Спосіб безперервного лиття заготовок
Номер патенту: 26336
Опубліковано: 10.09.2007
Автори: Хорошилов Олег Миколаевич, Пономаренко Ольга Иванівна, Шатагін Олег Олександрович
Формула / Реферат
1. Спосіб безперервного лиття заготовок, при якому вводять затравки в кристалізатор, подають в металоприймач розплав та здійснюють циклічний рух заготовки з кристалізатора, який відрізняється тим, що в нерухомому кристалізаторі заготовка рухається як в зворотному, так і в прямому напрямках.
2. Спосіб за п. 1, який відрізняється тим, що в рамках одного циклічного руху заготовка з кристалізатора впродовж часу t1 знаходиться в стані паузи, потім впродовж часу t2 рухається в зворотному напрямку на крок L2, а впродовж часу t3 рухається в прямому напрямку на крок L3, при цьому коефіцієнт К відношення кроків прямого та зворотного руху має наступні значення:
К = (0,8-15,0),
при цьому крок зворотного руху знаходиться в інтервалі:
0,004 м < L2 < 0,0125 м.
Текст
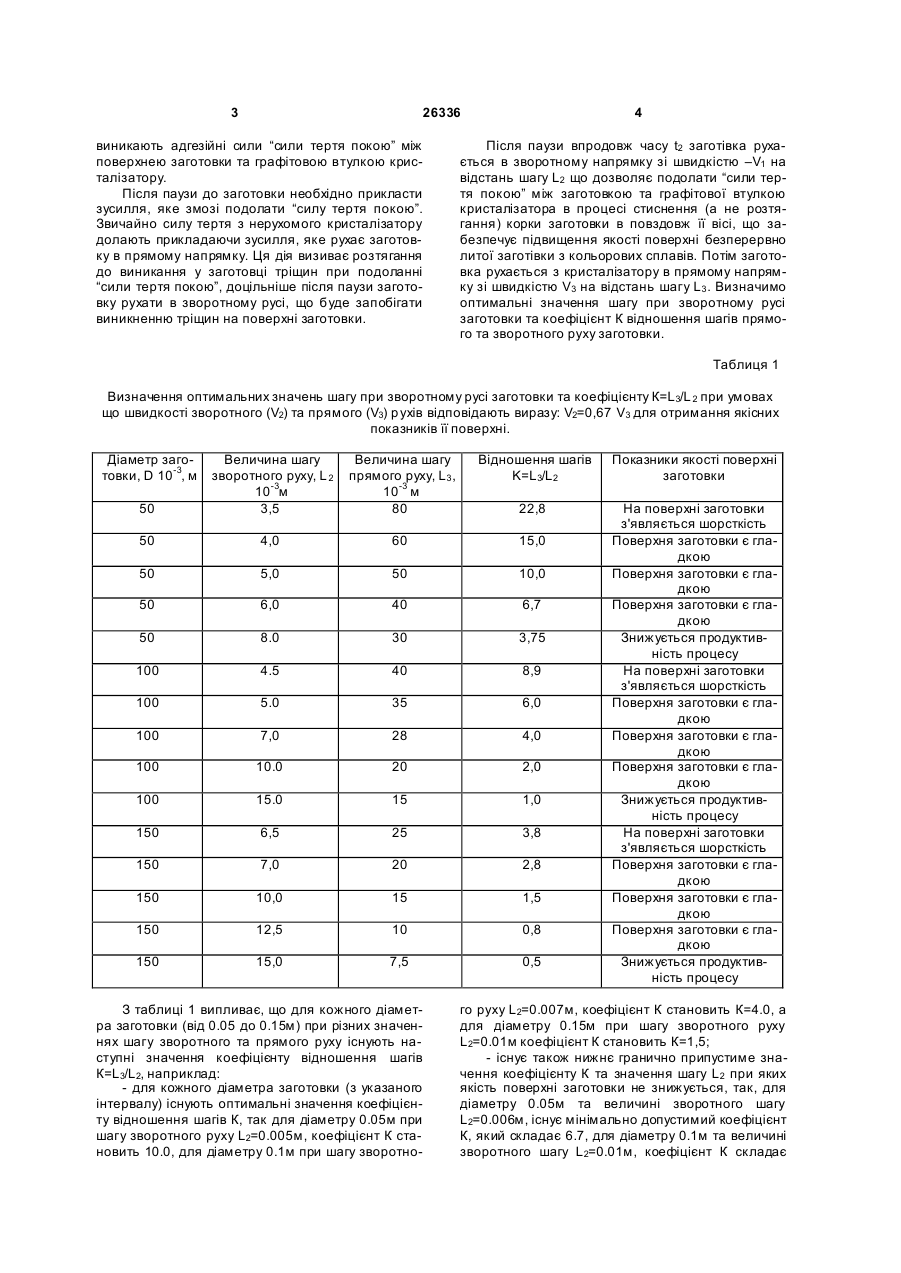
1. Спосіб безперервного лиття заготовок, при якому вводять затравки в кристалізатор, подають в металоприймач розплав та здійснюють циклічний рух заготовки з кристалізатора, який відрізняється тим, що в нерухомому кристалізаторі заго 3 26336 виникають адгезійні сили “сили тертя покою” між поверхнею заготовки та графітовою втулкою кристалізатору. Після паузи до заготовки необхідно прикласти зусилля, яке змозі подолати “силу тертя покою”. Звичайно силу тертя з нерухомого кристалізатору долають прикладаючи зусилля, яке рухає заготовку в прямому напрямку. Ця дія визиває розтягання до виникання у заготовці тріщин при подоланні “сили тертя покою”, доцільніше після паузи заготовку рухати в зворотному русі, що буде запобігати виникненню тріщин на поверхні заготовки. 4 Після паузи впродовж часу t2 заготівка рухається в зворотному напрямку зі швидкістю –V1 на відстань шагу L2 що дозволяє подолати “сили тертя покою” між заготовкою та графітової втулкою кристалізатора в процесі стиснення (а не розтягання) корки заготовки в повздовж її вісі, що забезпечує підвищення якості поверхні безперервно литої заготівки з кольорових сплавів. Потім заготовка рухається з кристалізатору в прямому напрямку зі швидкістю V3 на відстань шагу L3 . Визначимо оптимальні значення шагу при зворотному русі заготовки та коефіцієнт К відношення шагів прямого та зворотного руху заготовки. Таблиця 1 Визначення оптимальних значень шагу при зворотному русі заготовки та коефіцієнту К=L3/L 2 при умовах що швидкості зворотного (V2) та прямого (V3) р ухів відповідають виразу: V2=0,67 V3 для отримання якісних показників її поверхні. Діаметр заготовки, D 10-3, м Величина шагу прямого руху, L3 , 10-3 м 80 Відношення