Спосіб нанесення металевого покриття на внутрішні поверхні резервуара і трубопроводу
Формула / Реферат
1. Способ нанесения металлического покрытия на внутренние поверхности резервуара и трубопровода, включающий очистку поверхности и осаждение покрытия путем подачи в рабочий объем последовательно кислотного, щелочного и металлосодержащего растворов, отличающийся тем, что подачу растворов осуществляют путем заполнения ими рабочего объема резервуара или трубопровода, причем рабочий объем заполняют водой, в которую добавляют кислоту, полученный раствор нагревают и осуществляют его циркуляцию через фильтр до полной очистки поверхности от окисного слоя, после чего в рабочий объем подают щелочь до нейтрализации кислотного раствора, затем примерно 1/5 часть нейтрализованного раствора сливают и заменяют концентрированным металлосодержащим раствором, полученный металлосодержащий раствор в процессе нанесения металлического покрытия перемешивают и поддерживают постоянным его температуру, кислотность и концентрацию металла путем нагрева раствора, добавления в него кислоты или щелочи и концентрированного металлосодержащего раствора по мере осаждения металла на обрабатываемую поверхность при одновременном отводе избыточных раствора и газа, а после достижения необходимой толщины металлического покрытия раствор охлаждают и сливают.
2. Способ по п.1, отличающийся тем, что в качестве металлосодержащего раствора используют раствор фосфористого никеля, в качестве кислотного раствора - 2 - 5% раствор серной кислоты, нагретый до температуры 90°C, а в качестве щелочного раствора - раствор аммиака с добавлением 40% и более воды.
3. Способ нанесения покрытия из фосфористого никеля на внутренние поверхности резервуара или трубопровода, включающий очистку поверхности и осаждение покрытия путем подачи в рабочий объем последовательно кислотного, щелочного и металлосодержащего растворов, отличающийся тем, что очистку осуществляют путем заполнения кислотным раствором резервуара или трубопровода, после очистки кислотный раствор нейтрализуют добавлением щелочи, затем примерно 1/5 объема нейтрализованного раствора удаляют и заменяют концентрированным раствором фосфористого никеля, а нанесение покрытия осуществляют циркуляцией полученного раствора.
4. Способ по п.3, отличающийся тем, что в качестве щелочи используют раствор аммиака.
5. Способ по п.3, отличающийся тем, что в качестве кислоты используют серную кислоту.
6. Способ по п.3, отличающийся тем, что восполняют содержание никеля в циркулирующем растворе фосфористого никеля по мере нанесения покрытия.
Текст
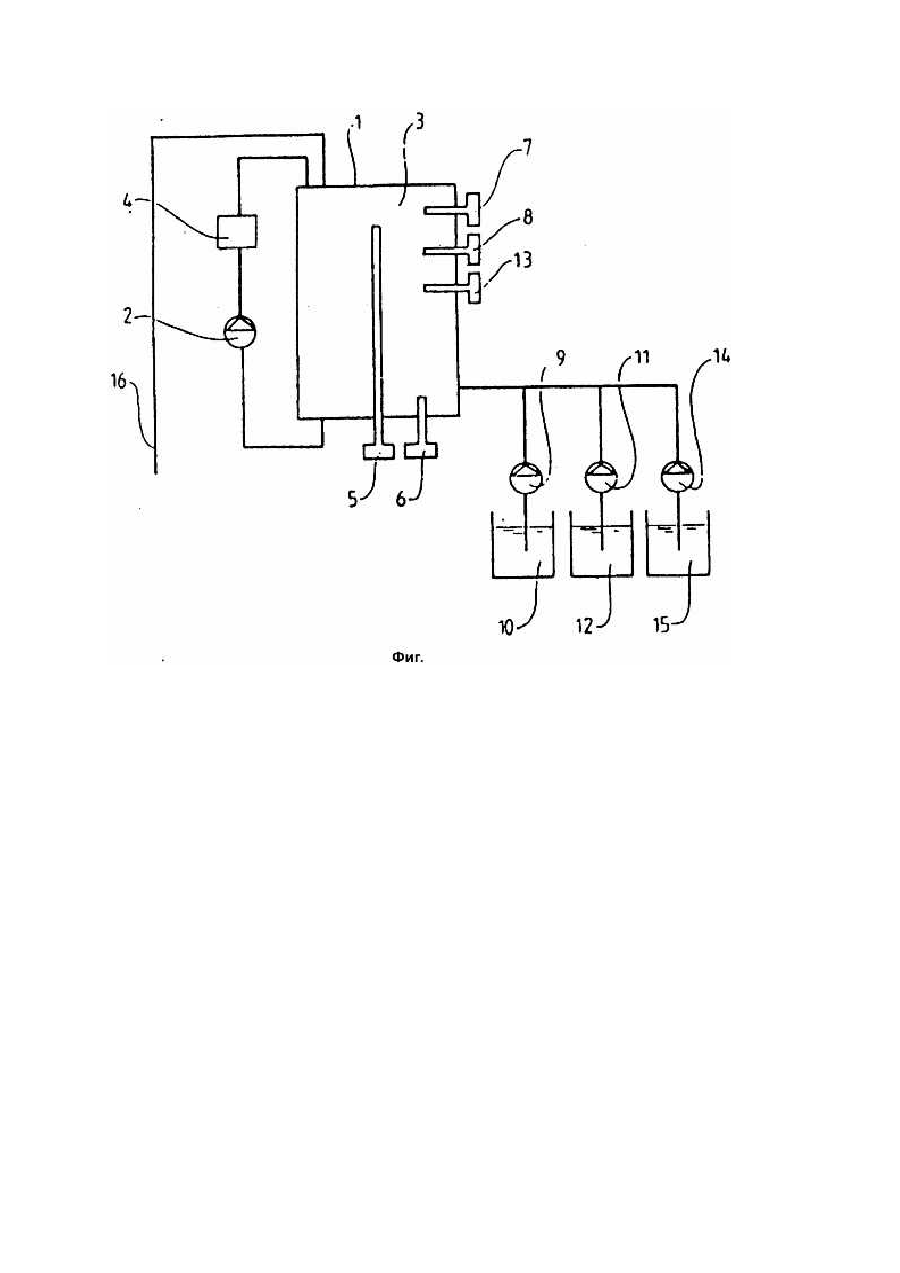
Изобретение относится к способу нанесения покрытия на внутренние поверхности резервуаров и трубопроводных систем. Обычно покрытие наносят на внутренние поверхности резервуаров и трубопроводных систем для защиты основного материала от коррозии или механического износа. В некоторых случаях бывает желательно защитить содержимое резервуаров и труб, в частности пищевые продукты, от нежелательного воздействия со стороны основного материала. Покрытие может быть нанесено различными способами. Известны способы нанесения краски кистью, валиков или распылителем. Металлическое покрытие наносят, например, термическим распылением, электролизом