Верстат для заточування свердел

Формула / Реферат
Верстат для заточування свердел, що містить опорну плиту зі стійкою для вузла кріплення та установки свердла і колону з обробляючим механізмом, який включає привідну шліфувальну бабку, вузол підйому шліфувальної бабки з упорним регулювальним гвинтом, вузол горизонтального переміщення шліфувальної бабки з упорним регулювальним гвинтом, який відрізняється тим, що вузол підйому шліфувальної бабки виконано як маятниковий двоплечий важіль, на одному плечі якого установлена привідна шліфувальна бабка, а друге плече позмінно може взаємодіяти з обмежувачем повороту, закріпленим на колоні, і з упорним регулювальним гвинтом вузла підйому шліфувальної бабки, при цьому корпусна втулка маятникового важеля установлена з торцевим зазором на корпусі підшипника ковзання з можливістю повороту навколо нього, крім того у торцевому зазорі між корпусною втулкою маятникового важеля і торцем корпуса підшипника ковзання на валу установлена конічна пружина, кінцями скріплена, відповідно, з корпусною втулкою маятникового важеля і з вкладишем підшипника ковзання, при цьому на одному кінці вала підшипника ковзання закріплена рукоятка повороту маятникового важеля, а на другому кінці вала виконано бурт, на якому з внутрішньої сторони установлено упорний підшипник, і між упорним підшипником і підшипником ковзання установлена спіральна пружина, причому зовнішній торець цього кінця вала взаємодіє з упорним регулювальним гвинтом вузла горизонтального переміщення шліфувальної бабки, який установлено у стакані, закріпленому на колоні.
Текст
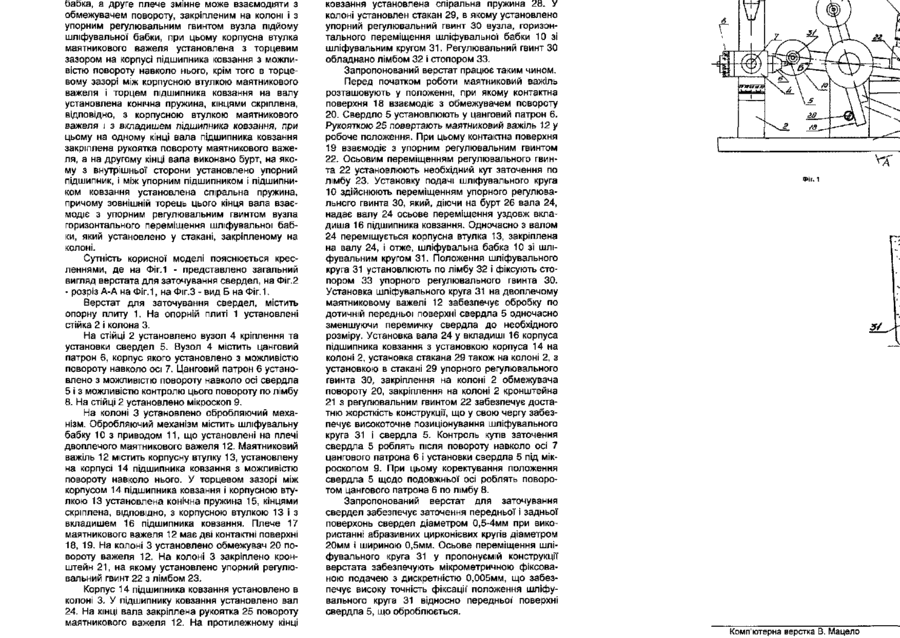
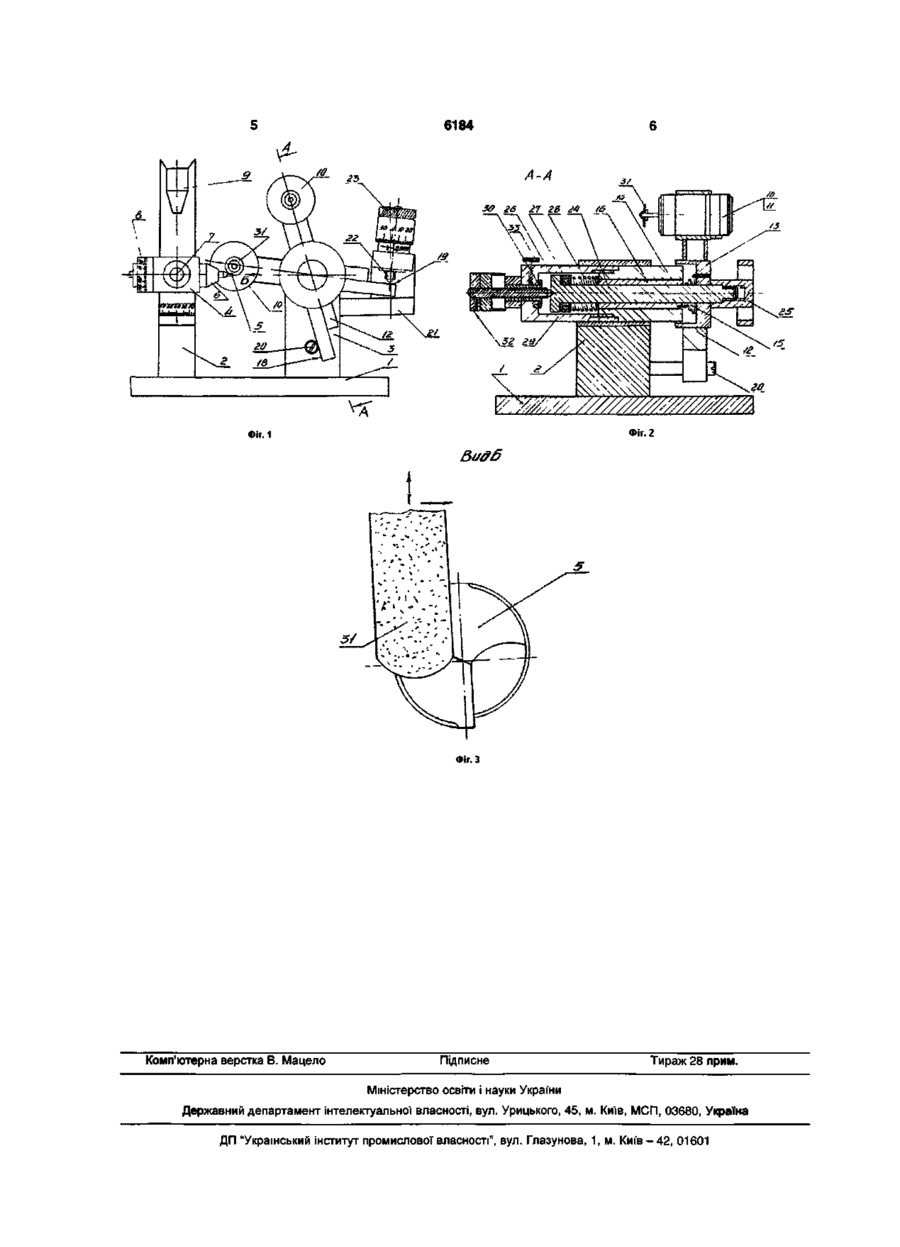
Верстат для заточування свердел, що містить опорну плиту зі стійкою для вузла кріплення та установки свердла і колону з обробляючим механізмом, який включає привідну шліфувальну бабку, вузол підйому шліфувальної бабки з упорним регулювальним гвинтом, вузол горизонтального переміщення шліфувальної бабки з упорним регулювальним гвинтом, який відрізняється тим, що вузол підйому шліфувальної бабки виконано як маятниковий двоплечий важіль, на одному плечі якого установлена привідна шліфувальна бабка, а друге плече позмінно може взаємодіяти з обмежувачем повороту, закріпленим на колоні, і з упор ним регулювальним гвинтом вузла підйому шліфувальної бабки, при цьому корпусна втулка маятникового важеля установлена з торцевим зазором на корпусі підшипника ковзання з можливістю повороту навколо нього, крім того у торцевому зазорі між корпусною втулкою маятникового важеля і торцем корпуса підшипника ковзання на валу установлена конічна пружина, кінцями скріплена, відповідно, з корпусною втулкою маятникового важеля і з вкладишем підшипника ковзання, при цьому на одному кінці вала підшипника ковзання закріплена рукоятка повороту маятникового важеля, а на другому кінці вала