Контрольний пристрій
Номер патенту: 24991
Опубліковано: 25.07.2007
Автори: Брощак Іван Іванович, Дзюра Володимир Олексійович, Кочубинська Олена Павлівна, Гевко Іван Богданович
Формула / Реферат
Контрольний пристрій для заміру параметрів деталей, який виконаний у вигляді плити, на якій змонтована вертикальна стійка, штативів з індикаторними головками і елементами їх затиску, затискної гідропластової оправки з тонкостінною втулкою, який відрізняється тим, що зверху до стійки паралельно до плити жорстко закріплено на ребро пластину довжиною, більшою довжини плити, в якій виконано центральний отвір, з горизонтальним розміщенням осі, причому з двох сторін від нього виконано по декілька отворів, наприклад по дев'ять, для встановлення головок індикаторів в залежності від габаритів і конфігурації деталі, параметри якої необхідно контролювати, причому в центральному отворі жорстко встановлено циліндричну оправку, у внутрішньому наскрізному отворі якої встановлено циліндричний хвостовик затискної гідропластової оправки на двох підшипниках кочення з можливістю кругового обертання і їх фіксації відомими способами, причому у внутрішньому отворі циліндричного хвостовика загвинчено регулювальний гвинт з ручкою, вільний кінець якого є у взаємодії з плунжером, а плунжер, в свою чергу, - з гідропластом, який розміщений в затискній гідропластовій оправці, зовнішній діаметр якої взаємодіє з внутрішнім діаметром контрольованої деталі, крім цього з лівої сторони в стійці зверху виконано два горизонтальних Т-подібних пази, в які встановлені гвинти, які взаємодіють з отворами Г-подібної стійки з можливістю її горизонтального переміщення, а на другому плечі Г-подібної стійки виконана серія отворів, наприклад п'ять, для встановлення ніжки індикатора в залежності від габаритів і конфігурації контрольованої деталі, крім цього напроти отворів для кріплення виконані різцеві отвори для закріплення індикаторів.
Текст
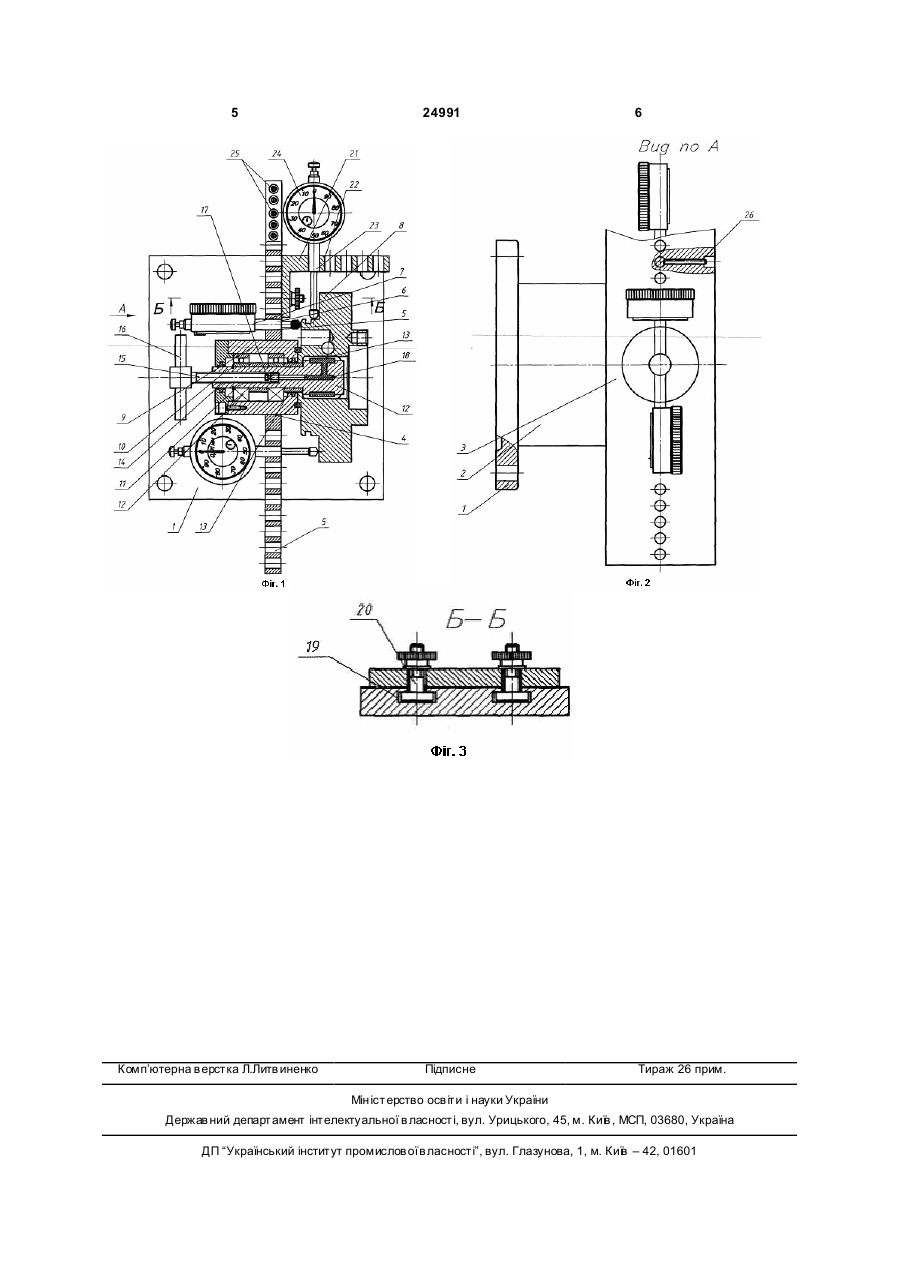
Контрольний пристрій для заміру параметрів деталей, який виконаний у вигляді плити, на якій змонтована вертикальна стійка, штативів з індикаторними головками і елементами їх затиску, затискної гідропластової оправки з тонкостінною втулкою, який відрізняється тим, що зверху до стійки паралельно до плити жорстко закріплено на ребро пластину довжиною, більшою довжини плити, в якій виконано центральний отвір, з горизонтальним розміщенням осі, причому з дво х сторін від нього виконано по декілька отворів, наприклад по дев'ять, для встановлення головок індикаторів в залежності від габаритів і конфігурації деталі, параметри якої необхідно контролювати, причому в U 2 (13) 1 3 24991 хвостовик затискної гідропластової оправки на двох підшипниках кочення з можливістю