрижня, який відрізняється тим, що електродний стрижень складається зі спресованих шлакоутворюючих, рафін уючи х компонентів та елементів розкислювачів. (19) (21) u200611709 (22) 07.11.2006 (24) 25.07.2007 (46) 25.07.2007, Бюл. № 11, 2007 р. (72) Гринь Олександр Григорович, Свиридов Олександр Володимирович, Шаповалов Костянтин Петрович, Бойко Ігор Олександрович (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ 3 24900 підігріву перед зварюванням товстолистової міді. Також використання металевої втулки, дає можливість підвищити механічні властивості електрода. Поліметалеві порошкові електроди забезпечують хімічну та механічну однорідність зварних швів при малому попередньому підігріві (150°-250°С) Суть запропонованої корисної моделі пояснюється кресленням де зображено: - Фіг.1 - поліметалевий порошковий електрод для зварювання міді, (загальний вид); - Фіг.2 - поперечний перетин А-А Запропоновані електроди виробляються таким чином. Порошковий самозахисний дріт трубчатої конструкції з мідної стрічки 0,5x15мм і шихти до складу якого входили шлакоутворюючі та розкислюючи компоненти, перетягувався до діаметра 3 мм з коефіцієнтом заповнення 15-18%. З цього дроту механічним способом нарізались мірні відрізки довжиною рівною його діаметру. Отримана таким чином металева крупа розташовувалась у контейнері, та доповнювалась шихтою до складу якої входили боридні з'єднання, після чого виконувалось пресування брикету. Гаряче пресування здійснювалось на горизонтальному гідравлічному пресі через матрицю діаметром 8мм. Діаметр контейнера склав 145мм. Температура нагрівання заготовки склала 750°С, а температура нагрівання втулки склала 360-380°С. Процес пресування вироблявся при наступних швидкостях: на початку процесу 5мм/с на далі 1015мм/с. Зусилля на пресі склало 15000кН. У результаті пресування між поверхнями мірних відрізків порошкового дроту виникають умови для холодного зварювання, тобто утворення міжатомних зв'язків. Бориди сприяють очищенню поверхні металевоі крупки, а продукти взаємодії знижують тертя на поверхні формуючої втулки. У результаті одержали дріт без порушення суцільності по утворюючій, та рівномірним розташуванням металевої крупки по перетину з гарантованим закріпленням металевої основи, що 4 забезпечує постійну електропровідність та теплопровідність порошкового електроду. Вказані фактори сприяють рівномірності плавлення такого електроду. Надалі пресований порошковий дріт спільно з металевою стрічкою 0,5x20 подають у формуючу втулку (фильеру) волочильного пристрою, де здійснюється формування жолобу і надалі перетягування поліметалевого порошкового дроту в холодному стані до необхідного діаметра. Отриманий поліметалевий дріт діаметром 4-5мм, механічним способом нарізають на мірні відрізки необхідної довжини. У результаті були отриманні поліметалеві порошкові електроди (Фіг.1) довжиною 450мм, та діаметром 4-5мм. Електроди виявляють гарні показники механічних властивостей, які забезпечують можливість іх використання при електродуговому зварюванні і наплавленні. При використанні поліметалевого порошкового електрода - у процесі зварювання спостерігається стабільне горіння дуги. За рахунок використання металевої оболонки 1 у процесі зварювання утворюється втулка з не розплавленого металу, це сприяє підвищенню Т°С торця електрода, що плавиться, а також підвищенню ефективної теплової потужності дуги. Вміст у складі електроду фторидних з'єднань забезпечує надійний захист зони зварювання від навколишнього середовища і тим самим мінімальний вміст водню в наплавленому металі. Електроди забезпечують поліпшення структурної та механічної однорідності металу зварних швів. Пропоновані електроди можуть бути використані для зварювання товстолистової міді та наплавлення під час ремонтних робіт. Джерела інформації 1 .Авторське свідоцтво №19 341624 від 14.07.72 2. Авторське свідоцтво №74050 В23К 35/06 від 23.02.86 5 Комп’ютерна в ерстка Л. Купенко 24900 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPolymetallic powder electrode for welding of copper