шагів K=L3/L2 Показники якості поверхні заготовки 50 Величина шагу зворотного руху, L 2 10-3м 3,5 22,8 50 4,0 60 15,0 50 5,0 50 10,0 50 6,0 40 6,7 50 8.0 30 3,75 100 4.5 40 8,9 100 5.0 35 6,0 100 7,0 28 4,0 100 10.0 20 2,0 100 15.0 15 1,0 150 6,5 25 3,8 150 7,0 20 2,8 150 10,0 15 1,5 150 12,5 10 0,8 150 15,0 7,5 0,5 На поверхні заготовки з'являється шорсткість Поверхня заготовки є гладкою Поверхня заготовки є гладкою Поверхня заготовки є гладкою Знижується продуктивність процесу На поверхні заготовки з'являється шорсткість Поверхня заготовки є гладкою Поверхня заготовки є гладкою Поверхня заготовки є гладкою Знижується продуктивність процесу На поверхні заготовки з'являється шорсткість Поверхня заготовки є гладкою Поверхня заготовки є гладкою Поверхня заготовки є гладкою Знижується продуктивність процесу З таблиці 1 випливає, що для кожного діаметра заготовки (від 0.05 до 0.15м) при різних значеннях шагу зворотного та прямого руху існують наступні значення коефіцієнту відношення шагів К=L3/L2, наприклад: - для кожного діаметра заготовки (з указаного інтервалу) існують оптимальні значення коефіцієнту відношення шагів К, так для діаметру 0.05м при шагу зворотного руху L2=0.005м, коефіцієнт К становить 10.0, для діаметру 0.1м при шагу зворотно го руху L2=0.007м, коефіцієнт К становить К=4.0, а для діаметру 0.15м при шагу зворотного руху L2=0.01м коефіцієнт К становить К=1,5; - існує також нижнє гранично припустиме значення коефіцієнту К та значення шагу L2 при яких якість поверхні заготовки не знижується, так, для діаметру 0.05м та величині зворотного шагу L2=0.006м, існує мінімально допустимий коефіцієнт К, який складає 6.7, для діаметру 0.1м та величині зворотного шагу L2=0.01м, коефіцієнт К складає 5 26336 2.0, для діаметру 0.15м та величині зворотного шагу L2=0.0125 коефіцієнт К складає 0.8; - для кожного діаметру заготовки є такі значення коефіцієнту К та шагу зворотного руху, які приводять до зниження якості поверхні заготовки, при цьому коефіцієнт К має неприпустимо нижнє значення. Так, для заготовки діаметром 0.05м при значеннях величини зворотного шагу L2=0.008м коефіцієнт відношення шагів К складає К=3.75, для заготовки діаметром 0.1м при значеннях величини зворотного шагу L2=0.015м коефіцієнт відношення шагів К=1.0, а для заготовки діаметром 0.15м, при значеннях величини зворотного шагу L2=0.015м коефіцієнт К=0,5; при вказаних значеннях коефіцієнту К на поверхні заготівки з'являється шорсткість, що є признакою зниження якості її поверхні. - для кожного діаметра заготовки визначено верхнє гранично припустиме значення зворотного шагу L2 та коефіцієнту К, при якому якість поверхні заготовки не знижається, так, для діаметру 0.05м при якому