Спосіб виготовлення порошкового дроту
Номер патенту: 35173
Опубліковано: 15.03.2001
Автори: Санько-Новик Андрій Анатолійович, Алімов Анатолій Миколайович, Микитенко Олександр Михайлович
Формула / Реферат
1. Спосіб виготовлення порошкового дроту, під час якого заздалегідь розраховують виміри поперечного перерізу висхідної стрічки, формують із стрічки, що рухається, жолоб, заповнюють його під час руху порошкоподібною шихтою, закривають жолоб з утворенням трубчастої заготовки та багаторазово волочать заготовку до необхідного діаметра у дві стадії, який відрізняється тим. що розміри поперечного перетину стрічки вибирають із співвідношення ширини до товщини у границях 8-15, формування жолобу виконують багаторазовим послідовним підгинанням країв стрічки на кут 10-15 градусів за кожне підгинання, трубчастій заготовці у поперечному перерізі надають форму еліпса, вертикальну вісь якого формують у 1,05-1,15 рази довшою від його горизонтальної осі, перший прохід волочіння на першій стадії виконують із одиничним обтиском 13-19%.
2. Спосіб виготовлення за п.1, який відрізняється тим, що до початку волочіння трубчастої заготовки, яка має форму еліпса, зімкнуті края стрічки розігрівають до температури оплавлення кромок і далі деформують еліпс в круг з утворенням термомеханічного зварного з'єднання в зоні змикання країв стрічки.
Текст
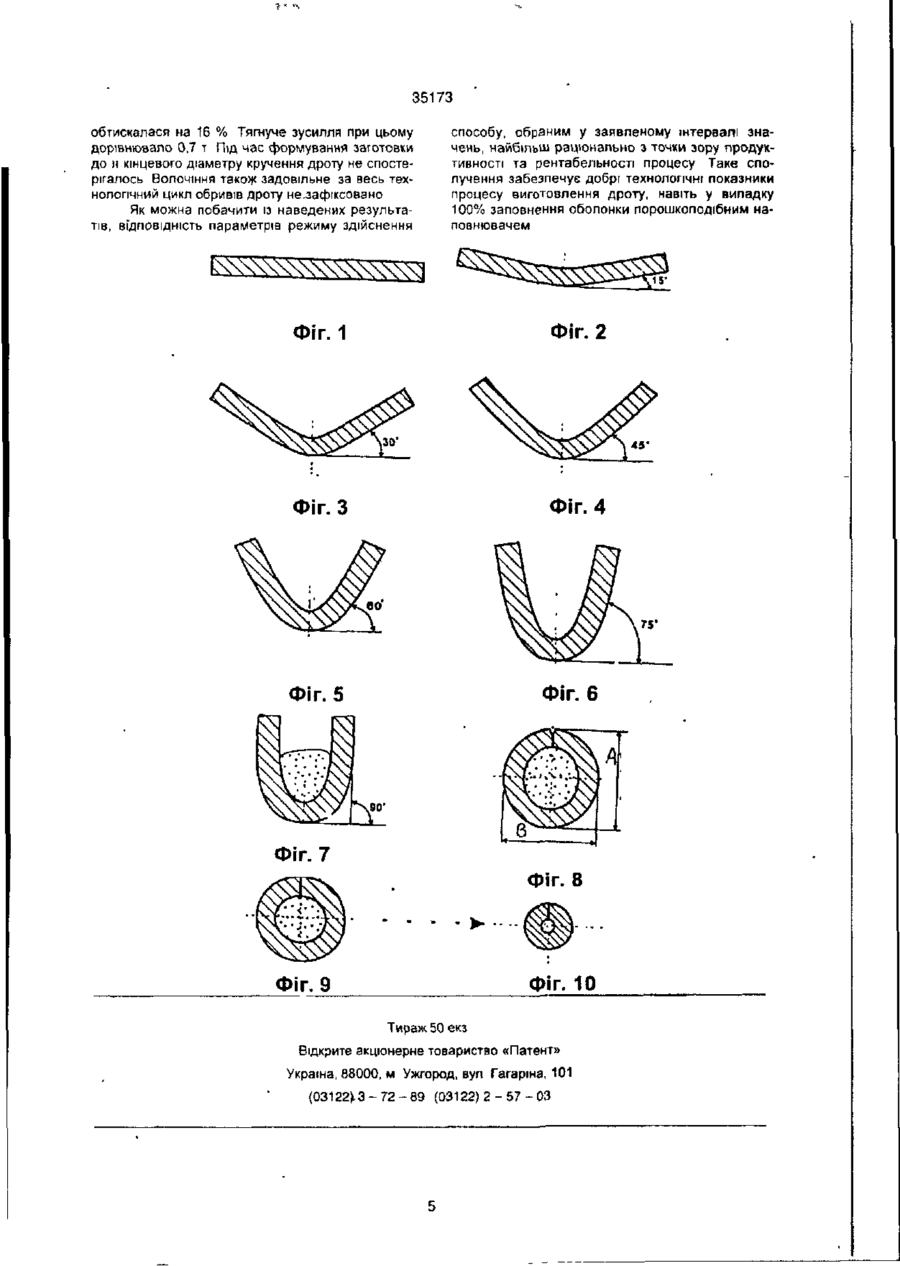
1 Спосіб виготовлення порошкового дроту під час якого заздалегідь розраховують виміри по перечного перерізу висхідної стрічки формують із стрічки, що рухається жолоб заповнюють його під час руху порошкоподібною шихтою, закривають жопоб з утворенням трубчастої заготовки та багаторазово волочать заготовку до необхідного діа Винахід відноситься до способів виготовлення зварювальних матеріалів, або більш конкретно - порошкового дроту призначеного для зварювання та наплавлення Порошковий дріт займає одне із провідних місць серед електродних матеріалів які використовуються в сучасних процесах електродугового зварювання Технологічний процес його виготовлення МІСТИТЬ низку операцій які виконуються одночасно - формування металевої стрічки у початкову заготовку дроту (оболонку) в каліброваних роликах із заповненням шихтою та подальшим багатократним волочінням заготовки на волочильному стані до отримання дроту необхідного діаметру ВІДОМІ різноманітні способи виготовлення порошкових дротів, які складаються із металевої оболонки та порошкоподібного флюсового наповнювача, під час яких металевій стрічці надають форму жолоба, заповнюють жолоб під час руху порошкоподібною флюсовою сумішшю - шихтою закривають жолоб з утворенням трубчастої за готовки та волочать п до необхідного діаметру (Походня И К , Альтер В Ф га ін «Производство порошковой проволоки», Киев Высшая школа 1980 г, с 232) метра у дві стадії який відрізняється тим що розміри поперечного перетину стрічки вибирають із співвідношення ширини до товщини у границях 8 - 15 формування жолобу виконують багаторазовим послідовним підгинанням країв стрічки на кут 10-15 градусів за кожне підгинання трубчастій заготовці у поперечному перерізі надають форму еліпса вертикальну вісь якого формують у 1,05 1,15 рази довшою від його горизонтальної осі. перший прохід волочіння на першій