кругового обертання і їх фіксація здійснена відомими способами, причому у вн утрішньому отворі циліндричного хвостовика загвинчено регулювальний гвинт з ручкою, вільний кінець якого є у взаємодії з плунжером, а той в свою чергу з гідропластом, який розміщений в затискній гідропластовій оправці, зовнішній діаметр якої є у взаємодії з внутрішнім діаметром деталі, яку контролюють, крім цього з лівої сторони в стійці зверху виконано два горизонтальних Т-подібних пази, в які встановлені гвинти, які є у взаємодії з отворами Г-подібної стійки з можливістю її горизонтального переміщення, а на другому плечі Г-подібної стійки виконана серія отворів, наприклад, п'ять, для встановлення ніжки індикатора в залежності від габаритів і конфігурації деталі, яку контролюють, крім цього напроти отворів для кріплення виконані різцеві отвори з загвинченими гвинтами. Контрольний пристрій зображено на кресленні: Фіг.1, Фіг.2 - вид по А на Фіг.1 і Фіг.3 - січення по ББ, на Фіг.1 Контрольний пристрій виконаний у вигляді плити 1, на якій жорстко змонтована вертикальна стійка 2, зверху на якій паралельно до плити 1 жорстко закріплена на ребро пластина 3 довжиною більшою довжини плити 1. В пластині 3 виконано центральний отвір 4 з горизонтальним розміщенням осі, причому з двох сторін від нього виконано декілька отворів 5, наприклад по дев'ять, в які вставляють головку 6 індикатора 7 в залежності від габаритів і конфігурації деталі 8, параметри якої необхідно контролювати. В центральному отворі 4 деталі 3, конструктивні параметри якої ми контролюємо, встановлено корпус гідропластової оправки 9. Гідропластова оправка 10 своїм циліндричним хвостовиком 11 встановлена на два підшипники кочення 12 з можливістю кругового обертання в циліндричній оправці 13, яка жорстко закріплена в центральному отворі 4 пластини 3. Крім цього у внутрішньому отворі 14 циліндричного хвостовика 11 загвинчено регулювальний гвинт 15 з рубкою 16. Вільний кінець гвинта 15 взаємодіє з плунжером 17, а той в свою чергу з гідропластом 18, який розміщений в циліндричній 4 гідропластовій оправці 10. Зовнішній діаметр втулки гідропластової оправки 10 є у взаємодії з внутрішнім діаметром деталі 8, яку контролюємо. Крім того з лівої сторони в пластині 3 зверху виконано два горизонтальні Т-подібні пази 19, в які встановлені гвинти 20, які взаємодіють з отворами Гподібної стійки 21 з можливістю горизонтального переміщення. На другому плечі Г-подібної стійки виконана серія отворів 22, наприклад п'ять, для встановлення ніжок 23 індикаторів 24 в залежності від габаритів і конструкції деталі, параметри якої необхідно проконтролювати. Крім цього напроти отворів 22 для кріплення виконані різьбові отвори 25 для кріплення індикаторів. Робота контрольного пристрою