Спосіб заточування торців ізольованих склом металевих мікроелектродів
Номер патенту: 26158
Опубліковано: 10.09.2007
Автори: Пінігін Ігор Васильович, Шигімага Віктор Олександрович
Формула / Реферат
Спосіб заточування торців ізольованих склом металевих мікроелектродів, що включає фіксацію заготівки в полімерній трубці і конусному наконечнику та заточування на абразиві, що обертається, який відрізняється тим, що для фіксації беруть товстостінну трубку, а конусний наконечник формують з неї ж шляхом розігрівання та витягування, в трубку вставляють заготівку мікроелектрода до упору в наконечник так, щоб з нього виступив торець заготівки, який фіксують разом з наконечником краплею нітролаку, трубку вводять в тверду гільзу, що забезпечує ковзання в ній трубки із заготівкою під власною вагою, а саму гільзу жорстко закріплюють над поверхнею абразиву і заточують торець заготівки в краплі лаку разом з наконечником.
Текст
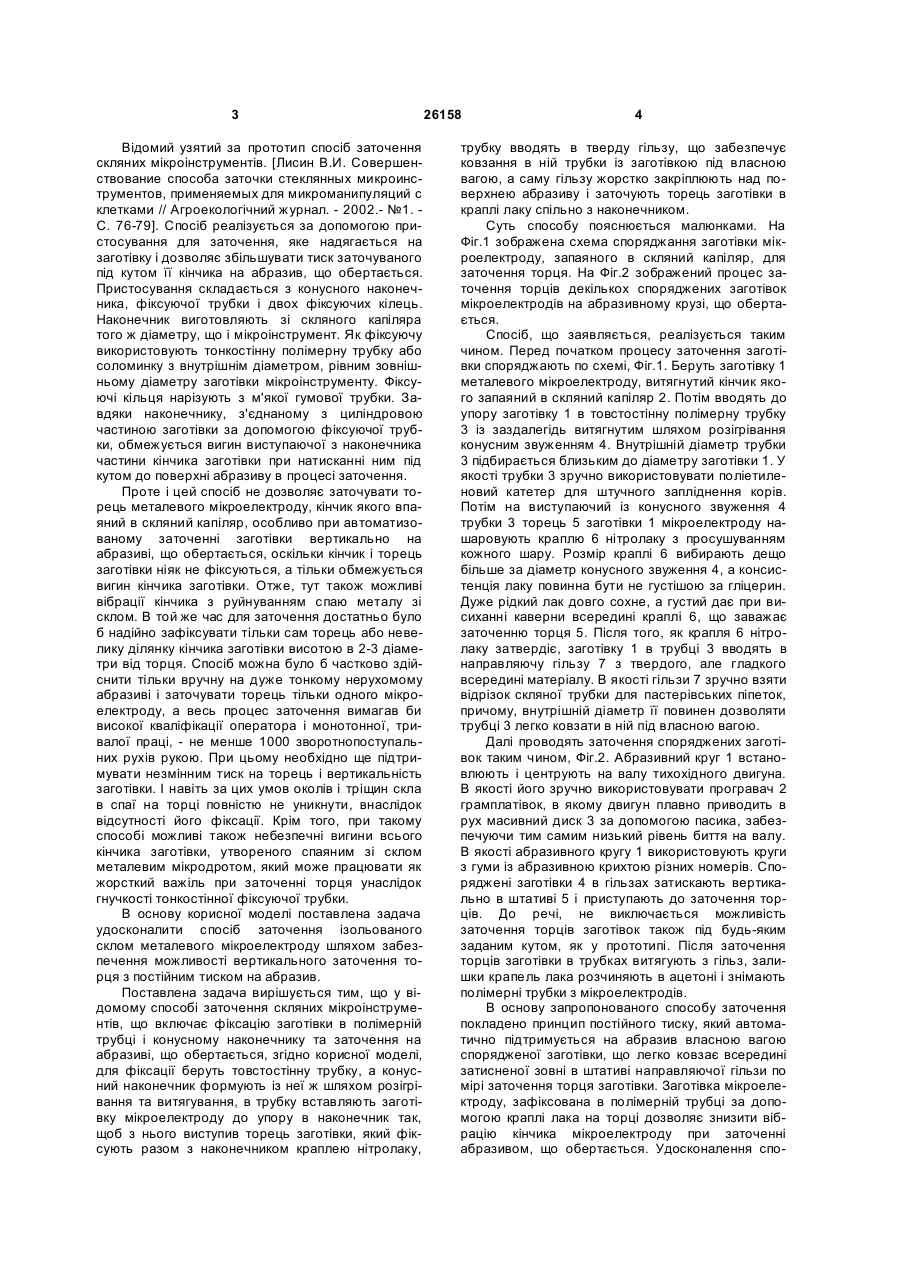
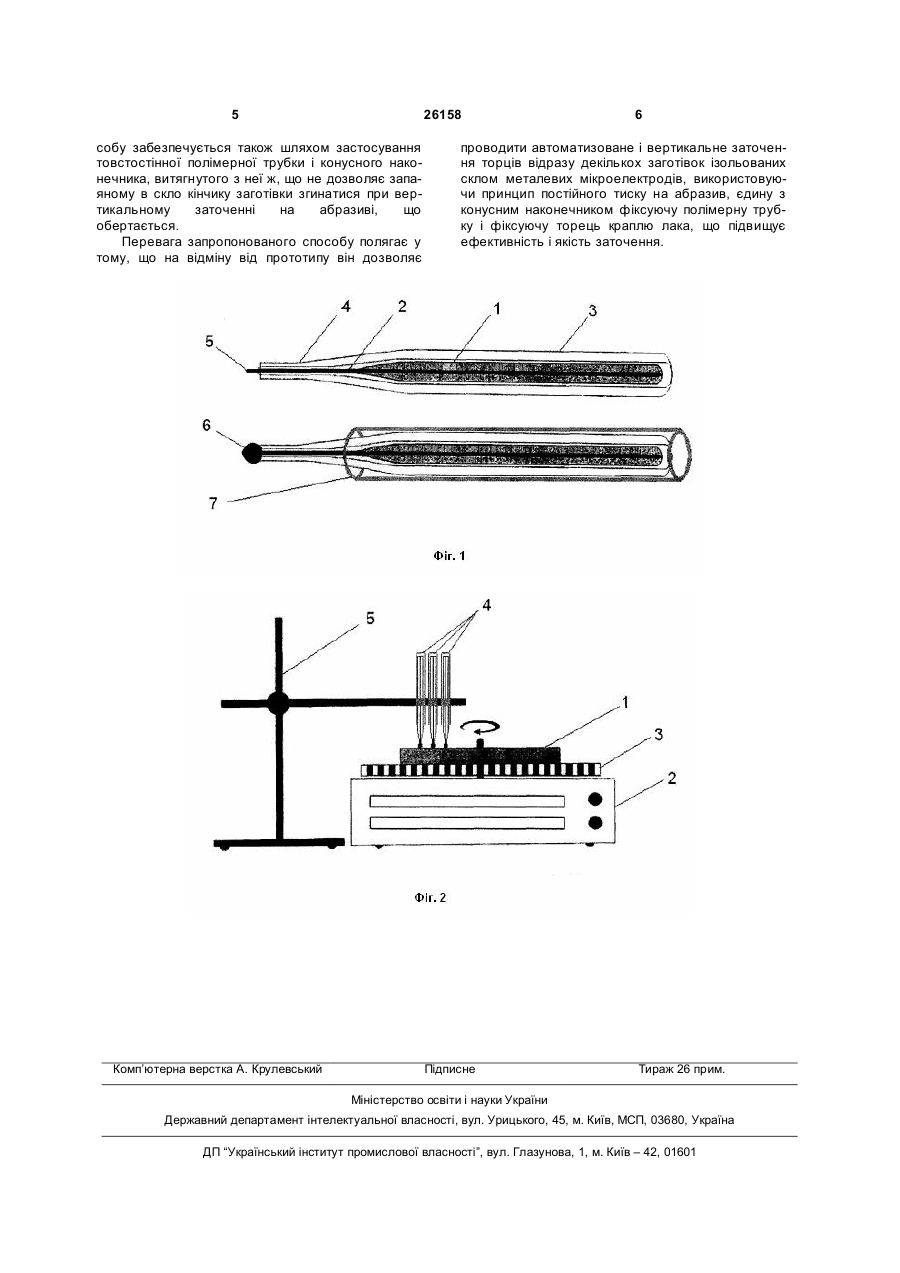
Спосіб заточування торців ізольованих склом металевих мікроелектродів, що включає фіксацію заготівки в полімерній трубці і конусному наконечнику та заточування на абразиві, що обертається, 3 Відомий узятий за прототип спосіб заточення скляних мікроінструментів. [Лисин В.И. Совершенствование способа заточки стеклянных микроинструментов, применяемых для микроманипуляций с клетками // Агроекологічний журнал. - 2002.- №1. С. 76-79]. Спосіб реалізується за допомогою пристосування для заточення, яке надягається на заготівку і дозволяє збільшувати тиск заточуваного під кутом її кінчика на абразив, що обертається. Пристосування складається з конусного наконечника, фіксуючої трубки і двох фіксуючих кілець. Наконечник виготовляють зі скляного капіляра того ж діаметру, що і мікроінструмент. Як фіксуючу використовують тонкостінну полімерну трубку або соломинку з внутрішнім діаметром, рівним зовнішньому діаметру заготівки мікроінструменту. Фіксуючі кільця нарізують з м'якої гумової трубки. Завдяки наконечнику, з'єднаному з циліндровою частиною заготівки за допомогою фіксуючої трубки, обмежується вигин виступаючої з наконечника частини кінчика заготівки при натисканні ним під кутом до поверхні абразиву в процесі заточення. Проте і цей спосіб не дозволяє заточувати торець металевого мікроелектроду, кінчик якого впаяний в скляний капіляр, особливо при автоматизованому заточенні заготівки вертикально на абразиві, що обертається, оскільки кінчик і торець заготівки ніяк не фіксуються, а тільки обмежується вигин кінчика заготівки. Отже, тут також можливі вібрації кінчика з руйнуванням спаю металу зі склом. В той же час для заточення достатньо було б надійно зафіксувати тільки сам торець або невелику ділянку кінчика заготівки висотою в 2-3 діаметри від