виконано бурт, на якому з внутрішньої сторони установлено упорний підшипник, і між упорним підшипником і підшипником ковзання установлена спіральна пружина, причому зовнішній торець цього кінця вала взаємодіє з упорним регулювальним гвинтом вузла горизонтального переміщення шліфувальної бабки, який установлено у стакані, закріпленому на колоні. Корисна модель належить до верстатів для шліфування і може бути використана при заточуванні різальних кромок свердел, малого діаметра. Відомо верстат для заточування свердел, що містить опорну плиту зі стійкою для вузла кріплення й установки свердла і закріплену на опорній плиті рухому плиту, на якій закріплена колона. На колоні установлено обробляючий механізм. Обробляючий механізм містить привідну шліфувальну бабку, вузол підйому шліфувальної бабки, вузол горизонтального переміщення шліфувальної бабки. Вузол підйому шліфувальної бабки містить профільний кулачок і упорний регулювальний гвинт. Вузол горизонтального переміщення шліфувальної бабки взаємозв'язан з механізмом переміщення рухомої плити і містить упорний регулювальний гвинт [а.с. №1563941, МПК: В24ВЗ/24, 1990р. Бюл. №18]. Недоліком прототипу є низька точність установки шліфувального круга щодо свердла через те, що горизонтальна установка виконується внаслідок горизонтального переміщення рухомої пли ти, з установленими на ній механізмами і значної ваги металоконструкції, яка має підвищену інерційність. Крім того, наявність профільного кулачка дає можливість регулювати висоту підйому шліфувальної бабки тільки в межах висоти робочого профілю кулачка. В основу корисної моделі поставлено задачу шляхом зміни конструкції вузла підйому шліфувальної бабки, вузла горизонтального переміщення шліфувальної бабки та їхнього взаємозв'язку з іншими вузлами верстата забезпечити одночасне високоточне заточування передньої і задньої поверхонь свердел малого діаметра. Для досягнення поставленої задачі у верстаті для заточування свердел, що містить опорну плиту зі стійкою для вузла кріплення й установки свердла і колону з обробляючим механізмом, який включає привідну шліфувальну бабку, вузол підйому шліфувальної бабки з упорним регулювальним гвинтом, вузол горизонтального переміщення шліфувальної бабки з упорним регулювальним гвинтом, згідно з запропонованим технічним рі ^ " 00 і™ {Q р С ST ^ 6184 шенням, вузол підйому шліфувальної бабки виконано як маятниковий двоплечий важіль, на одному плечі якого установлена привідна шліфувальна бабка, а друге плече змінне може взаємодіяти з обмежувачем повороту, закріпленим на колоні і з упорним регулювальним гвинтом вузла підйому шліфувальної бабки, при цьому корпусна втулка маятникового важеля установлена з торцевим зазором на корпусі підшипника ковзання з можливістю повороту навколо нього, крім того в торцевому зазорі між корпусною втулкою маятникового важеля і