Спосіб дугового зварювання мартенситних високовуглецевих сталей
Номер патенту: 25644
Опубліковано: 30.10.1998
Автори: Сергієнко Юрій Вікторовіч, Чигарьов Валерій Васильович, Носовський Борис Іванович
Формула / Реферат
Способ дуговой сварки мартенситных высокоуглеродистых сталей плавящимся электродом, отличающийся тем, что перед сваркой подогревают металл до 230 - 270°C с последующим местным локальным подогревом выше линии мартенситных превращений на 20 - 50°C в течение 90 - 100 секунд с опережением движения сварочной ванны.
Текст
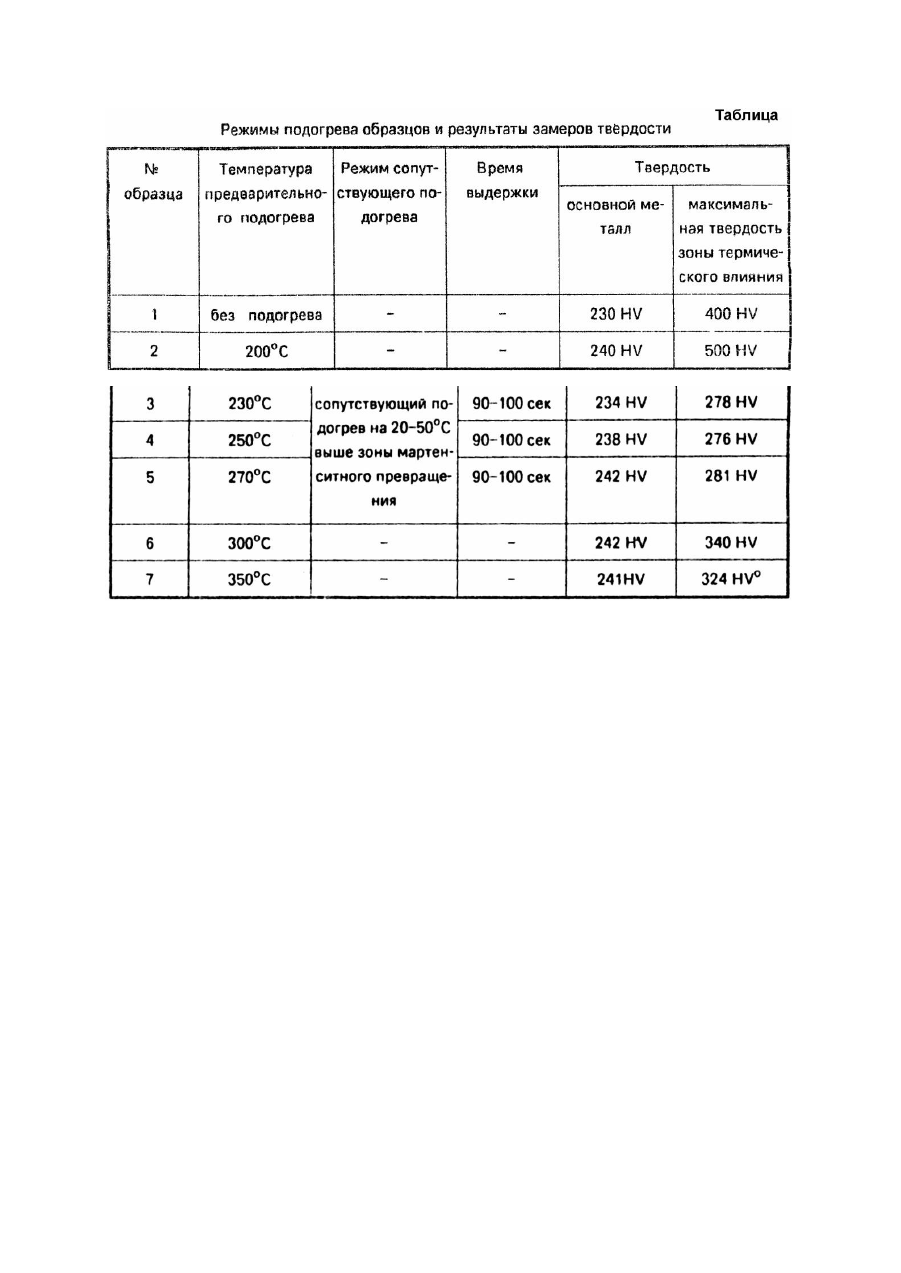
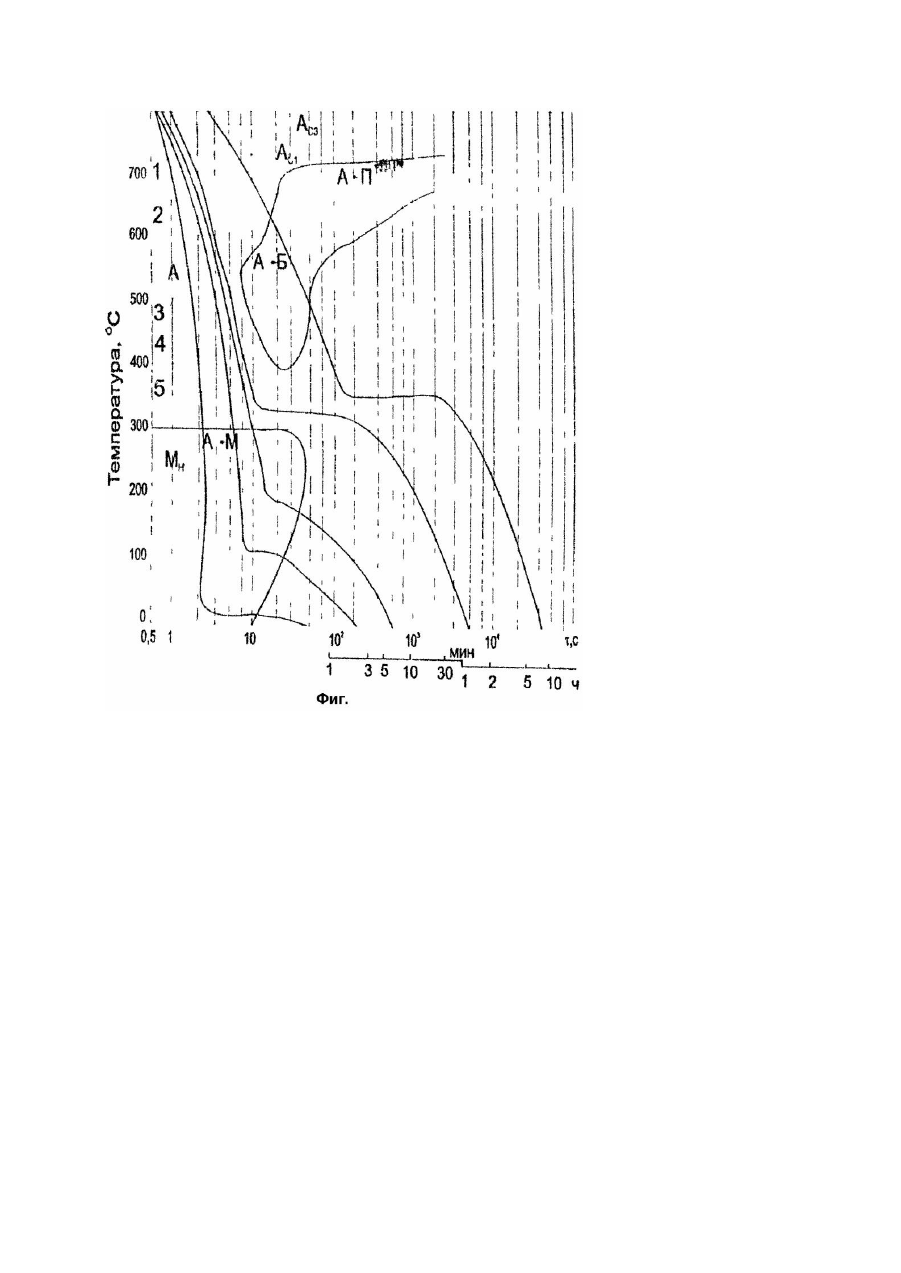
Изобретение относится к сварочному производству для сварки деталей из мартенситных высокоуглеродистых сталей, которые используются для изготовления железнодорожных рельсов. При сварке подобных изделий на первый план выходит качество сварного соединения, так как мартенситные высокоуглеродистые стали относятся к плохо свариваемым. Известен способ дуговой сварки мартенситных сталей, при котором сварку осуществляют аустенитным электродом, а в хвостовую часть подают сварочную проволоку [1]. В известном способе не создаются условия, которые предотвратят образование в металле шва мартенситных структур, способствующи х образованию трещин. Наиболее близким техническим решением является способ дуговой сварки мартенситных сталей в среде защитного газа, где для повышения качества сварного шва путем исключения трещин и повышения производительности, плавление основного металла производят аустенитным электродом, дополнительную проволоку из материала ферритного класса, нагревают до температуры солидуса и подают в хвостовую часть сварочной ванны перпендикулярно его поверхности и осуществляют магнитное регулирование дуги [2]. При предварительном нагреве электрода обеспечивается создание в металле шва перлитных структур, которые