шаг зворотного руху складає 0.004м маємо верхнє гранично припустиме значення коефіцієнту К=15.0, для діаметру 0.1м шагу зворотного руху L2=0.005м, маємо верхнє гранично припустиме значення коефіцієнту К, яке становить 6.0, а для діаметру 0.15м верхнє гранично припустиме значення коефіцієнту К=2,8 при якому величина шагу зворотного руху складає 0.007м; - для кожного діаметра заготовки визначене існує верхнє гранично неприпустиме значення коефіцієнту К, що приводить до зниження якості поверхні заготовки так, для заготовки діаметром 0.05м при якому шаг зворотного руху складає 0.0035м, а максимально допустимий коефіцієнт К=22.8, для діаметру 0.1м при величині зворотного шагу L2=0.01м, К=8.9 а для діаметру 0.15м та величині зворотного шагу L 2=0,0065м К=3,8. Таким чином, для діаметру 0.05м допустимий інтервал величини шагу зворотного руху при якому Комп’ютерна в ерстка І.Скворцов а 6 якість поверхні заготівки остається поліпшеним, складає від 0.0035м до 0.008м при зміні коефіцієнту К від 6.7 до 15.0, для діаметру 0,01м допустимий інтервал зворотного руху складає від 0.005 до 0.01м при зміні коефіцієнту К від 2.0 до 6.0, а для діаметру 0.15м допустимий інтервал шагу L 2 зворотного руху складає від 0.007 до 0.0125м при зміні коефіцієнту К від 0.8 до 2.8. В цілому величина шагу зворотного руху L2 для заготовок діаметрами від 0.05 до 0.15м при яких якість поверхні заготовки остається поліпшеним, складає від 0.004м до 0.0125м, при значенні коефіцієнта К відношенні швидкостей від 0.8 до 15.0. Спосіб безперервного лиття здійснюється наступним чином. В кристалізатор ГМБЛЗ вводять затравку для виробництва заготовки діаметром 0.05, потім подають розплав в металоприймач та вибирають наступні технологічні параметри безперервного лиття: пауза тривалістю t1=12с, зворотній шаг заготовки L2, який дорівнює 0.005м (5.0мм), тривалість часу здійснення шагу дорівнює 1.0с (зі швидкістю 0.005м/с) після чого заготовка рухається в прямому напрямку та здійснює шаг L3 який дорівнює 0.05м (50.0мм), зі швидкістю 0.01м/с. При цьому на поверхні заготовки були відсутні тріщини, а коефіцієнт К=L3/L2 дорівнював 10.0, що відповідає формулі корисної моделі. Джерела інформації 1. Горизонтальное непрерывное литье цветных металлов и сплавов. Шатагин О.А, Сладкоштеев В.Т., Вартазаров М.А. - М.: «Ме таллургия» 1974 - 176с. 2. Непрерывное литье чугуна / О.А. Баранов, Б.Г. Ветров, В.Б. Поль и др. -М.: Металлургия, 1968. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of billets
Автори англійськоюKhoroshylov Oleh Mykolaievych, Ponomarenko Olha Ivanivna, Shatahyn Oleh Oleksandrovych
Назва патенту російськоюСпособ непрерывного литья заготовок