торцем підшипника ковзання на валу установлена конічна пружина, кінцями скріплена, відповідно, з корпусною втулкою маятникового важеля і з вкладишем підшипника ковзання, при цьому на одному кінці вала підшипника ковзання закріплена рукоятка повороту маятникового важеля, а на другому кінці вала виконано бурт, на якому з внутрішньої сторони установлено упорний підшипник, і між упорним підшипником і підшипником ковзання установлена спіральна пружина, причому зовнішній торець цього кінця вала взаємодіє з упорним регулювальним гвинтом вузла горизонтального переміщення шліфувальної бабки, який установлено у стакані, закріпленому на колоні. Сутність корисної моделі пояснюється кресленнями, де на Фіг.1 - представлено загальний вигляд верстата для заточування свердел, на Фіг.2 - розріз А-А на Фіг.1, на Фіг.З - вид Б на Фіг. 1. Верстат для заточування свердел, містить опорну плиту 1. На опорній плиті 1 установлені стійка 2 і колона 3. На стійці 2 установлено вузол 4 кріплення та установки свердел 5. Вузол 4 містить цанговий патрон 6, корпус якого установлено з можливістю повороту навколо осі 7. Цанговий патрон 6 установлено з можливістю повороту навколо осі свердла 5 і з можливістю контролю цього повороту по лімбу 8. На стійці 2 установлено мікроскоп 9. На колоні 3 установлено обробляючий механізм. Обробляючий механізм містить шліфувальну бабку 10 з приводом 11, що установлені на плечі двоплечого маятникового важеля 12. Маятниковий важіль 12 містить корпусну втулку 13, установлену на корпусі 14 підшипника ковзання з можливістю повороту навколо нього. У торцевом зазорі між корпусом 14 підшипника ковзання і корпусною втулкою 13 установлена конічна пружина 15, кінцями скріплена, відповідно, з корпусною втулкою 13 і з вкладишем 16 підшипника ковзання. Плече 17 маятникового важеля 12 має дві контактні поверхні 18, 19. На колоні 3 установлено обмежувач 20 повороту важеля 12. На колоні 3 закріплено кронштейн 21, на якому установлено упорний регулювальний гвинт 22 з лімбом 23. Корпус 14 підшипника ковзання установлено в колоні 3. У підшипнику ковзання установлено вал 24. На кінці вала закріплена рукоятка 25 повороту маятникового важеля 12. На протилежному кінці вала 24 виконано бурт 26. На бурті 26 установлено упорний підшипник 27. Між упорним підшипником 27 і корпусом 14 з вкладишем 16 підшипника ковзання установлена спіральна пружина 28. У колоні установлен стакан 29, в якому установлено упорний регулювальний гвинт ЗО вузла, горизонтального переміщення шліфувальної бабки 10 зі шліфувальним кругом 31. Регулювальний гвинт ЗО обладнано лімбом 32 і стопором 33. Запропонований верстат працює таким чином. Перед початком роботи маятниковий важіль розташовують у положенні, при якому контактна поверхня 18 взаємодіє з обмежувачем повороту 20. Свердло 5 установлюють у цанговий патрон 6. Рукояткою 25 повертають маятниковий