здійснюється наступним чином. Виготовлена деталь 8, яка підлягає контролю, встановлюється своїм центральним отвором 9 на тонкостінну втулку гідропластової оправки 10 до упора торця циліндричної оправки 13. Після цього за допомогою ручки 16 регулювальний гвинт 15 загвинчують і його вільний кінець натискує на плунжер 17, який в свою чергу на гідропласт 18 і тонкостінну втулку 10, яка збільшується в діаметрі і затискує деталь 8 по внутрішньому діаметрі. По закінченню процесу закріплення деталі 8 в пристрої з трьох сторін деталі до її площин відводяться ніжки 6, 23 головок індикаторів, відповідно 7, 24 та інших, які показані на кресленні. Після цих заходів індикаторні головки настроюють на допустимі межі відхилення допусків відповідних поверхонь і при прокручуванні деталі 8 з гідропластовою оправою знімаємо всі параметри, які необхідно заміряти. В результаті цього встановлюють: деталь відповідає технічним вимогам, є бракована, чи брак виправний. В разі потреби пристрій може бути використаний при роботі в автоматизованому режимі і підключений до комп'ютера, який буде видавати готову інформацію про пригодність деталі, як в плані конструктивних параметрів, так і шорсткості відповідних поверхонь. До переваг контрольного пристрою відноситься - розширення технологічних можливостей і підвищення продуктивності контрольних операцій. 5 Комп’ютерна в ерстка Л.Литв иненко 24991 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюChecking device
Автори англійськоюHevko Ivan Bohdanovych, Broschak Ivan Ivanovych, Dziura Volodymyr Oleksiiovych, Kochubynska Olena Pavlivna
Назва патенту російськоюУстройство для контроля
Автори російськоюГевко Иван Богданович, Брощак Иван Иванович, Дзюра Владимир Алексеевич, Кочубинская Елена Павловна
МПК / Мітки
МПК: G01B 3/00
Мітки: пристрій, контрольний
Код посилання
<a href="https://ua.patents.su/3-24991-kontrolnijj-pristrijj.html" target="_blank" rel="follow" title="База патентів України">Контрольний пристрій</a>
Контрольний пристрій для заміру параметрів корпусних деталей
Номер патенту: 22755
Опубліковано: 25.04.2007
Автори: Білик Стефанія Григорівна, Грабар Андрій Володимирович, Гевко Ігор Богданович, Геник Ігор Степанович
МПК: G01B 3/00
Мітки: параметрів, заміру, пристрій, корпусних, деталей, контрольний
Формула / Реферат:
Контрольний пристрій для заміру параметрів корпусних деталей, який виконаний у вигляді плити з вертикальною стійкою, установного елемента, напрямних, кріпильних і затискних елементів, датчиків з вимірювальними щупами, що під’єднані до аналогово-цифрового перетворювача і комп’ютера, який відрізняється тим, що в центральному отворі плити розміщено корпус гідропластової затискної оправки, яка з можливістю кругового прокручування встановлена у...