торця. Спосіб можна було б частково здійснити тільки вручну на дуже тонкому нерухомому абразиві і заточувати торець тільки одного мікроелектроду, а весь процес заточення вимагав би високої кваліфікації оператора і монотонної, тривалої праці, - не менше 1000 зворотнопоступальних рухів рукою. При цьому необхідно ще підтримувати незмінним тиск на торець і вертикальність заготівки. І навіть за цих умов околів і тріщин скла в спаї на торці повністю не уникнути, внаслідок відсутності його фіксації. Крім того, при такому способі можливі також небезпечні вигини всього кінчика заготівки, утвореного спаяним зі склом металевим мікродротом, який може працювати як жорсткий важіль при заточенні торця унаслідок гнучкості тонкостінної фіксуючої трубки. В основу корисної моделі поставлена задача удосконалити спосіб заточення ізольованого склом металевого мікроелектроду шляхом забезпечення можливості вертикального заточення торця з постійним тиском на абразив. Поставлена задача вирішується тим, що у відомому способі заточення скляних мікроінструментів, що включає фіксацію заготівки в полімерній трубці і конусному наконечнику та заточення на абразиві, що обертається, згідно корисної моделі, для фіксації беруть товстостінну трубку, а конусний наконечник формують із неї ж шляхом розігрівання та витягування, в трубку вставляють заготівку мікроелектроду до упору в наконечник так, щоб з нього виступив торець заготівки, який фіксують разом з наконечником краплею нітролаку, 26158 4 трубку вводять в тверду гільзу, що забезпечує ковзання в ній трубки із заготівкою під власною вагою, а саму гільзу жорстко закріплюють над поверхнею абразиву і заточують торець заготівки в краплі лаку спільно з наконечником. Суть способу пояснюється малюнками. На Фіг.1 зображена схема споряджання заготівки мікроелектроду, запаяного в скляний капіляр, для заточення торця. На Фіг.2 зображений процес заточення торців декількох споряджених заготівок мікроелектродів на абразивному крузі, що обертається. Спосіб, що заявляється, реалізується таким чином. Перед початком процесу заточення заготівки споряджають по схемі, Фіг.1. Беруть заготівку 1 металевого мікроелектроду, витягнутий кінчик якого запаяний в скляний капіляр 2. Потім вводять до упору заготівку 1 в товстостінну полімерну трубку 3 із заздалегідь витягнутим шляхом розігрівання конусним звуженням 4. Внутрішній діаметр трубки 3 підбирається близьким до діаметру заготівки 1. У якості трубки 3 зручно використовувати поліетиленовий катетер для штучного запліднення корів. Потім на виступаючий із конусного звуження 4 трубки 3 торець 5 заготівки 1 мікроелектроду нашаровують краплю 6 нітролаку з просушуванням кожного шару. Розмір краплі 6 вибирають дещо більше за діаметр конусного звуження 4, а консистенція лаку повинна бути не