важіль 12 у робоче положення. При цьому контактна поверхня 19 взаємодіє з упорним регулювальним гвинтом 22. Осьовим переміщенням регулювального гвинта 22 установлюють необхідний кут заточення по лімбу 23. Установку подачі шліфувального круга 10 здійснюють переміщенням упорного регулювального гвинта ЗО, який, діючи на бурт 26 вала 24, надає валу 24 осьове переміщення уздовж вкладиша 16 підшипника ковзання. Одночасно з валом 24 переміщується корпусна втулка 13, закріплена на валу 24, і отже, шліфувальна бабка 10 зі шліфувальним кругом 31. Положення шліфувального круга 31 установлюють по лімбу 32 і фіксують стопором 33 упорного регулювального гвинта ЗО. Установка шліфувального круга 31 на двоплечому маятниковому важелі 12 забезпечує обробку по дотичній передньої поверхні свердла 5 одночасно зменшуючи перемичку свердла до необхідного розміру. Установка вала 24 у вкладиші 16 корпуса підшипника ковзання з установкою корпуса 14 на колоні 2, установка стакана 29 також на колоні 2, з установкою в стакані 29 упорного регулювального гвинта ЗО, закріплення на колоні 2 обмежувача повороту 20, закріплення на колоні 2 кронштейна 21 з регулювальним гвинтом 22 забезпечує достатню жорсткість конструкції, що у свою чергу забезпечує високоточне позиціонування шліфувального круга 31 і свердла 5. Контроль кутів заточення свердла 5 роблять після повороту навколо осі 7 цангового патрона 6 і установки свердла 5 під мікроскопом 9. При цьому коректування положення свердла 5 щодо подовжньої осі роблять поворотом цангового патрона 6 по лімбу 8. Запропонований верстат для заточування свердел забезпечує заточення передньої і задньої поверхонь свердел діаметром 0,5-4мм при використанні абразивних цирконієвих кругів діаметром 20мм і шириною 0,5мм. Осьове переміщення шліфувального круга 31 у пропонуємій конструкції верстата забезпечують мікрометричною фіксованою подачею з дискретністю 0,005мм, що забезпечує високу точність фіксації положення шліфувального круга 31 відносно передньої поверхні свердла 5, що оброблюється. 6184 Фіг. 2 Фіг. 1 Фіг. З Комп'ютерна верстка В. Мацело Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for grinding of drills
Назва патенту російськоюСтанок для затачивания сверл
МПК / Мітки
МПК: B24B 3/00
Мітки: верстат, свердел, заточування
Код посилання
<a href="https://ua.patents.su/6-6184-verstat-dlya-zatochuvannya-sverdel.html" target="_blank" rel="follow" title="База патентів України">Верстат для заточування свердел</a>
Верстат для заточування ножів
Номер патенту: 970
Опубліковано: 16.07.2001
Автори: Дуда Алєксандр Ніколаєвіч, Похвалєнко Вячеслав Дмітрієвіч, Дуда Валєрій Ніколаєвіч
МПК: B24B 3/00
Мітки: ножів, заточування, верстат
Формула / Реферат:
1. Верстат для заточування ножів, який включає основу з розташованим на ній приводом, шліфувальний та полірувальний круги, затискний пристрій з робочою площадкою для розміщення ножа, який відрізняється тим, що затискний пристрій виконаний у вигляді платформи, встановленої з можливістю переміщення перпендикулярно осі верстата по напрямним, розташованим на поверхні кожуха, і фіксації в заданому положенні, з робочою площадкою для розміщення...
Верстат для заточування штирових бурових коронок
Номер патенту: 40969
Опубліковано: 15.08.2001
Автори: Ліненко-Мельніков Ігор Юрійович, Ліненко-Мельников Юрій Петрович
МПК: B24B 3/00
Мітки: бурових, штирьових, коронок, заточування, верстат
Формула / Реферат:
1. Верстат для заточування штирових бурових коронок, виконаний у вигляді станини, на якій встановлено з можливістю переміщення у горизонтальній площині, фіксації в заданому положенні і можливістю обертання стіл з закріпленим на ньому коронкотримачем, а також каретку зі шпиндельним вузлом, яка має можливість вертикального переміщення, при цьому вісь шпиндельного вузла схрещується з віссю обертання стола, який відрізняється тим, що...
Верстат для заточування бурякорізальних ножів
Номер патенту: 25300
Опубліковано: 15.04.2003
Автор: Адаменко Андрій Прокопович
Мітки: ножів, заточування, верстат, бурякорізальних
Формула / Реферат:
Верстат для заточування бурякорізальних ножів, що складається з корпуса, на якому змонтований механізм подачі з приводом, що переміщує по відношенню до точильного інструмента і вздовж напрямної, затиснутий в тримачі ніж який відрізняється тим, що механізм подачі ножа виконаний у вигляді кулачка, який має ексцентричний профіль з відношенням Rmax/Rmin = (1…8), а у поперечному перерізі поверхня кулачка утворена виступами, які відповідають...
Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Равська Наталья Сергіївна, Родін Родіон Петрович
МПК: B23B 51/02
Мітки: спосіб, заточування, свердла
Формула / Реферат:
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях...
Верстат для врізання в трубопроводи
Номер патенту: 58386
Опубліковано: 15.03.2005
Автори: Ротачов Юрій Васильович, Дрогомирецький Михайло Миколайович, Гольденберг Анатолій Менделевич, Іткін Олександр Феліксович, Коломєєв Валентин Миколайович, Щербак Олександр Вікторович
МПК: F16L 41/00
Мітки: верстат, трубопроводі, врізання
Формула / Реферат:
Спосіб роботи пилосистеми, яка обладнана бункером сирого вугілля з живильниками, млином, який приєднаний вихідною горловиною до сепаратора, системою подачі готового пилу до пальника, трубопроводом для недомелу, відсіяного із сепаратора, в пікових режимах котла шляхом подачі сирого вугілля із бункера на розмелювання в млин, видалення недомелу із контуру пилосистеми і спалювання вугільного потоку в топці котла, який відрізняється тим, що...
Попередній патент: Правильна машина
Наступний патент: Міст пересувного вагоноперекидача
Випадковий патент: Стенд взаємного навантаження тягових електричних двигунів постійного струму