Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні деталей
Номер патенту: 25516
Опубліковано: 30.10.1998
Автори: Бояршина Людмила Олександрівна, Лещинський Вольф Михайлович, Сазанський Роман Євстафійович, Шевченко Олександр Володимирович, Харламов Юрій Олександрович
Формула / Реферат
Способ нанесения покрытий из металлических порошков на внутренние поверхности деталей, включающий размещение технологической втулки в полости детали, использование порошков твердых сплавов для упрочнения внутренней полости детали, нагрев до температуры спекания и спекание, отличающийся тем, что покрытие напыляют на наружную поверхность технологической втулки, которая после напыления запрессовывают с натягом в полость детали, нагревают до температуры спекания порошка, а после спекания удаляют путем механической обработки.
Текст
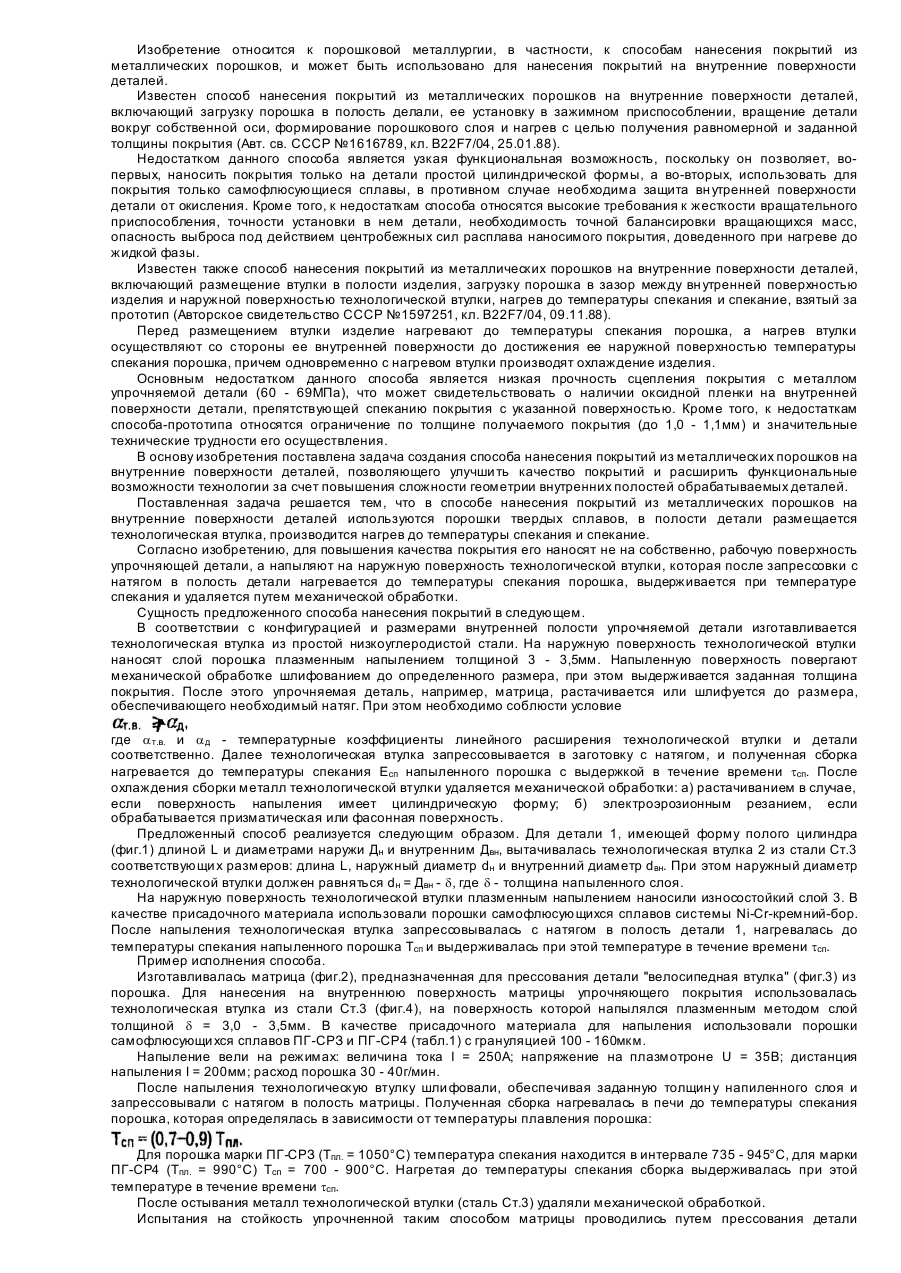
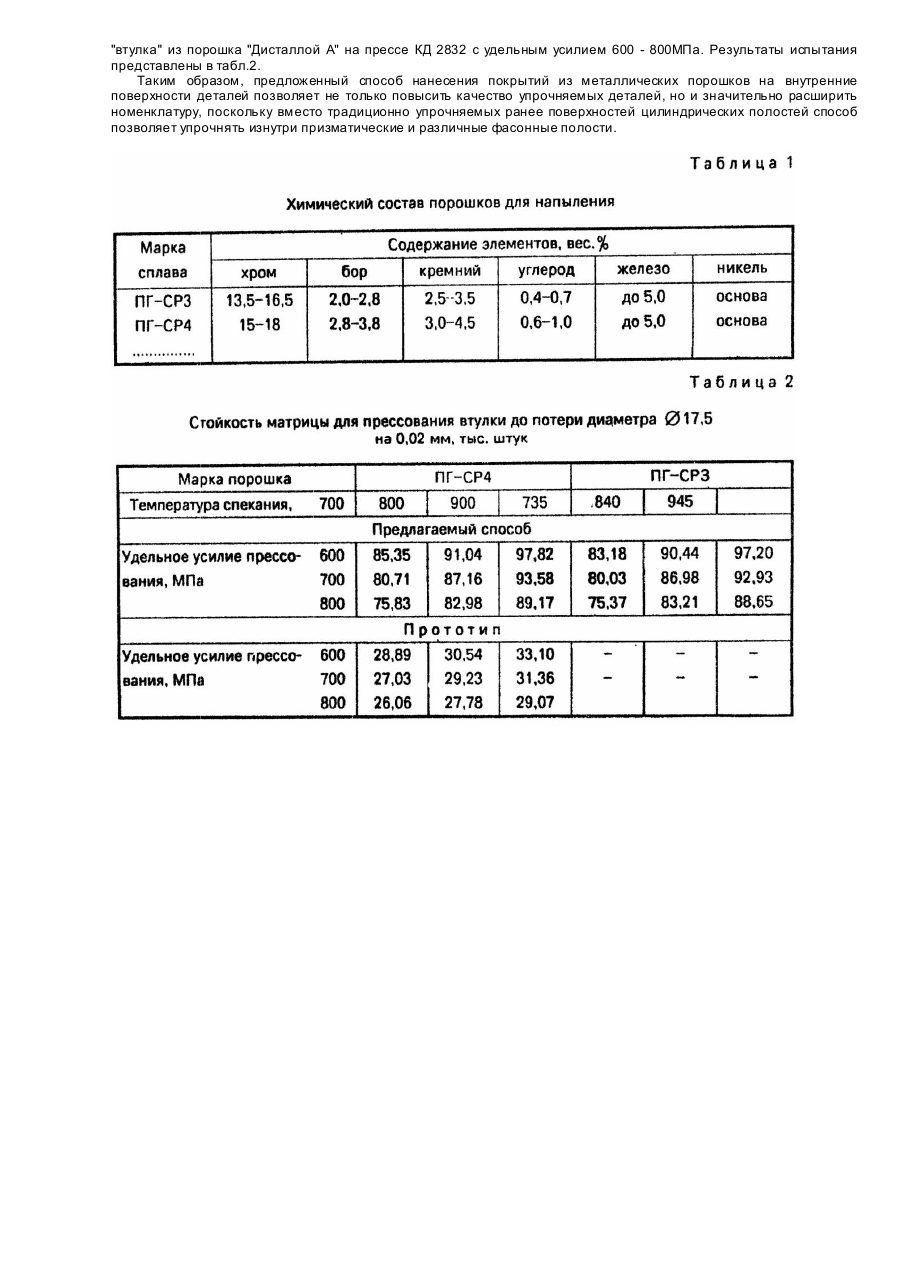
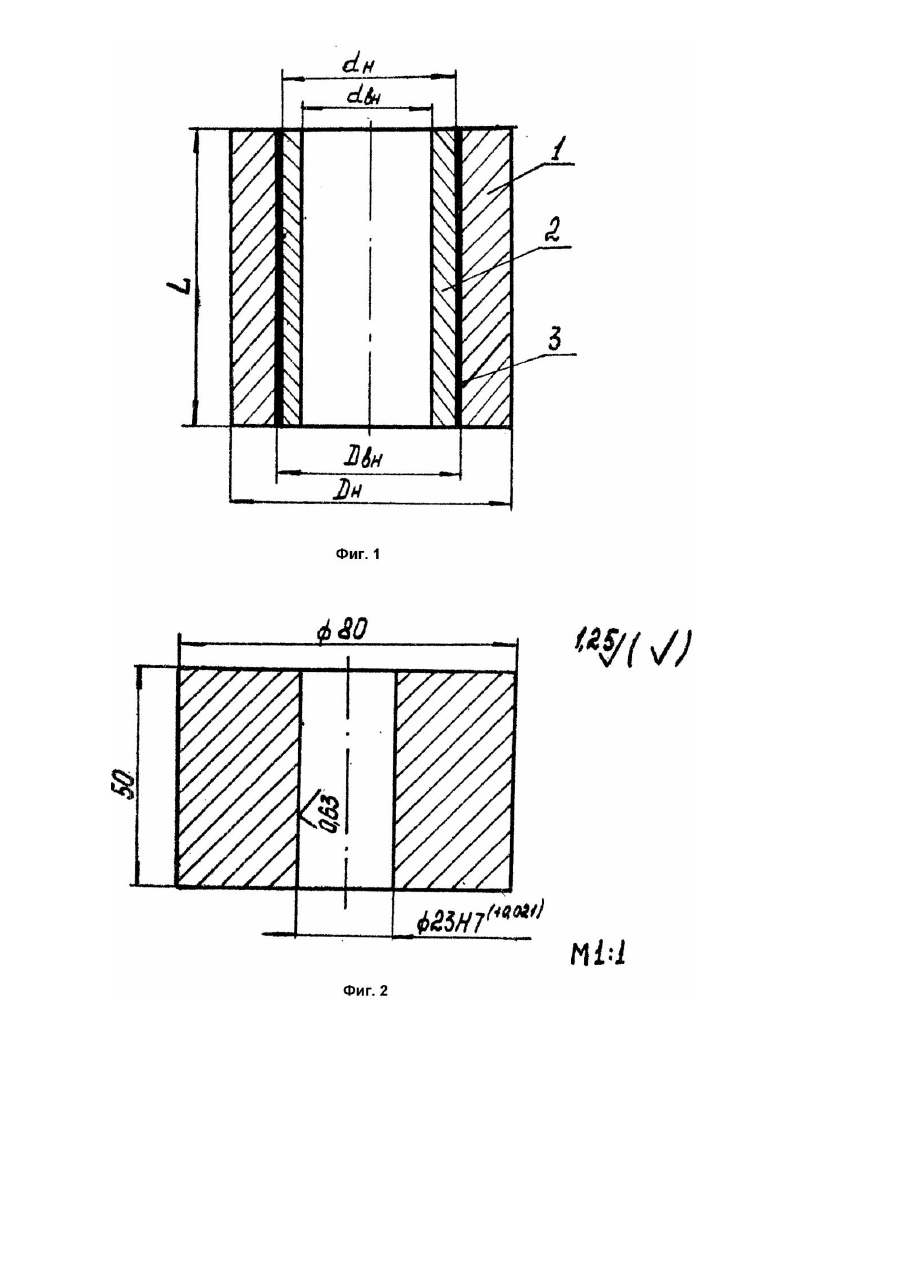
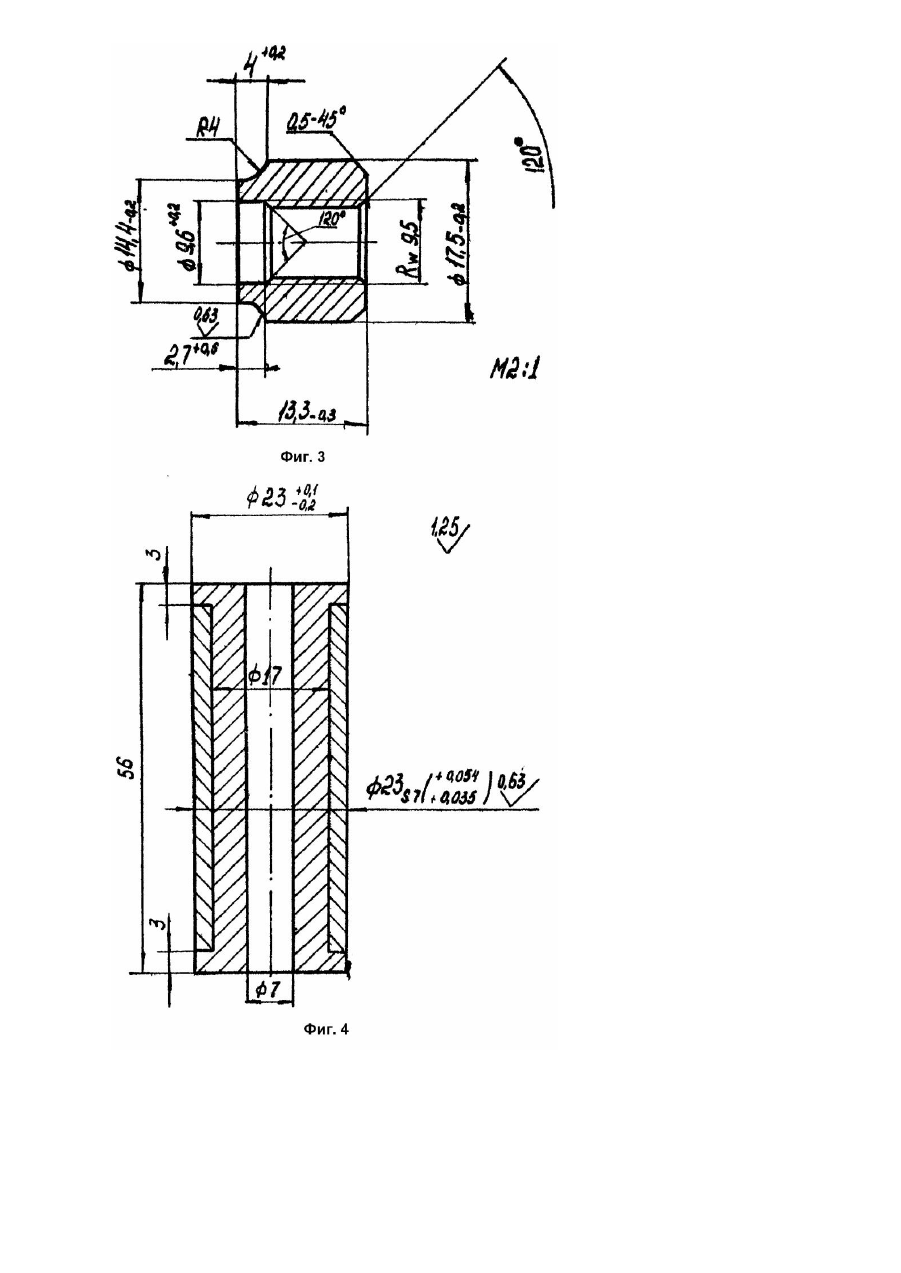
Изобретение относится к порошковой металлургии, в частности, к способам нанесения покрытий из металлических порошков, и может быть использовано для нанесения покрытий на внутренние поверхности деталей. Известен способ нанесения покрытий из металлических порошков на внутренние поверхности деталей, включающий загрузку порошка в полость делали, ее установку в зажимном