стадії виконують із одиничним обтиском 13 — 19% 2 Спосіб виготовлення за п 1, який відрізняється тим що до початку волочіння трубчастої заготовки, яка має форму еліпса зімкнуті края стрічки розігрівають до температури оплавлення кромок і далі деформують еліпс в круг з утворенням термомеханічного зварного з'єднання в зоні змикання країв стрічки В залежності від призначення порошкового дроту та технологічних вимог, які до нього ставляться заповнення порожнини жолоба виконують повністю, або частково Заповнення всього об'єму порожнини трубчастої заготовки помітно погіршує умови деформа ції дроту під час його волочіння Ущільнюючись шихта надає додатковий опір пластичній деформаці1 металевої оболонки що призводить до швидкої втрати пластичних властивостей дроту обмежує його здатність деформуватися при ВОЛОЧІННІ знижує надійність процесу волочіння та його продуктивність Під час виготовлення дроту трубчастої конструкції стрічка попередньо протягується через направляючі та формуючі ролики, які мають ВІДПОВІДНІ калібруючі канавки при цьому утворюються проміжні профілі (в їх числі жолобоподібнии за повнюваний шихтою) Як правило кратність таких попередніх операцій гнуття стрічки не більше 2 -З, тому під час кожного гнуття стрічка піддається впливу значних деформацій які доволі різко змінюють м форму на кожному етапі гнуття Гзкий технологічний процес потребує використання міц ного профілюючого обладнання та обумовлює витрати значної КІЛЬКОСТІ енергії для протягування СО тШ СО 35173 стрічки крізь формоутворюючий пристрій, що підвищує собівартість виготовлення порошкового дроту в цілому Різкі перегинання стрічки при формуванні жолоба завдають додаткового опору протягуванню заготовки крізь формуючі ролики формоутворюючого пристрою Відомий спосіб виготовлення порошкового дроту, під час якого виконують неповне заповнення жолобу шихтою - в КІЛЬКОСТІ 5-65 % від об'єму порожнини трубки, а волочіння трубчастої заготовки виконують із сумарними обтисканням 20 - 40 % (Ас СССР № 992 145 МКВ6 В23К 35/36 від 18 10 78 р «Способ изготовления порошковой проволоки»,И К Походня, Альтер В Ф , Головко В В , Опуб Б И №4, 1983 р) Недоліком цього способу є те що неповне заповнення порожнини трубки призводить до нерівномірності розподілу шихти всередині закритої порожнини та як наслідок, до нерівномірного ущільнення шихти під час деформації дроту при волочінні та обумовленого цим явищем нерівномірного нагартування металевої оболонки, що досить часто призводить до обривів дроту під час волочіння та робить цей процесе нестабільним Практика виготовлення дроту з використанням цього способу засвідчує, що на дроті, який виготовляється в діапазоні найбільш часто вживаних значень часткового заповнення порожнини трубки на 40 - 65 %, за одиничних обтисків 20 - 45 %, максимально можливий сумарний обжим дорівнює 70 - 85% При такому рівні одиничних обжимів після досягнення сумарного обжиму 70 - 85% (в залежності від початкових пластичних властивостей стрічки), подальше волочіння дроту практично неможливе, хоча ресурс пластичності оболонки виявляється ще не вичерпаним В той же час, якщо використовувати в якості висхідних металеві стрічки, які мають відношення ширини до товщини від 18 до ЗО (0,4 х 10, 0,5 х 12, 0,7 х 13 0 3 х 