Автори англійськоюHryn' Oleksandr Hryhorovych, Svyrydov Oleksandr Volodymyrovych, Shapovalov Kostiantyn Petrovych, Boiko Ihor Oleksandrovych
Назва патенту російськоюПолиметаллический порошковый электрод для сварки меди
Автори російськоюГринь Александр Григорьевич, Свиридов Александр Владимирович, Шаповалов Константин Петрович, Бойко Игорь Александрович
МПК / Мітки
МПК: B23K 35/02
Мітки: міді, зварювання, поліметалевий, електрод, порошковий
Код посилання
<a href="https://ua.patents.su/3-24900-polimetalevijj-poroshkovijj-elektrod-dlya-zvaryuvannya-midi.html" target="_blank" rel="follow" title="База патентів України">Поліметалевий порошковий електрод для зварювання міді</a>
Джгутовий порошковий дріт для зварювання і наплавлення
Номер патенту: 50057
Опубліковано: 15.10.2002
Автори: Пліс Сергій Григорович, Шрамко Олександр Павлович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: зварювання, дріт, порошковий, джгутовий, наплавлення
Формула / Реферат:
Джгутовий порошковий дріт для зварювання і наплавлення, що складається зі скрутня декількох порошкових дротів, який відрізняється тим, що складові дроту розташовані під кутом 20°-30° відносно осі і мають вигляд секторів, між якими додатково може розміщуватись шихта, ідентична шихті порошкових дротів, або інша, а переріз джгута має вигляд кола.
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: дріт, чавуну, високоміцного, порошковий, наплавлення, зварювання
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44122
Опубліковано: 15.01.2002
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович
МПК: B23K 35/368
Мітки: чавуну, наплавлення, порошковий, дріт, зварювання, високоміцного
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур і нікелевий порошок при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,6 Силікокальцій ...
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах
Номер патенту: 10980
Опубліковано: 15.12.2005
Автори: Максимов Сергій Юрійович, Радзієвська Ала Адонівна, Беккер Михайло Вікторович, Дрогомирецький Михайло Миколайович, Педько Борис Іванович, Бут Віктор Степанович
МПК: B23K 35/36
Мітки: зварювання, низьколегованих, дріт, підвищених, порошковий, маловуглецевих, підводного, глибинах, сталей
Формула / Реферат:
Порошковий дріт для підводного зварювання маловуглецевих та низьколегованих сталей на підвищених глибинах, що складається з металевої оболонки і порошкоподібної шихти, що містить рутиловий концентрат, гематит, феромарганець, біхромат калію та залізний порошок, який відрізняється тим, що шихта додатково містить сіль цезію при такому співвідношенні компонентів (мас. %): рутиловий концентрат 25-35 ...
Двошаровий джгутовий самозахисний порошковий дріт для зварювання і наплавлення
Номер патенту: 50056
Опубліковано: 15.10.2002
Автори: Шрамко Олександр Павлович, Пліс Сергій Григорович, Карпенко Володимир Михайлович
МПК: B23K 35/02
Мітки: дріт, джгутовий, двошаровий, самозахисний, порошковий, зварювання, наплавлення
Формула / Реферат:
Двошаровий джгутовий самозахисний порошковий дріт для зварювання й наплавлення, який виконано сплетенням центрального та зовнішніх дротів, кожен з яких складається із трубчастої оболонки і флюсового наповнювача, де центральний дріт заповнено порошковими легуючими і розкислюючими елементами, зовнішні - заповнено газошлакоутворюючими матеріалами, який відрізняється тим, що джгут виконаний накручуванням п'яти - дев'яти напівготових вихідних...
Попередній патент: Ущільнення обертового вала
Наступний патент: Електромагнітний фільтр-сепаратор
Випадковий патент: Пристрій для підтримки прутка