приспособлении, вращение детали вокруг собственной оси, формирование порошкового слоя и нагрев с целью получения равномерной и заданной толщины покрытия (Авт. св. СССР №1616789, кл. B22F7/04, 25.01.88). Недостатком данного способа является узкая функциональная возможность, поскольку он позволяет, вопервых, наносить покрытия только на детали простой цилиндрической формы, а во-вторых, использовать для покрытия только самофлюсующиеся сплавы, в противном случае необходима защита вн утренней поверхности детали от окисления. Кроме того, к недостаткам способа относятся высокие требования к жесткости вращательного приспособления, точности установки в нем детали, необходимость точной балансировки вращающихся масс, опасность выброса под действием центробежных сил расплава наносимого покрытия, доведенного при нагреве до жидкой фазы. Известен также способ нанесения покрытий из металлических порошков на внутренние поверхности деталей, включающий размещение втулки в полости изделия, загрузку порошка в зазор между вн утренней поверхностью изделия и наружной поверхностью технологической втулки, нагрев до температуры спекания и спекание, взятый за прототип (Авторское свидетельство СССР №1597251, кл. B22F7/04, 09.11.88). Перед размещением втулки изделие нагревают до температуры спекания порошка, а нагрев втулки осуществляют со стороны ее внутренней поверхности до достижения ее наружной поверхностью температуры спекания порошка, причем одновременно с нагревом втулки производят охлаждение изделия. Основным недостатком данного способа является низкая прочность сцепления покрытия с металлом упрочняемой детали (60 - 69МПа), что может свидетельствовать о наличии оксидной пленки на внутренней поверхности детали, препятствующей спеканию покрытия с указанной поверхностью. Кроме того, к недостаткам способа-прототипа относятся ограничение по толщине получаемого покрытия (до 1,0 - 1,1мм) и значительные технические трудности его осуществления. В основу изобретения поставлена задача создания способа нанесения покрытий из металлических порошков на внутренние поверхности деталей, позволяющего улучши ть качество покрытий и расширить функциональные возможности технологии за счет повышения сложности геометрии внутренних полостей обрабатываемых деталей. Поставленная задача решается тем, что в способе нанесения покрытий из металлических порошков на внутренние поверхности деталей используются порошки твердых сплавов, в полости детали размещается технологическая втулка, производится нагрев до температуры спекания и спекание. Согласно изобретению, для повышения качества покрытия его наносят не на собственно, рабочую поверхность упрочняющей детали, а напыляют на наружную поверхность технологической