или осаждением из металлосодержащих растворов. Известны также различные способы осаждения металла из пара в вакууме. Для защиты от коррозии и повышения износоустойчивости такого основного материала, как сталь, предпочтительны, в частности, покрытия из сплавов хрома и никеля. Если требуется особенно высокая износоустойчивость, то применяют покрытия из различных карбидов. При погружении объекта в металлосодержащий раствор на поверхности объекта может осаждаться металл. Для того, чтобы получить равномерное и гладкое покрытие, необходимо регулировать температуру, кислотность и концентрацию раствора. При этом, для получения хорошей адгезии к основному материалу важно произвести хорошую предварительную подготовку, в частности, очистку и удаление окисного слоя. Технологический процесс включает погружение объекта в ванны, количество которых может составлять несколько десятков и которые содержат различные химические составы. Когда объект переносится из одной ванны в другую, его поверхность часто бывает очень активной. Поэтому приходится принимать меры по предотвращению появления коррозионных дефектов при нахождении объекта вне ванн. Нанесение химического покрытия способом осаждения сложно реализовать на очень больших объектах, в частности, из-за необходимости наличия большого количества крупных емкостей для погружения объекта. Ремонт, включающий демонтаж, транспортировку и погружение резервуаров объемом, например, 200 кубических метров, является практически нереальным, если исходить из ранее применяющейся технологии. Наиболее близким решением, принятым за прототип, является способ нанесения металлического покрытия на внутренние поверхности резервуара и трубопровода, включающий очистку поверхности и осаждение покрытия путем подачи в рабочий объем последовательного кислотного, щелочного и металлосодержащего растворов. При этом выполняют следующие операции: травление поверхностей раствором кислоты; удаление травильного раствора; промывка изделия водой; удаление воды; щелочная обработка; удаление щелочного раствора; промывка водой; удаление воды; введение раствора для металлизации, с осаждением металлического покрытия; удаление раствора для металлизации; промывка водой; сушка воздухом. Приведенная в известном патенте последовательность операций обладает следующими недостатками: - при удалении травильного раствора чистая поверхность металла подвергается воздействию воздуха и кислорода, что приводит к ее окислению; - многократная замена раствора с промежуточным ополаскиванием водой приводит к значительному расходу реагентов и увеличивает время проведения процесса. Задачей настоящего изобретения является создание способа нанесения металлического покрытия на внутренние поверхности резервуара и трубопровода, в котором путем изменения последовательности операций заполнения рабочих объемов достигается исключение трудоемких операций многократной замены растворов с промежуточным ополаскиванием водой, а также сократить расход реагентов и время проведения процесса. Поставленная задача решена тем, что способ нанесения металлического покрытия на внутренние поверхности резервуара и трубопровода, включающий очистку поверхности и осаждение покрытия путем подачи в рабочий объем последовательно кислотного, щелочного