8, це найбільш поширені в СВІТІ розміри поперечного перерізу стрічок для виготовлення порошкового дроту), то таких сумарних обтисків виявляється недостатньо задля отримання порошкового дроту діаметром 1,2 мм та менше Це неможливо тому, що малопластичний дріт не може волочитися під час останніх переходів із одиничними обтисками в 20 45% Оболонка просто не витримує таких навантажень та розривається За прототип винаходу що заявляється вибраний спосіб виготовлення порошкового дроту, під час якого заздалегідь розраховують виміри поперечного перерізу висхідної стрічки, формують із стрічки що рухається, жолоб, заповнюють його під час руху порошкоподібною шихтою, закривають жолоб з утворенням трубчастої заготовки та багатократно волочать заготовку до необхідного діаметру за дві стадії (Ас СССР № 1532255 МКИ6 В 23К 35/368 від 11 08 87 р "Способ изготовления порошковой проволоки" И К Походня, В Ф Альтер, Опуб Б И № 48, 1989 р ) Відношення ширини до товщини стрічки в цьому способі дорівнювало 20, загальний рівень деформації дорівнював 85 - 95 % Технолопчний процес виготовлення дроту згідно до цього винаходу розділено на дві стадії, на 'першій з яких волочіння ведуть з одиничними обтисками 20 - 45 % до досягнення загального рівня обтиску 70 - 85 %, а під час другої стадн дріт, одержаний під час першої стадії, волочать із одиничними обтисками 5 - 15 % так щоб загальний обтиск за дві стадії склав 85 • 95 % Та все ж і цей спосіб має низку суттєвих недоліків Як і під час усіх вищезгаданих способів заготовлення порошкового дроту, під час застосування наявного способу стрічка, яка має висхідний прямокутний профіль, перетворюється на жолоб з вертикальними стінками для його подальшого заповнення шихтою Під час такої різкої зміни форми за 2 - 3 операції гнуття дуже важко а часто і неможливо досягнути рівномірного розподілу навантаження в кожному формоутворюючому калібрі та досягти сталої орієнтації профіля в ньому відносно вертикальної ВІСІ Крім того, як було сказано вище, такий спосіб формоутворення потребує використання доволі масивного формуючого обладнання та непродуктивних витрат енергії на гнуття та перегнуття стрічки під час й руху Під час волочіння трубчастої заготовки, порожнину якої заповнено на 40 - 65 % на перших переходах першої стадії, коли зменшення поперечного перерізу дроту протікає тільки за рахунок витягування оболонки без ущільнення шихти в середині порожнини, на вході трубчастої заготовки до осередку деформації при одиничних обтисках 20 - 45 % має місце ефект пучення та розкриття кромок стрічки Довжина відрізку пучення та розкриття кромок дорівнює 0 5 - 2 діаметри дроту, який входить до волоки Для рівномірного входження заготовки в волоку без небезпеки розкриття кромок має бути виконано умову відповідності ступеню її подовження стискаючому зусиллю у волоці В даному випадку співвідношення розмірів стрічки є недостатнім для одиничних обтисків 20 • 45 %, тому цю умову порушено Як результат порушення ВІДПОВІДНОСТІ ступеню подовження заготовки рівню стискаючих зусиль має місце пучення та розкриття поздовжнього стику заготовки в середину дроту попадає волочильна (мильна) змазка яка суттєво погіршує зварювально-технологічні , властивості готового дроту Крім цього на практиці