Автори російськоюХорошилов Олег Николаевич, Пономаренко Ольга Ивановна, Шатагин Олег Александрович
МПК / Мітки
МПК: B22D 11/00
Мітки: спосіб, лиття, заготовок, безперервного
Код посилання
<a href="https://ua.patents.su/3-26336-sposib-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття заготовок</a>
Спосіб безперервного лиття заготовок
Номер патенту: 26045
Опубліковано: 27.08.2007
Автори: Шатагін Олег Олександрович, Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович
МПК: B22D 11/00
Мітки: безперервного, заготовок, лиття, спосіб
Формула / Реферат:
1. Спосіб безперервного лиття заготовок, який містить такі операції: ввід затравки у кристалізатор, подачу в металоприймач розплаву, потім здійснення циклічного руху заготовки з кристалізатора, який відрізняється тим, що в нерухомому кристалізаторі заготовка рухається як в зворотному, так і в прямому напрямках.2. Спосіб за п. 1, який відрізняється тим, що в рамках одного циклічного руху заготовки з кристалізатора впродовж часу t1...
Спосіб безперервного лиття заготовок дорнового типу
Номер патенту: 79724
Опубліковано: 10.07.2007
Автори: Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович, Шатагін Олег Олександрович
МПК: B22D 11/00, B22D 11/16
Мітки: безперервного, типу, дорнового, спосіб, заготовок, лиття
Формула / Реферат:
Спосіб безперервного лиття заготовок дорнового типу, який включає заливання рідкого металу з проміжного ковша в металоприймач машини безперервного лиття, циклічне витягування заготовки з кристалізатора машини безперервного лиття та її порізку на заготовки однакової довжини, який відрізняється тим, що зусилля витягування заготовки з кристалізатора машини безперервного лиття (P), при її циклічному русі, підтримують в інтервалі P = k · pP, де k...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Кац Григорій Аронович, Акулов Валєрій Володимирович, Каплан Володимир Нусійович, Ларіонов Олександр Олексійович
МПК: B22D 11/16
Мітки: спосіб, лиття, однострумковій, безперервного, мірних, кратних, заготовок, отримання, машини
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб безперервного лиття заготовок
Номер патенту: 77901
Опубліковано: 15.01.2007
Автор: Білий Валерій Панасович
МПК: B22D 11/00, B22D 11/12
Мітки: спосіб, безперервного, лиття, заготовок
Формула / Реферат:
1. Спосіб безперервного лиття заготовок, що включає подачу рідкого металу з проміжного ковша в кристалізатор, формування твердої оболонки заготовки, охолодження її в зоні вторинного охолодження, формування на поверхні твердої оболонки в місці наступного подовжнього розділення заготовки протилежних подовжніх заглиблень, витягування заготовки і подовжнє розділення заготовки на частини, який відрізняється тим, що протилежні подовжні заглиблення...
