Спосіб безперервного лиття заготовок дорнового типу
Номер патенту: 79724
Опубліковано: 10.07.2007
Автори: Хорошилов Олег Миколайович, Пономаренко Ольга Иванівна, Шатагін Олег Олександрович
Формула / Реферат
Спосіб безперервного лиття заготовок дорнового типу, який включає заливання рідкого металу з проміжного ковша в металоприймач машини безперервного лиття, циклічне витягування заготовки з кристалізатора машини безперервного лиття та її порізку на заготовки однакової довжини, який відрізняється тим, що зусилля витягування заготовки з кристалізатора машини безперервного лиття (P), при її циклічному русі, підтримують в інтервалі P = k · pP, де k - коефіцієнт, значення якого знаходиться в інтервалі 0,68 - 0,99, pP - гранично допустиме зусилля руйнування перерізу графітового дорна, при цьому величину зусилля (P) регулюють зміною величини кроку L.
Текст
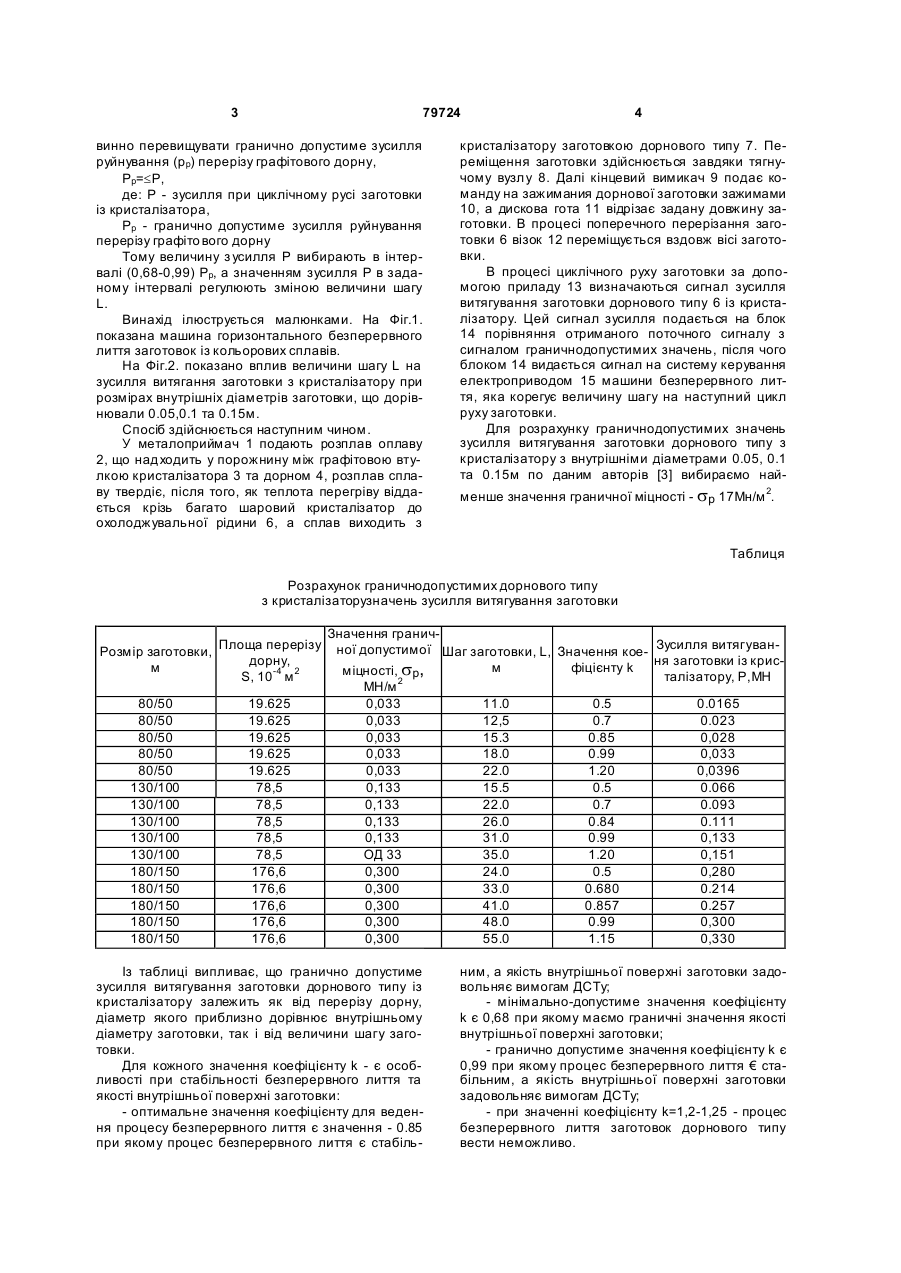
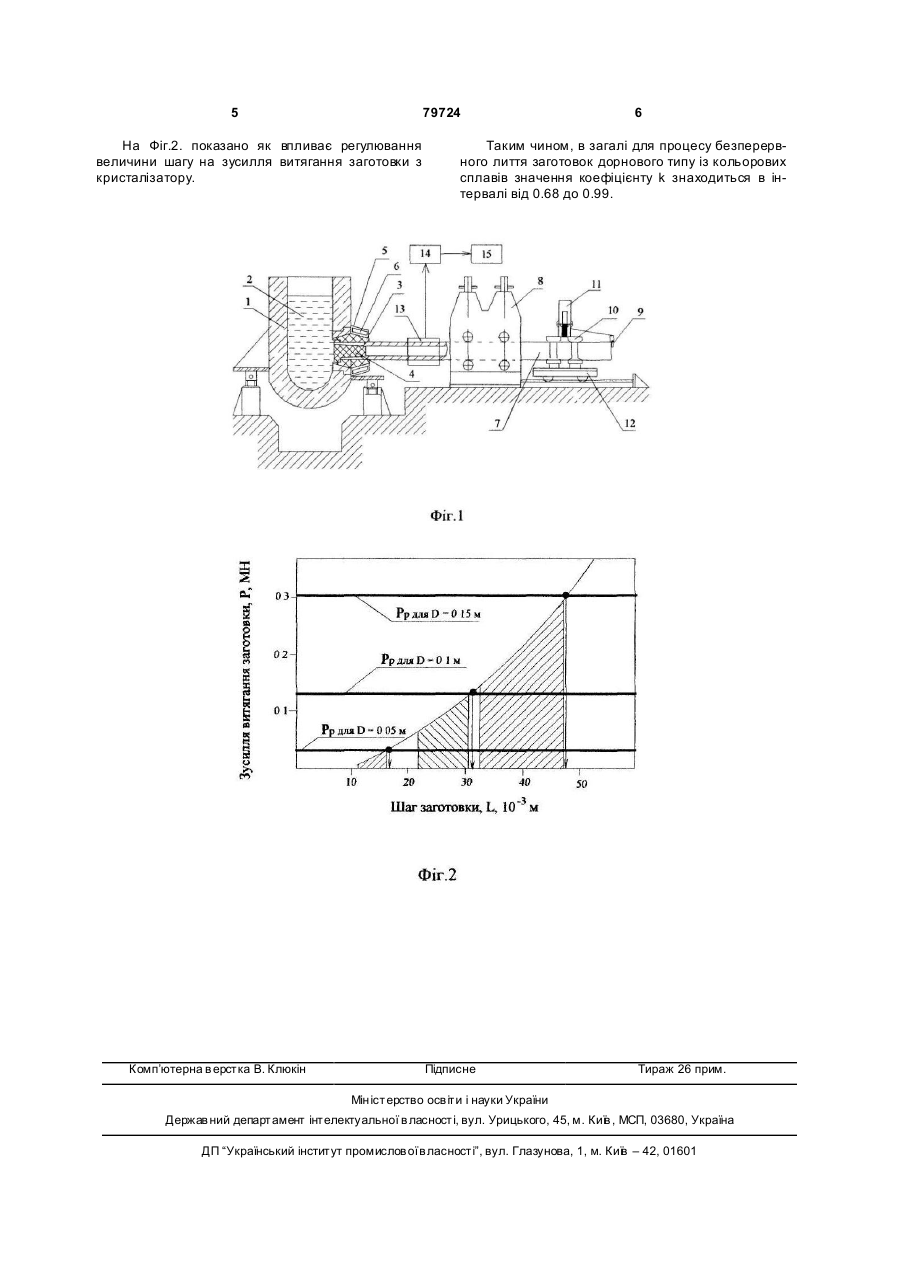
Спосіб безперервного лиття заготовок дорнового типу, який включає заливання рідкого металу з проміжного ковша в металоприймач машини безперервного лиття, циклічне витягування заготовки з кристалізатора машини безперервного лиття та її порізку на заготовки однакової довжини, який відрізняється тим, що з усилля витягування заготовки з кристалізатора машини безперервного лиття (P), при її циклічному русі, підтримують в інтервалі P=k·pP, де k - коефіцієнт, значення якого знаходиться в інтервалі 0,68-0,99, pP - гранично допустиме зусилля руйнування перерізу графітового дорна, при цьому величину зусилля (P) регулюють зміною величини кроку L. Винахід відноситься до металургії, а саме до безперервного лиття металів і сплавів. Відомий спосіб управління машиною безперервного лиття суцільної заготовки [1], який включає замірювання зусилля при витягуванні заготовки з кристалізатору, а по його значенню визначають кінець періоду руху заготовки. До недоліків даного способу можна віднести те, що згідно з даним алгоритмом дій відомого способу ми не змозі отримати заготовку дорнового типу (тр убу), тому що з усилля при русі заготовки з кристалізатор.) не ураховує взаємодію між поверхнями дорну та внутрішньої поверхні заготовки. Найбільш близьким за технічною суттю до запропонованого являється спосіб управління машиною безперервного лиття заготовок дорнового типу [2] який включає вимірювання величини шагу, швидкості руху заготовки та додатково заміряють зусилля окову дорну, зрівнюють його з заданим значенням та в момент їх рівняння починають процес циклічного витягування заготовки. До недоліку даного способу відноситься наступне: - використання існуючого способу ускладнює багато вимірювань -величина шагу, швидкість руху заготовки та визначення зусилля окову дорну; - важко технічно здійснити вивід сигналу із дорну на реєструючий пристрій для вимірювання окову дорну. Технічний результат, що буде отримано при впровадженні способу, що заявляються має