в середині порожнини трубчатої заготовки доволі часто трапляється пересипання шихти яке має місце навіть внаслідок незначних та неконтрольованих коливань товщини шару шихти в жолобі, що рухається Це призводить до нерівномірної деформації дроту, та його нерівномірного продольного нагартування, внаслідок чого підвищується обривність дроту на другій стадії волочіння Ще однією причиною коливання товщини шару шихти в середині дроту на перших проходах першої стадії волочіння є різке прискорення руху дроту в осередку деформації при одиничних обтисках 20-45%, що призводить до частих обривів дроту Наступним недоліком винаходу є те, що заготовка дроту на першому переході першої стадії волочіння часто скручується навколо своєї вісі, інколи навіть перегинається, що також може призвести до розкриття поздовжнього стику та висипання шихти через щілину в зоні змикання країв стрічки Це трапляється тому, що підготовлена до волочіння заготовка на ПІДХОДІ ДО першої фільєри має форму кола, яке важко утримати в одному по 35173 ложенні у точній ВІДПОВІДНОСТІ до технологічної вюі з фіксацією поздовжнього стику у верхній точці перерізу заготовки В основу винаходу, що заявляється, поставлено задачу підвищення ефективності способу виготовлення порошкового дроту шляхом вибору оптимальних розмірів стрічки та конфігурації проміжних профілів, встановлення оптимальних співвідношень ступеню деформації заготовки та стискаю чих і розтягуючих зусиль які діють на заготовку під час н формоутворення, ідо дозиоляє зменшити величину поздовжнього зусилля яке діє на стрічку при профілюванні жолобчатого профілю заготовки, забезпечити рівномірність розподілу навантаження в кожному формоутворюючому калібрі та узгодити ступінь витяжки стрічки із стискаючим зусиллям, яке діє на дріт у волоці а також уникнути кручення заготовки навколо своєї ВІСІ ПІД час профілеутворення та першого проходу волочіння Поставлена задача вирішується тим, що в способі виготовлення порошкового дроту, під час якого заздалегідь розраховують виміри поперечного перерізу висхідної стрічки, формують із стрічки, що рухається, жолоб, заповнюють його під час руху порошкоподібною шихтою, закривають жолоб з утворенням трубчастої заготовки та багатократно волочать заготовку до необхідного діаметра за дві стади, згідно винаходу, розміри поперечного перетину стрічки вибирають із співвідношення ширини до товщини у діапазоні 8-15, формування жолобу виконують багатократним послідовним підгинанням країв стрічки на кут 10-15 градусів за кожне підгинання, трубчастій заготовці у поперечному перерізі надають форму еліпса, вертикальну вісь якого формують у 1 05 - 1,15 рази довшою від його горизонтальної ВІСІ, перший прохід волочіння на першій стадії виконують із одиничним обжиманням 13- 19% Крім того додатково до початку волочіння трубчастої заготовки, яка має форму еліпса, зімкнуті края стрічки розігрівають до температури оплавлення кромок і далі деформують еліпс в круг з утворенням термомеханічного зварного з'єднання кромок в зоні змикання країв стрічки На малюнку зображено вигляд проміжних профілів під час процесу послідовного формоутворення дроту трубчастої конструкції на кожній з технологічних операцій Фіг 1 відображає переріз стрічки в початковому стані Фіг 