Машина горизонтального безперервного лиття заготовок
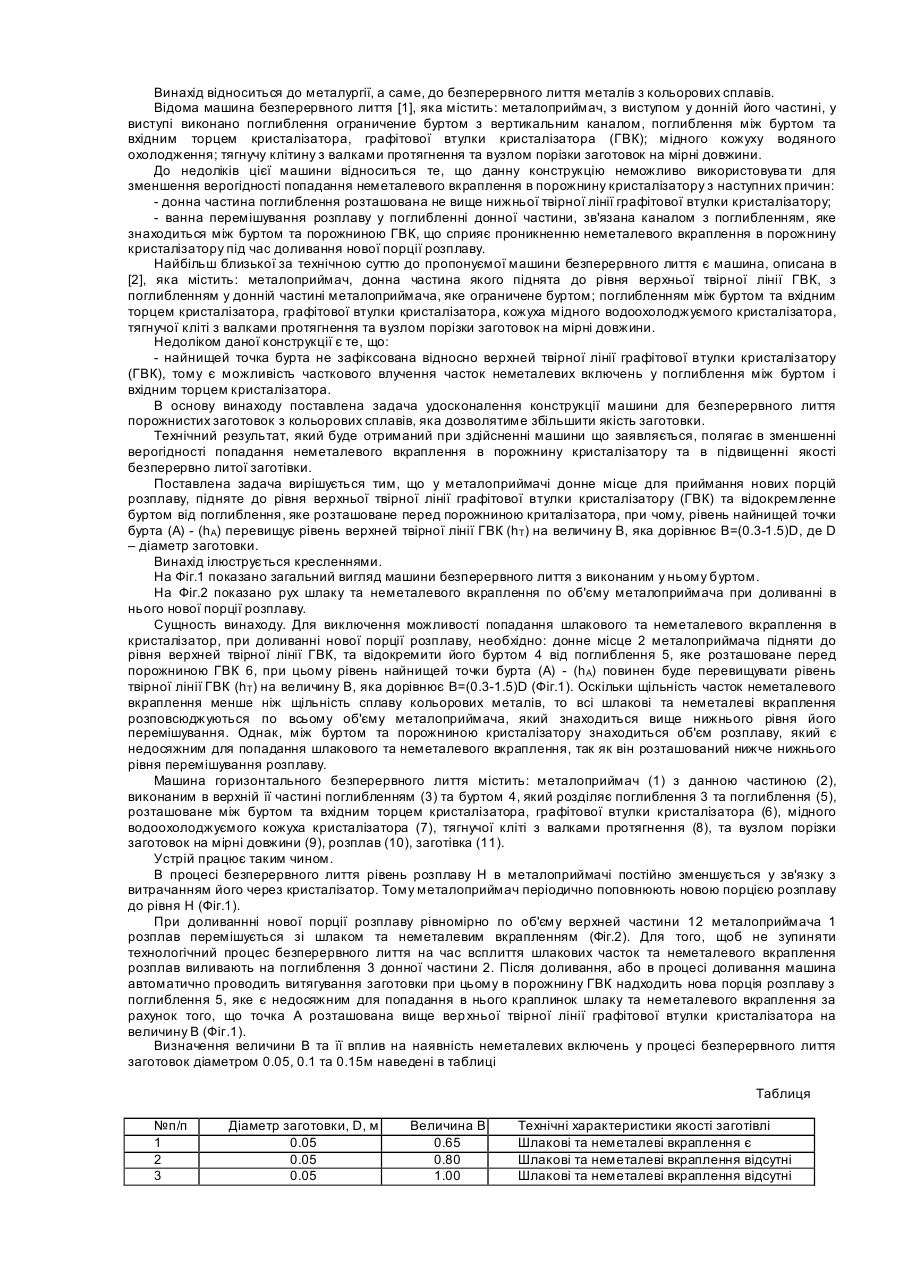
Номер патенту: 79415
Опубліковано: 11.06.2007
Автори: Шатагін Олег Олександрович, Сварник Іван Олександрович, Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович, Руденко Анатолій Олександрович
МПК: B22D 11/045
Мітки: безперервного, машина, горизонтального, заготовок, лиття
Формула / Реферат:
Машина горизонтального безперервного лиття заготовок, яка містить металоприймач розплаву, кристалізатор, графітову втулку кристалізатора (ГВК) з металевим водоохолоджуваним кожухом, тягнучий вузол та вузол розподілу заготовки на задану довжину, яка відрізняється тим, що у металоприймачі донне місце для приймання нових порцій розплаву підняте до рівня верхньої твірної лінії графітової втулки кристалізатора та відокремлене буртом від...