замедляют развитие трещин. Однако отсутствует гарантированное условие образования перлитных стр уктур и используются дорогостоящие присадочные материалы, трудоемкое магнитное регулирование дуги. В основу изобретения поставлена задача создать способ дуговой сварки высокоуглеродистых мартенситных рельсовых сталей, в котором введение новой операции и условий ее осуществления обеспечивают высокую трещиностойкость за счет гарантированного получения перлитной структуры при упрощении технологии и исключении дорогостоящих материалов. Для решения поставленной задачи в способе дуговой сварки мартенситных высокоуглеродистых рельсовых сталей плавящимся электродом в соответствии с изобретением осуществляют предварительный подогрев основного металла до 230 - 270°C с последующим местным локальным подогревом выше линии мартенситных превращений на 20 - 50°C в течение 90 - 100 секунд с опережением движения сварочной ванны. Предварительный подогрев основного металла способствует созданию перлитной структуры. При этом исследования показали, что при подогреве выше 270 - 300°C скорость охлаждения уменьшается, но возможно образование бейнитной структуры. что приводит к повышению твердости зоны термического влияния и соответственно увеличивает способность металла шва к образованию трещин. Если осуществить подогрев ниже 200 - 230°C возможно попадание в зону мартенситных превращений, где возможно образование трещин. Соответственно возникает некое противоречие. С целью решения этой проблемы предлагается подогреть металл до 230 - 270°C с последующим местным локальным подогревом выше линии мартенситных превращений на 20 - 50°C в течение 90 - 100 секунд с опережением движения сварочной ванны. Подогрев на 20 - 50°C в течение 90 - 100 секунд позволит обойти зону мартенситных превращений и не попасть а зону бейнитных превращений и