втулки, которая после запрессовки с натягом в полость детали нагревается до температуры спекания порошка, выдерживается при температуре спекания и удаляется путем механической обработки. Сущность предложенного способа нанесения покрытий в следующем. В соответствии с конфигурацией и размерами внутренней полости упрочняемой детали изготавливается технологическая втулка из простой низкоуглеродистой стали. На наружную поверхность технологической втулки наносят слой порошка плазменным напылением толщиной 3 - 3,5мм. Напыленную поверхность повергают механической обработке шлифованием до определенного размера, при этом выдерживается заданная толщина покрытия. После этого упрочняемая деталь, например, матрица, растачивается или шлифуется до размера, обеспечивающего необходимый натяг. При этом необходимо соблюсти условие где a т.в. и a д - температурные коэффициенты линейного расширения технологической втулки и детали соответственно. Далее технологическая втулка запрессовывается в заготовку с натягом, и полученная сборка нагревается до температуры спекания Есп напыленного порошка с выдержкой в течение времени tсп. После охлаждения сборки металл технологической втулки удаляется механической обработки: а) растачиванием в случае, если поверхность напыления имеет цилиндрическую форму; б) электроэрозионным резанием, если обрабатывается призматическая или фасонная поверхность. Предложенный способ реализуется следующим образом. Для детали 1, имеющей форму полого цилиндра (фиг.1) длиной L и диаметрами наружи Дн и внутренним Двн, вытачивалась технологическая втулка 2 из стали Ст.3 соответствующи х размеров: длина L, наружный диаметр dн и внутренний диаметр dвн. При этом наружный диаметр технологической втулки должен равняться dн = Двн - d, где d - толщина напыленного слоя. На наружную поверхность технологической втулки плазменным напылением наносили износостойкий слой 3. В качестве присадочного материала использовали порошки самофлюсующихся сплавов системы Ni-Cr-кремний-бор. После напыления технологическая втулка запрессовывалась с натягом в полость детали 1, нагревалась до температуры спекания напыленного порошка Tсп и выдерживалась при этой температуре в течение времени tсп. Пример исполнения способа. Изготавливалась матрица (фиг.2), предназначенная для прессования детали "велосипедная втулка" (фиг.3) из порошка. Для нанесения на внутреннюю поверхность матрицы упрочняющего покрытия использовалась технологическая втулка из стали Ст.3 (фиг.4), на поверхность которой напылялся плазменным методом слой толщиной d = 3,0 - 3,5мм. В качестве присадочного материала для напыления использовали порошки самофлюсующи хся сплавов ПГ-СРЗ и ПГ-СР4 (табл.1) с грануляцией 100 - 160мкм. Напыление вели