и металлосодержащего растворов, согласно изобретению подачу растворов осуществляют путем заполнения ими рабочего объема резервуара или трубопровода, причем рабочий объем заполняют водой, в которую добавляют кист лоту, полученный раствор нагревают и осуществляют его циркуляцию через фильтр до полной очистки поверхности от окисного слоя, после чего в рабочий объем подают щелочь до нейтрализации кислотного раствора, затем примерно 1/5 часть нейтрализованного раствора сливают и заменяют концентрированным металлосодержащим раствором, полученный металлосодержащий раствор в процессе нанесения металлического покрытия перемешивают и поддерживают постоянным его температуру, кислотность и концентрацию металла путем нагрева раствора, добавления в него кислоты или щелочи и концентрированного металлосодержащего раствора по мере осаждения металла на обрабатываемую поверхность при одновременном отводе избыточных раствора и газа, а после достижения необходимой толщины металлического покрытия раствор охлаждают и сливают. Первое дополнительное отличие состоит в том, что в качестве металлосодержащего раствора используют раствор фосфористого никеля, в качестве кислотного раствора - 2 - 5% раствор серной кислоты, нагретый до температуры 90°C, а в качестве щелочного раствора - раствор аммиака с добавлением 40% и более воды. Поставленная задача решена также тем, что способ нанесения покрытия из фосфористого никеля на внутренние поверхности резервуара или трубопровода, включающий очистку поверхности и осаждение покрытия путем подачи в рабочий объем последовательно кислотного, щелочного и металлосодержащего растворов, согласно изобретению очистку осуществляют путем заполнения кислотным раствором резервуара или трубопровода, после очистки кислотный раствор нейтрализуют добавлением щелочи, затем примерно 1/5 объема нейтрализованного раствора удаляют и заменяют концентрированным раствором фосфористого никеля, а нанесение покрытия осуществляют циркуляцией полученного раствора. Еще одно дополнительное отличие состоит в том, что в качестве щелочи используют раствор аммиака. Еще одно дополнительное отличие состоит в том, что в качестве кислоты используют серную кислоту. Еще одно дополнительное отличие состоит в том, что восполняют содержание никеля в циркулирующем растворе фосфористого никеля по мере нанесения покрытия. Изобретение описано со ссылкой на прилагаемый чертеж на примере нанесения покрытия из никелевого сплава известного типа на внутреннюю поверхность стального резервуара. На чертеже (фиг.) показаны резервуар 1 и первый насос 2, предназначенный для подачи жидкости в резервуар через фильтр 4, Труба 5 служит для подачи газа или пара в жидкость 3 с целью ее перемешивания. Один или несколько нагревательных элементов б обеспечивают нагревание жидкости, 3, а один или несколько термометров 7 регистрируют ее температуру. pH-метр 8 регистрирует кислотность жидкости 3. Второй насос 9 предназначен для подачи кислоты 10 в резервуар 1. Третий насос 11 обеспечивает подачу щелочи 12 в резервуар 1. Датчик 13 измеряет концентрацию металла, растворенного в жидкости 3, а четвертый насос 14 предназначен для подачи концентрированного металлосодержащего раствора 15 в резервуар 1. Избыточные жидкость и газ Удаляются из