2 - фіг 7 відображають проміжні перерізи заготовки під час формування жолобоподібного профілю Фіг 8 відображає стадію перетворення жолобоподібного профілю, який заповнено шихтою, в овальну заготовку із вертикальною віссю овалу А та горизонтальною В Відзнакою винаходу є те, що відношення ширини стрічки, яка використовується для виробництва дроту згідно запропонованого способу, до її товщини перевищує таке в способ'-прототипі, а величину одиничних обтисків на першому проході першої стадії протягування, навпаки, дещо зменшено Це дозволяє усунути недоліки, які виникають під час протягування стрічки крізь формоутворюючий пристрій та волочильну машину, описані в прототипі - пучення та розкриття стику країв стрічки та обрианість дроту, а також зменшити зусилля, які необхідно витрачати для виробництва порошкового дроту Співвідношення ширини стрічки до товщини в межах 8-15 дозволяє підвищити частку металу в трубчастій заготовці, а зниження одиничних обтисків до рівня 13 - 19% дає можливість здійснити більш повільне входження заготовки в першу фільєру, покращуючи умови деформації під час подовження оболонки Це дозволяє зменшити зусилля протягування та оптимізувати прискорення руху дроту в осередку деформації Інакше кажучи, сполучення розмірів стрічки яка пропонується, із величиною стискаючих зусиль, що впливають на сформовану із неї трубчасту заготовку, запобігає пученню та розкриттю стику зімкнутих країв стрічки Якщо співвідношення ширини стрічки до товщини встановити більше ніж 15, то розміри її виявляться зменшеними для сприйняття встановлених стискаючих зусиль, і під час протягування можуть виникнути негативні явища які мають місце у відомому винаході (розкриття країв стрічки) Обираючи це співвідношення менше за 8, розміри стрічки виявляться безпідставно збільшеними як для сприйняття обтиску, так і для формування оптимального профілю на проміжних операціях гнуття стрічки Наступною відміною способу, що пропонується, с рівномірне підгинання країв стрічки на кут від 10 до 15 градусів за кожну операцію В відомому винаході має місце різкий перехід від плоскої форми стрічки до жолобоподібної з мінімальною КІЛЬКІСТЮ переходів із нерівномірним навантаженням на калібри в кожному переході Як можна бачити з фіг 2 • 7 винаходу, що заявляється, обидва краї стрічки в канавках калібруючих роликів рівномірно згинаються на кут 10 15° вздовж ВІСІ стрічки на кожній операції гнуття, що дозволяє послідовно формувати заданий профіпь Деформація стрічки починається на ВІСЬОВІЙ ДІЛЯНЦІ профілю і наростає плавно, без різких переходів Слід відзначити, що в пропонованому способі КІЛЬКІСТЬ операцій по згину до моменту заповнення жолоба шихтою трохи збільшена в порівнянні з двома-трьома в винаході-прототипі Але це є не недоліком, а суттєвою перевагою запропонованого технічного рішення, оскільки плавне підгинання країв стрічки дозволяє значно зменшити деформуючі та поздовжні зусилля, та як результат потужність та металоємність всього пристрою для гнуття та протягування металевої стрічки Перевагою плавної формозміни профілю є також і те, що усталеність стрічки в калібрах з рівномірно наростаючим кутом нахилу бокових стінок суттєво вище, ніж у відомому винаході ВІДМІНОЮ винаходу є також і те, що переріз