получить в результате перлитную стр уктур у. Перлитная структура характеризуется наличием более мелкого зерна и как следствие, более стойка к распространению трещин. Способ дуговой сварки осуществляется следующим образом. Изделие закрепляют и производят с помощью газовой горелки подогрев до 230 - 270°C. Затем начинают процесс сварки, при этом производят местный локальный подогрев выше линии мартенситных превращений на 20 - 50°C в течение 90 - 100 секунд с опережением движения сварочной ванны. Пример конкретного выполнения. Предварительно вырезались из стойки рельса изготовляемые из стали М76 пластины толщиной 10 12мм. На полученные образцы полуавтоматической сваркой проволокой толщиной 1,2мм наплавлялись валики на одинаковых режимах Iсв = 320А; Ucв = 30В; vс в = 10м/ч. Один из образцов предварительно не нагревался, а нагрев остальных осуществлялся в соответствии с параметрами, представленными в таблице. Полученные результаты, указанные в таблице и проиллюстрированные на графике, позволяют сделать вывод о том, что предлагаемые режимы предварительного и сопутствующего подогрева (образец №4) позволяет избежать скачка твердости между основным металлом и зоной термического влияния. При сварке образцов также снимались термические циклы, представленные на графике. Анализируя полученные результаты, можно сделать вывод, что при сварке образцов №1 и №2 возможно образование мартенситных структур, а для образцов №4, 5 возможно попадание в зону бейнитных стр уктур. В то же время термический цикл образца №4 (оптимальный) указывает на то, что образование мартенситных и бейнитных стр уктур невозможно. Это позволяет сделать общий вывод о том, что предлагаемый в заявке режимы предварительного и сопутствующе го подогрева позволяют избежать образования мартенситных и бейнитных структур и, следовательно, исключить образование трещин.