густішою за гліцерин. Дуже рідкий лак довго сохне, а густий дає при висиханні каверни всередині краплі 6, що заважає заточенню торця 5. Після того, як крапля 6 нітролаку затвердіє, заготівку 1 в трубці 3 вводять в направляючу гільзу 7 з твердого, але гладкого всередині матеріалу. В якості гільзи 7 зручно взяти відрізок скляної трубки для пастерівських піпеток, причому, внутрішній діаметр її повинен дозволяти трубці 3 легко ковзати в ній під власною вагою. Далі проводять заточення споряджених заготівок таким чином, Фіг.2. Абразивний круг 1 встановлюють і центрують на валу тихохідного двигуна. В якості його зручно використовувати програвач 2 грамплатівок, в якому двигун плавно приводить в рух масивний диск 3 за допомогою пасика, забезпечуючи тим самим низький рівень биття на валу. В якості абразивного кругу 1 використовують круги з гуми із абразивною крихтою різних номерів. Споряджені заготівки 4 в гільзах затискають вертикально в штативі 5 і приступають до заточення торців. До речі, не виключається можливість заточення торців заготівок також під будь-яким заданим кутом, як у прототипі. Після заточення торців заготівки в трубках витягують з гільз, залишки крапель лака розчиняють в ацетоні і знімають полімерні трубки з мікроелектродів. В основу запропонованого способу заточення покладено принцип постійного тиску, який автоматично підтримується на абразив власною вагою спорядженої заготівки, що легко ковзає всередині затисненої зовні в штативі направляючої гільзи по мірі заточення торця заготівки. Заготівка мікроелектроду, зафіксована в полімерній трубці за допомогою краплі лака на торці дозволяє знизити вібрацію кінчика мікроелектроду при заточенні абразивом, що обертається. Удосконалення спо 5 26158 собу забезпечується також шляхом застосування товстостінної полімерної трубки і конусного наконечника, витягнутого з неї ж, що не дозволяє запаяному в скло кінчику заготівки згинатися при вертикальному заточенні на абразиві, що обертається. Перевага запропонованого способу полягає у тому, що на відміну від прототипу він дозволяє Комп’ютерна верстка А. Крулевський 6 проводити автоматизоване і вертикальне заточення торців відразу декількох заготівок ізольованих склом металевих мікроелектродів, використовуючи принцип постійного тиску на абразив, єдину з конусним наконечником фіксуючу полімерну трубку і фіксуючу торець краплю лака, що підвищує ефективність і якість заточення. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sharpening ends of isolated by glass metallic microelectrodes
Автори англійськоюShyhymaha Viktor Oleksandrovych, Pinihin Ihor Vasyliovych
Назва патенту російськоюСпособ заточки торцов изолированных стеклом металлических микроэлектродов
Автори російськоюШигимага Виктор Александрович, Пинигин Игорь Васильевич