трубчастої заготовки після операції закриття кромок має форму еліпса (фіг 8). а не кола, як у всіх відомих технологічних процесах виготовлення порошкового ДРОТу Елілсовидну заготовку легше фіксувати в одному положенні Вона не піддається крученню навколо свої ВІСІ, тому в процесі виготовлення дроту, згідно до винаходу, що заявляється, розкриття поздовжнього стику відсутнє Розміри вісей еліпсу обиралися виходячи із умов забезпечення рівно 35173 мірного зносу внутрішньої поверхні вхідної фільєри волочильної машини, а також ВІДПОВІДНОСТІ ступеня деформації оболонки розтягуючому зусиллю На підставі експериментів встановлено, що найбільш сприятливі умови для протягування еліпсовидних заготовок в першій волоці мають місце тоді, коли вертикальна вісь А еліпса перевищує величину горизонтальної В в 1,05-1,15 разів В цьому випадку форма еліпсу мало витягнута і в той же час максимально наближена до кола, що дозволяє не тільки запобігти крученню заготовки а ще й забезпечує рівномірний захват її поверхнею технологічного мастила при вході у фільєру У випадку, якщо вертикальна вісь буде перевищувати розмір горизонтальної менш, ніж у 1,05 разів, розміри обох вісей практично зрівняються і переріз набуде форму близьку до кола, тобто стане майже таким, як і в прототипі Перевищення цього співвідношення більш, ніж у 1,15 рази, також невиправдано, тому що еліпс у цьому випадку стане занадто витягнутим вздовж вертикальній ВІСІ, ЩО створить додаткові перешкоди входженню дроту до першої фільєри та збільшить опір заготовки деформації Додаткове нагрівання зімкнутих країв стрічки перед входженням еліпсовидної заготовки в першу волоку та утворення термомеханічного зварного з'єднання в зоні змикання країв стрічки забезпечує герметизацію внутрішньої порожнини дроту Герметизація надає дроту цілу низку додаткових позитивних властивостей - повне виключення вірогідності висипання шихти під час переробки та використання дроту, поліпшення якості зварювальних швів за рахунок запобігання проникнення вологи в шихту, практично необмежений термін використання дроту, можливість нанесення на поверхню дроту гальванічними засобами тонкого мідного покриття для поліпшення умов токопідводу та інше Спосіб здійснюється наступним чином Профілювання стрічки для виготовлення порошкового дроту здійснюється в профілезгибному пристрої, де стрічка поступово протягується крізь спрямовуючі та робочі ролики у ВІДПОВІДНОСТІ ДО калібровки При цьому виникають проміжні профілі (Фіг 2-6), в тому числі жолобчатий, заповнений порошкоподібним наповнювачем (шихтою), яка надходить із дозатору, встановленого на лрофілеутворюючому пристрої Для рівномірного розподілення компонентів наповнювача по всьому об'єму порожнини трубчастої заготовки та по всій довжині дроту, порожнину трубчастої заготовки заповнюють шихтою на 100% До волочильного стану дріт надходить у вигляді згорненої в еліпсоподібну трубку заготовки, порожнина якої заповнена неущільненою сумішшю порошкоподібного наповнювача (фіг 8) перший прохід протягування виконується із обтиском 1319% у волоці, що обертається, (при цьому швидкість м обертання складає один оберт на 1-10 см переміщення заготовки) У першій волоці відбувається калібровка дроту - усувається овальність, бгатини, а також