Контрольний пристрій для заміру конструктивних параметрів шнеків
Номер патенту: 22781
Опубліковано: 25.04.2007
Автори: Гевко Іван Богданович, Драган Андрій Петрович, Колесник Олег Анатолійович, Новосад Іван Ярославович
МПК: G01B 3/02
Мітки: шнеків, контрольний, пристрій, параметрів, конструктивних, заміру
Формула / Реферат:
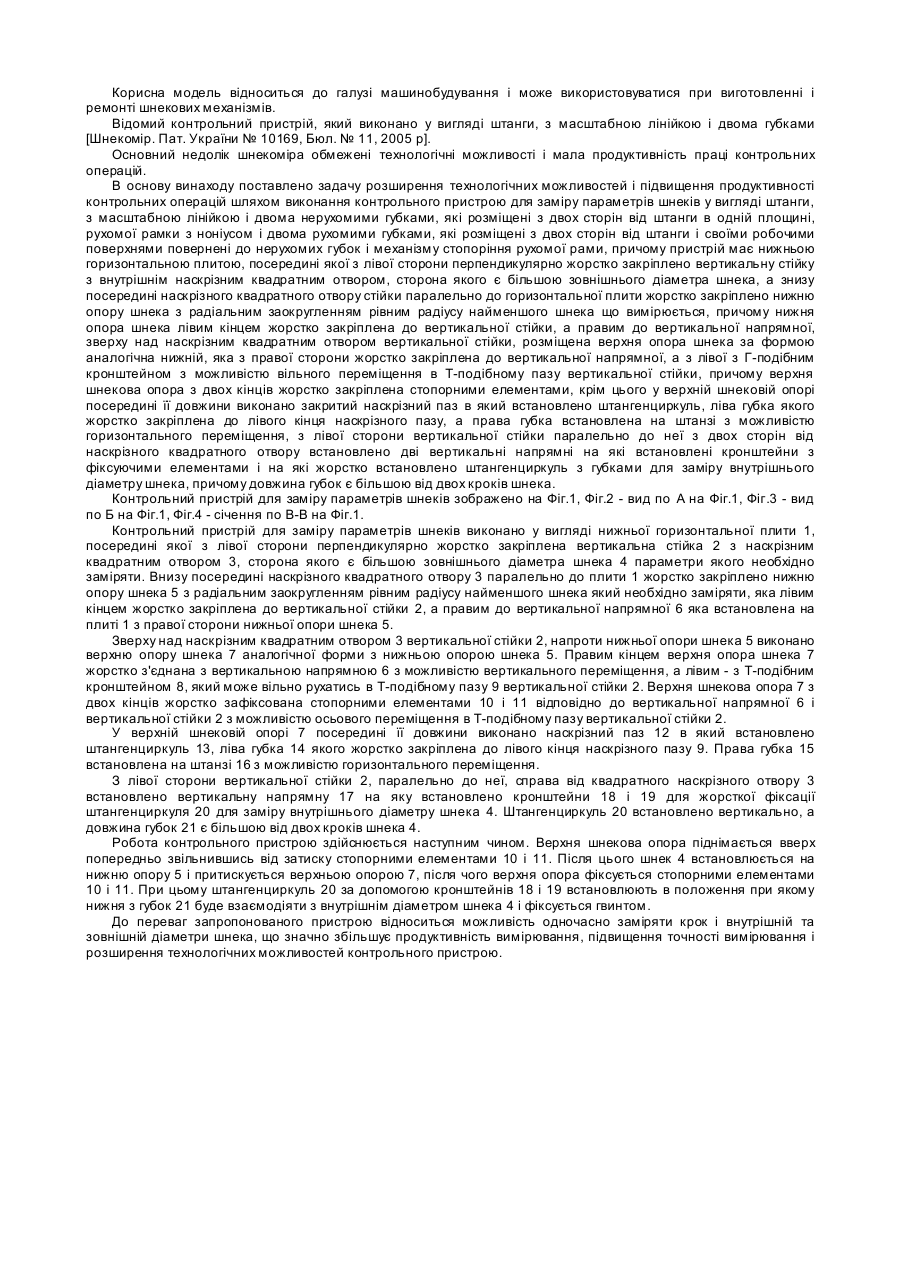
Контрольний пристрій для заміру конструктивних параметрів шнеків, який виконаний у вигляді штанги з масштабною лінійкою і двома губками, який відрізняється тим, що пристрій має нижню горизонтальну плиту, посередині якої з лівої сторони перпендикулярно жорстко закріплено вертикальну стійку з наскрізним квадратним отвором, сторона якого є більшою зовнішнього діаметра шнека, а знизу посередині наскрізного квадратного отвору стійки, паралельно до...
Контрольний пристрій для заміру конструктивних параметрів шнека
Номер патенту: 52272
Опубліковано: 16.12.2002
Автори: Драган Андрій Петрович, Лещук Роман Ярославович, Гудь Віктор Зеновійович, Пилипець Михайло Ількович, Лясота Оксана Михайлівна
МПК: G01B 5/00, G01B 21/02, G01B 3/20
Мітки: конструктивних, шнека, параметрів, контрольний, пристрій, заміру
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів шнека, який виконаний у вигляді плити-основи, штанги і рухомої каретки, яка встановлена на напрямних з можливістю осьового переміщення, механізму приводу, вимірювального перетворювача і пристрою обробки та видачі результатів вимірювання, який відрізняється тим, що з лівого боку плити-основи встановлено кроковий електродвигун, вал якого жорстко з'єднаний з лівим кінцем вала...