МПК / Мітки
Мітки: металевих, заточування, склом, ізольованих, торців, мікроелектродів, спосіб
Код посилання
<a href="https://ua.patents.su/3-26158-sposib-zatochuvannya-torciv-izolovanikh-sklom-metalevikh-mikroelektrodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування торців ізольованих склом металевих мікроелектродів</a>
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: деталей, спосіб, циліндричних, торців, шліфування
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Жадан Олександр Васильович
МПК: B24B 5/00
Мітки: спосіб, деталей, шліфування, торців, двох, циліндричних, одночасного
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Спосіб визначення місцезнаходження нижніх торців електродів у ванні рудовідновної печі
Номер патенту: 71987
Опубліковано: 17.01.2005
Автор: Капелянов Володимир Якович
МПК: H05B 7/156, H05B 7/148, F27B 3/28
Мітки: рудовідновної, спосіб, електродів, визначення, ванни, нижніх, місцезнаходження, печі, торців
Формула / Реферат:
Спосіб визначення місцезнаходження нижніх торців електродів у ванні рудовідновлювальної печі, що складається з заглиблення електродів у шихту, заміру теплофізичних та електричних параметрів, який відрізняється тим, що протягом 2...4 циклів від випуску до випуску розплаву з печі дослідний електрод заглиблюють з встановленим у процесі топлення даного сплаву середнім перепуском, регулюючи струм у електродах у заданих параметрах, заглиблюючи...
Спосіб заточування свердла з підрізними різальними крайками
Номер патенту: 52249
Опубліковано: 16.12.2002
Автори: Равська Наталья Сергіївна, Родін Родіон Петрович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
МПК: B23B 3/00
Мітки: свердла, спосіб, підрізними, різальними, заточування, крайками
Формула / Реферат:
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсально-заточувальній головці з кутами й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а",...
Верстат для заточування свердел
Номер патенту: 6184
Опубліковано: 15.04.2005
Автор: Срипченко Володимир Іванович
МПК: B24B 3/00
Мітки: заточування, верстат, свердел
Формула / Реферат:
Верстат для заточування свердел, що містить опорну плиту зі стійкою для вузла кріплення та установки свердла і колону з обробляючим механізмом, який включає привідну шліфувальну бабку, вузол підйому шліфувальної бабки з упорним регулювальним гвинтом, вузол горизонтального переміщення шліфувальної бабки з упорним регулювальним гвинтом, який відрізняється тим, що вузол підйому шліфувальної бабки виконано як маятниковий двоплечий важіль, на...
Попередній патент: Спосіб автоматичного керування процесом виробництва натурального оцту
Наступний патент: Послідовний резонансний інвертор
Випадковий патент: Спосіб контролю гібридності рослин жита озимого за геном l/l "безлігульність"