захоплюється технологічне мастило поверхнею дроту При проходженні дроту по всьому маршруту протягування у робочій зоні фільєр виконується його деформація, в процесі якої поперечний переріз дроту зменшується до заданого діаметру Готовий дріт приймається на катушку за допомогою спеціального пристрою в КІНЦІ технолопчноґ лінії Приклади конкретного виконання способу Порошковий дріт діаметром 1 2 мм із коефіцієнтом заповнення 12% виробляли з холоднокатаної стрічки із низькопегованої сталі Нижче наведені параметри режимів технологічного процесу які змінювалися у межах, передбачених формулою винаходу, та результати виконання описаних дій Приклад 1. Використовувалась стрічка шириною 12 мм, товщиною 1,5 мм, із співвідношенням розмірів перерізу, які дорівнювали 8 Під час формування жолобоподібного профілю, края стрічки поступово підгинались на кут 10° за кожну операцію Вертикальна вісь еліпсоподібного перерізу заготовки дроту А перевищувала горизонтальну вісь В у 1,05 рази В процесі формування жолобообразного профілю, тягнуче зусилля дорівнювало приблизно 0,8 т, оскільки для гнуття стрічки вказаних розмірів меншого рівня зусилля недостатньо Переформування еліпсоподібної форми дроту на першому проході волочіння на першій стадії виконувалось із обтисканням 13% Практика виготовлення порошкових дротів засвідчує, що при рівні тягнучих зусиль, більше ніж 6,5 т, рівень техніко-економічних показників всього циклу виготовлення дроту (від початку формування початкової заготовки до отримання готової продукціО, починає зменшуватися Тому такі розміри стрічки та параметри режиму й перетворення в дріт заданого діаметру, нами прийняті як граничні, нижче яких процес виготовлення дроту стає нерентабельним Приклад 2. Використовувалась стрічка шириною 12 мм та товщиною 0,8 мм із співвідношенням цих розмірів 15 Края стрічки кожного разу підгиналися на кут 15", а співвідношення між великою та малою вісями еліпсоподібного перерізу заготовки дорівнювало 1,15, тобто форма еліпса більш витягнута вздовж вертикальної вісі, у порівнянні з розглянутим у попередньому прикладі Заготовка на першому етапі першої стадії волочіння, обтискалася на 19%, тягнуче зусилля при цьому дорівнювало 0,6т Незважаючи на те, що товщина стрічки менше, ніж у попередньому випадку (що навіть поліпшило умови згинання и в жолобі), було помічено, що при проходженні еліпсообразної заготовки крізь першу волоку коли тягнуче зусилля дорівнювало 0,6 т, ІНОДІ починався нерівномірний захват технологічного мастила поверхнею заготовки Звідси випливає, що подальше зменшення вихідних параметрів режиму виготовлення дроту та збільшення співвідношення між шириною та товщиною стрічки більше 15 недоцільно, оскільки при цьому зменшується продуктивність процесу та погіршується якість дроту, що виготовляється Приклад 3 Ширина використаної стрічки 12 мм, товщина 1 0 мм, при співвідношенні цих розмірів 12 Під час формування заготовки края стрічки підгинаються на кут 13е за кожний етап гнуття, а вертикальна вісь ел*псообразного перерізу перевищувала розмір горизонтальної в 1,1 разз На першій стадії першого етапу волочіння заготовка 35173 обтискалася на 16 % Тягнуче зусилля при цьому дорівнювало 0,7 т Під час формування заготовки до н кінцевого діаметру кручення дроту не спостерігалось Волочіння тако>к задовільне за весь технологічний цикл обривів дроту не.