Контрольний пристрій для заміру конструктивних параметрів деталей типу “тіл обертання”
Номер патенту: 14464
Опубліковано: 15.05.2006
Автори: Дзюра Володимир Олексійович, Ляшук Олег Леонтійович, Колісник Олег Анатолійович, Левенець Володимир Богданович, Геник Ігор Степанович
МПК: G01B 3/20
Мітки: параметрів, тіл, конструктивних, заміру, контрольний, типу, деталей, обертання, пристрій
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів деталей типу «тіл обертання», який виконано у вигляді основи з вертикальною стійкою, установного елемента у вигляді вала і затискних елементів, індикаторної головки з вимірювальним щупом, напрямними і кріпильними елементами, який відрізняється тим, що вал консольно встановлений у вертикальну стійку типу "ластівчина хвоста" в підшипниках кочення з можливістю обертання, на валу...
Контрольний пристрій
Номер патенту: 14777
Опубліковано: 15.05.2006
Автори: Богуцкий Володимир Борисович, Глазков Дмитро Сергійович
МПК: G01B 3/00
Мітки: пристрій, контрольний
Формула / Реферат:
Контрольний пристрій, що складається з основи, задньої пінолі, передньої частини й індикаторів, який відрізняється тим, що контроль робочих поверхонь черв'яка здійснюють шляхом синхронного обертання й осьового переміщення черв'яка і забезпечення постійного контакту робочих поверхонь черв'яка з робочими органами індикаторів, розташованих перпендикулярно робочим поверхням черв'яка і закріплених під заданим кутом на нерухомій основі.
Попередній патент: Фасадна теплоізоляційна панель
Наступний патент: Конструкція ендоносально-субперіостального модуля
Випадковий патент: Планетарна передача