резервуара 1 по дренажной трубе 16. Предполагается, что резервуар 1 был предварительно очищен. На внутреннюю поверхность резервуара 1 наносят покрытие из металла, растворенного в жидкости 3 и осаждающегося из нее с известной скоростью. Сначала резервуар 1 заполняют водой с добавлением кислоты 10 для удаления окислов с поверхности, на которую должно быть нанесено покрытие. Для очистки стали очень часто оказывается эффективным добавление 2 - 5% концентрированной серной кислоты. Жидкость 3, на данном этапе представляющую собой раствор кислоты, нагревают и перекачивают через фильтр 4 первым насосом 2. После того, как внутренняя поверхность резервуара 1 будет очищена, жидкость 3 нейтрализуют добавлением щелочи 12, например, раствора аммиака, закачиваемого третьим насосом 11. Когда pH жидкости 3 становится равным 7, приблизительно одну пятую часть жидкости 3 сливают, и насос 14 заполняет резервуар концентрированным металлосодержащим раствором 15. Воздух, подаваемый через трубу 5, вызывает перемешивание жидкости 3, которую нагревают до температуры, определенной для каждого конкретного раствора. Нагревательный элемент 6 и термометр 7 используются для поддержания постоянной или приблизительно постоянной температуры. Кислотность жидкости 3 поддерживают близкой к 4,7, для чего с помощью второго и третьего насосов 9, 11 дополнительно подают кислоту 10 или щелочь 12. Концентрацию металла в жидкости 3 поддерживают близкой к постоянной величине, для чего металлосодержащий раствор 15 накачивают в резервуар 1 по мере осаждения металла. Скорость осаждения металла зависит от температуры и кислотности жидкости 3, а также от концентрации растворенного в ней металла. Эти параметры необходимо контролировать для получения требуемого качества покрытия. Их конкретные значения указываются в спецификациях на применяемые металлосодержащие растворы. Толщину покрытия на внутренней поверхности резервуара 1 можно контролировать с внешней стороны, например, при помощи известных ультразвуковых методов. Внутри резервуара также могут быть подвешены образцы, которые по мере протекания процесса извлекают и анализируют. Когда покрытие достигает желаемой толщины, процесс перерывают, для чего жидкость 3 охлаждают и сливают из резервуара. Растворенный металл может быть извлечен, например, обратной осмотической фильтрацией. Для улучшения регулирования температуры воздух, подаваемый в жидкость 3, может быть предварительно нагрет. С этой целью можно использовать водяной пар. Жидкость 3 охлаждается у стенок резервуара 1, поэтому подача воздуха или пара, используемого для перемешивания, а также нагрев, должны подбираться таким образом, чтобы получить желаемое осаждение покрытия. Для этого может оказаться необходимым размещение нескольких нагревательных элементов 6 и температурных датчиков 7 для селективной регулировки температуры в пределах локальных зон резервуара 1. Труба 5 также должна быть установлена таким образом, чтобы обеспечить желаемый эффект перемешивания. При установке нескольких труб 5 можно получить селективное перемешивание внутри локальных зон резервуара 1. Перемешивание можно обеспечить и с помощью других известных способов, в частности, вращающихся лопастных смесителей, впрыскивания в жидкость струйных потоков и т.д.