на режимах: величина тока I = 250А; напряжение на плазмотроне U = 35В; дистанция напыления I = 200мм; расход порошка 30 - 40г/мин. После напыления технологическую втулку шли фовали, обеспечивая заданную толщин у напиленного слоя и запрессовывали с натягом в полость матрицы. Полученная сборка нагревалась в печи до температуры спекания порошка, которая определялась в зависимости от температуры плавления порошка: Для порошка марки ПГ-СРЗ (Tпл. = 1050°C) температура спекания находится в интервале 735 - 945°C, для марки ПГ-СР4 (Tпл. = 990°C) Tcп = 700 - 900°C. Нагретая до температуры спекания сборка выдерживалась при этой температуре в течение времени tсп. После остывания металл технологической втулки (сталь Ст.3) удаляли механической обработкой. Испытания на стойкость упрочненной таким способом матрицы проводились путем прессования детали "втулка" из порошка "Дисталлой А" на прессе КД 2832 с удельным усилием 600 - 800МПа. Результаты испытания представлены в табл.2. Таким образом, предложенный способ нанесения покрытий из металлических порошков на внутренние поверхности деталей позволяет не только повысить качество упрочняемых деталей, но и значительно расширить номенклатуру, поскольку вместо традиционно упрочняемых ранее поверхностей цилиндрических полостей способ позволяет упрочнять изнутри призматические и различные фасонные полости.