ДивитисяДодаткова інформація
Автори англійськоюNosovskyi Borys Ivanovych, Chihariov Valerii Vasyliovych
Автори російськоюНосовский Борис Иванович, Чигарев Валерий Васильевич
МПК / Мітки
МПК: B23K 9/00
Мітки: спосіб, сталей, високовуглецевих, зварювання, дугового, мартенситних
Код посилання
<a href="https://ua.patents.su/3-25644-sposib-dugovogo-zvaryuvannya-martensitnikh-visokovuglecevikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання мартенситних високовуглецевих сталей</a>
Спосіб дугового зварювання
Номер патенту: 6390
Опубліковано: 29.12.1994
Автор: Татаринов Вадим Сергійович
МПК: B23K 9/173
Мітки: дугового, зварювання, спосіб
Формула / Реферат:
(57) Способ дуговой сварки, при котором за полнение разделки свариваемого стыка осуществляют отдельными валиками со смещением электрода по ширине и высоте стыка, отличающийся тем, что заполнение разделки осуществляют не сколькими электродами при последователь ном их включении в начале стыка, при этом каждый последующий электрод включают после охлаждения начала стыка до темпера туры от 150 до 250°С.
Спосіб дугового зварювання стиків рельсів
Номер патенту: 21039
Опубліковано: 07.10.1997
Автори: Чигарьов Валерій Васильович, Сергієнко Юрій Вікторовіч
МПК: B23K 9/00
Мітки: спосіб, зварювання, стиків, рельсів, дугового
Формула / Реферат:
Способ дуговой сварки стыков рельсов с многослойным заполнением разделки кромок, при котором слои выполняют на оптимальном режиме возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков, отличающийся тем, что на оптимальном режиме выполняют сварку стойки рельса, а сварку подошвы и головки рельсов на режимах, в 1,6-1,7 раза превышающий оптимальный.
Спосіб зварювання сталей під флюсом
Номер патенту: 4852
Опубліковано: 28.12.1994
Автори: Демченко Юрій Володимирович, Асніс Аркадій Юхимович, Веселов Валентин Арсентьович, Іващенко Георгій Антонович
Мітки: сталей, флюсом, спосіб, зварювання
Формула / Реферат:
СПОСОБ СВАРКИ СТАЛИ ПОД ФЛЮСОМ, при котором во флюс добавлявют сухую углекислоту, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества сварного соединения, повышения вязкости металла шва и околошовной зоны при сварке термоупрочненной стали путем охлаждения сварочной ванны и сварного соединения в процессе существования ванны, ее кристаллизации и охлаждения в интервале температур 800-500°С и повышения производительности сварки, сухую...
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: сплавів, дугового, алюмінієвих, зварювання, спосіб
Формула / Реферат:
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Тертичний Олег Олександрович, Ковтуненко Віктор Олексійович, Копилов Леонід Миколайович, Коба Сергій Олександрович, Зяхор Василь Кузьмич, Тарасенко Олександр Герасимович, Базаров Валерій Сергійович
МПК: B23K 9/173
Мітки: механізованого, зварювання, дугового, спосіб
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Попередній патент: Огороджувальна конструкція для радіаторів систем опалювання
Наступний патент: Передавальна телевізійна трубка з піроелектричною мішенню
Випадковий патент: Блок іскрозахисту