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C23C 18/31, C23C 18/16
Мітки: металевого, поверхні, внутрішні, спосіб, покриття, нанесення, трубопроводу, резервуара
Код посилання
<a href="https://ua.patents.su/3-25944-sposib-nanesennya-metalevogo-pokrittya-na-vnutrishni-poverkhni-rezervuara-i-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення металевого покриття на внутрішні поверхні резервуара і трубопроводу</a>
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні деталей
Номер патенту: 25516
Опубліковано: 30.10.1998
Автори: Сазанський Роман Євстафійович, Лещинський Вольф Михайлович, Харламов Юрій Олександрович, Шевченко Олександр Володимирович, Бояршина Людмила Олександрівна
Мітки: деталей, внутрішні, покриттів, металевих, порошків, спосіб, нанесення, поверхні
Формула / Реферат:
Способ нанесения покрытий из металлических порошков на внутренние поверхности деталей, включающий размещение технологической втулки в полости детали, использование порошков твердых сплавов для упрочнения внутренней полости детали, нагрев до температуры спекания и спекание, отличающийся тем, что покрытие напыляют на наружную поверхность технологической втулки, которая после напыления запрессовывают с натягом в полость детали, нагревают до...
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Гладченко Олександр Миколайович, Сазонов Віктор Васильович
МПК: B22F 7/00
Мітки: спосіб, металевих, нанесення, деталей, поверхні, порошків, внутрішні, циліндричних, покриттів
Формула / Реферат:
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки...
Спосіб нанесення покриття з металевого порошку
Номер патенту: 5324
Опубліковано: 28.12.1994
Автори: Гладченко Олександр Миколайович, Пунько Василь Сергійович, Сазонов Віктор Васильович, Король Станіслав Миколайович
МПК: B23K 11/06
Мітки: нанесення, покриття, спосіб, порошку, металевого
Формула / Реферат:
1. Способ нанесення покрытия из металлического порошка на цилиндрическую поверхность заготовки, включающий вращение и нагрев заготовки и одновременное осевое перемещение источника нагрева, подачу порошка на покрываемую поверхность с помощью транспортирующего газа, отличающийся тем, что, с целью повышения износостойкости покрытия, плавление порошка ведут в зоне, ширина которой не превышает 0,15 от номинального диаметра покрываемой...
Спосіб нанесення зносостійкого покриття на робочі поверхні пар тертя
Номер патенту: 10006
Опубліковано: 30.09.1996
Автори: Аспідов Віктор Іванович, Плужник Юрій Федорович, Грискін Юхим Наумович, Грискіна Наталія Юхимівна, Гребень Андрій Маркович
МПК: B22F 7/04
Мітки: спосіб, пар, зносостійкого, поверхні, робочі, тертя, нанесення, покриття
Формула / Реферат:
(57) Способ нанесения износостойкого покрытия на рабочие поверхности пар трения, включающий засыпку в кольцевую канавку, покрытую слоем меди, порошка релита, прессование его, засыпку цементирующего порошка на слой релита, повторное прессование и пропитку в процессе спекания в нейтральной атмосфере, отличающийся тем, что в качестве цементирующего материала берут порошок наплавочного твердого никелевого сплава, перед повторным прессованием на...
Спосіб підготовки поверхні алюмінієвих сплавів перед нанесенням захисно-декоративного покриття
Номер патенту: 20975
Опубліковано: 07.10.1997
Автори: Лантух Ніна Григоровна, Саламаха Святослав Мифодієвич, Пономарчук Юрій Іванович, Блискавка Олексій Васильович, Білий Віталій Павлович
МПК: C25D 5/34
Мітки: поверхні, алюмінієвих, покриття, захисно-декоративного, нанесенням, спосіб, підготовки, сплавів
Формула / Реферат:
Способ подготовки поверхности алюминиевых сплавов перед нанесением защитнодекоративного покрытия, включающий очистку от жировых и окисных загрязнений, отличающийся тем, что, с целью снижения растравливания поверхности алюминиевых сплавов и снижения экологической вредности, процесс обезжиривания ведут в моющем растворе типа МС-6, МС-8, МС-15 с концентрацией 20-30 г/л при температуре 70-80° С в течение 10 минут с последующей активацией в...
Попередній патент: Hавісhий плуг із зміhhою шириhою захвату
Наступний патент: Спосіб одержання гліцираму
Випадковий патент: Розбризкувальний пристрій