зафіксовано Як можна побачити із наведених результатів, ВІДПОВІДНІСТЬ параметрів режиму здійснення способу, обраним у заявленому інтервалі значень, найбільш раціонально з точки зору продуктивності та рентабельності процесу Таке сполучення забезпечує добрі технологічні показники процесу виготовлення дроту, навіть у випадку 100% заповнення оболонки порошкоподібним наповнювачем ФІГ. 1 Фіг. 2 Фіг. З Фіг. 4 Фіг. 6 Фіг. 5 Фіг. 7 Фіг. 8 Фіг. 10 Фіг. 9 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122).3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethods for producing powder wire
Автори англійськоюAlimov Anatolii Mykolaiovych, Mykytenko Oleksandr Mykhailovych, San'ko-Novik Andrii Anatoliiovych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюАлимов Анатолий Николаевич, Микитенко Александр Михайлович, Санько-Новик Андрей Анатольевич
МПК / Мітки
МПК: B23K 35/368
Мітки: спосіб, порошкового, виготовлення, дроту
Код посилання
<a href="https://ua.patents.su/6-35173-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Овчаренко Микола Трофимович, Дмитренко Сергій Георгієвич, Савенко Валентин Олексійович, Чащихін Едуард Германович, Косенко Петро Олексійович, Рак Петро Іванович, Альтер Володимир Федорович, Походня Ігор Костянтинович
МПК: B23K 35/40
Мітки: порошкового, дроту, спосіб, виготовлення
Формула / Реферат:
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра,...
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Ханонкін Олександр Аркадійович, Чигріна Марія Петрівна, Реньга Вадим Романович, Кременчуцька Маргарита Костянтинівна, Овчаренко Володимир Михайлович
МПК: B21C 1/00
Мітки: профілю, спосіб, періодичного, виготовлення, дроту
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Рак Петро Іванович, Альтер Володимир Федорович, Бугай Олександр Іванович, Походня Ігор Костянтинович
МПК: B23K 35/40
Мітки: дроту, порошкового, виготовлення, спосіб
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Спосіб виготовлення порошкового дроту
Номер патенту: 17632
Опубліковано: 06.05.1997
Автори: Шевченко Юрій Тимофійович, Щеглов Сергій Іванович, Ващенко Олександр Костянтинович, Жабкін Віктор Петрович, Кочевенко Іван Іванович
МПК: B22F 3/24
Мітки: порошкового, спосіб, дроту, виготовлення
Формула / Реферат:
Способ изготовления порошковой проволоки, включающий формирование вогнутой оболочки из металлической ленты с разновеликой высотой полок, заполнение ее порошкообразным материалом, замыкание оболочки и ее обжатие до получения заданного типоразмера, отличающийся тем, что оболочку формируют с соотношением высот ее полок 1,25... 1,35, а замыкание оболочки осуществляют путем загиба кромки меньшей полки вокруг кромки большей полки.
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Таратута Костянтин Васильович, Васильєв Олександр Генадійович, Ніколаєв Віктор Олександрович
МПК: B21B 27/02
Мітки: волочіння, дроту, спосіб
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Попередній патент: Автоактиватор горіння
Наступний патент: Спосіб профілактики гнійно-запальних ускладнень після операцій на кишечнику у дітей
Випадковий патент: Спосіб формування колоректального анастомозу