ДивитисяДодаткова інформація
Автори англійськоюKharlamov Yurii Oleksandrovych
Автори російськоюХарламов Юрий Александрович
МПК / Мітки
Мітки: деталей, спосіб, внутрішні, металевих, порошків, нанесення, поверхні, покриттів
Код посилання
<a href="https://ua.patents.su/4-25516-sposib-nanesennya-pokrittiv-z-metalevikh-poroshkiv-na-vnutrishni-poverkhni-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні деталей</a>
Спосіб нанесення покриттів з металевих порошків на внутрішні поверхні циліндричних деталей
Номер патенту: 5808
Опубліковано: 29.12.1994
Автори: Гладченко Олександр Миколайович, Сазонов Віктор Васильович
МПК: B22F 7/00
Мітки: циліндричних, спосіб, поверхні, покриттів, металевих, нанесення, внутрішні, деталей, порошків
Формула / Реферат:
Способ нанесення покрытий из металлических порошков на внутренние поверхности цилиндрических деталей, включающий загрузку порошка, вращение детали и нагрев порошка плазменно-дуговой горелкой до плавления с одновременным осевым перемещением горелки, отличающийся тем, что, с целью расширения технологических возможностей за счет нанесения покрытий сложных форм и снижения энергоемкости процесса, соосно с деталью осуществляют вращение горелки...
Спосіб нанесення несуцільних зносостійких покриттів
Номер патенту: 11269
Опубліковано: 25.12.1996
Автор: Андреєв Сергій Антонович
МПК: C23C 14/32
Мітки: нанесення, несуцільних, спосіб, покриттів, зносостійких
Текст:
...технологии. После нанесения твердой сетки основы остатки графитового порошка удаляются. Затем полости сетки заполняются пластическим металлом, например, хромом по известной технологии. 20 Сравнительные испытания показали значительное повышение стойкости рабочих поверхностей, покрытых по данному способу Испытания проводились при нанесении покрытий на быстрорежущий и твер- 25 досплавный инструмент, детали штамповой оснастки и детали...
Спосіб детонаційного нанесення покриттів
Номер патенту: 4038
Опубліковано: 27.12.1994
Автори: Проволоцький Олександр Євдокимович, Мухин Олексій Павлович, Гришин Володимир Сергійович, Шмирьова Тетяна Петрівна
МПК: C23C 4/00
Мітки: спосіб, покриттів, детонаційного, нанесення
Формула / Реферат:
Способ детонационного нанесения покрытий, включающий послойное напыление порошка материала покрытия,отличающийся тем, что напыление слоев чередуют со струйно-абразивной обработкой абразивом, твердость которого меньше, чем твердость материала покрытия, при соотношении толщины напыляемых слоев к диаметру частицы абразива 0,4-0,7.
Спосіб одержання покриттів на поверхні металевих виробів
Номер патенту: 8311
Опубліковано: 29.03.1996
Автор: Юхімчук Станіслав Олексійович
МПК: C23C 18/31, C23C 10/28
Мітки: поверхні, одержання, покриттів, металевих, спосіб, виробів
Формула / Реферат:
Способ получения покрытий на поверхности металлических изделий, включающий формирование на поверхности изделия слоя материала покрытия и последующий термодиффузионный отжиг изделий в защитной атмосфере, отличающийся тем, что термодиффузионный отжиг осуществляют при одновременном воздействии на поверхность изделия плазмой объемного несамостоятельного разряда, при этом разряд возбуждают так, что на обрабатываемое изделие подают...
Пристрій для нанесення покриттів у віброзавислому шарі
Номер патенту: 9929
Опубліковано: 30.09.1996
Автори: Грехньов Віктор Миколайович, П'ятихін Леонід Ілларіонович, Петренко Олександр Васильович
МПК: B05C 19/00
Мітки: віброзавислому, пристрій, покриттів, шарі, нанесення
Формула / Реферат:
(57) Устройство для нанесения покрытий в вибровзвешенном слое содержащее камеру псевдоожижения с упругой подвеской, выполненной в виде гиперболоидного торсиона, и вибратор, отличающееся тем, что внутри камеры псевдоожижения на ее дне установлен фрикционный диск с укрепленным на нем импеллером.
Попередній патент: Черв’ячна фреза
Наступний патент: Затискний патрон
Випадковий патент: Вакцинний авірулентний штам vc-2/аv clostridium chauvoei для виготовлення живої спорової вакцини проти емфізематозного карбункулу великої рогатої худоби і овець