за мету підвищення стабільності процесу безперервного лиття та підвищення якості внутрішньої поверхні заготовки дорнового типу з кольорових сплавів. Поставлена задача вирішується тим, що зусилля витягування заготовки із кристалізатору Р при циклічному її русі, підтримують за рівнянням Р=к×Pр, де: k=(0,68-0,99) - коефіцієнт, Pр - гранично допустиме зусилля руйнування перерізу графітового дорну ^при цьому величину з усилля Р регулюють зміною величини шагу L, M, Сутність винаходу. По перше: робимо припущення, що зусилля (Р) при циклічному русі заготовки із кристалізатора залежить від величини шагу L заготовки в процесі безперервного лиття, по друге: зусилля (Р) при циклічному русі заготовки з кристалізатора не по (19) UA (11) 79724 (13) C2 (21) a200611420 (22) 30.10.2006 (24) 10.07.2007 (46) 10.07.2007, Бюл. №10, 2007р. (72) Хорошилов Олег Миколайович, Пономаренко Ольга Иванівна, Шатагін Олег Олександрович (73) Хорошилов Олег Миколайович (56) SU, 1 025 489, A, 30.06.1983 SU, 1 292 908, A1, 28.02.1987 SU, 1 576 229, A1, 07.07.1990 UA, 9 954, C1, 30.09.1996 UA, 13 307, C1, 28.02.1997 RU, 2 090 301, C1, 20.09.1997 DE, 3 150 659, A1, 02.09.1982 US, 4 546 816, A, 15.10.1985 JP, 01-150454, A, 13.06.1989 JP, 06-304702, A, 01.11.1994 3 79724 винно перевищувати гранично допустиме зусилля руйнування (рр) перерізу графітового дорну, Pр=£Р, де: Р - зусилля при циклічному русі заготовки із кристалізатора, Pр - гранично допустиме зусилля руйнування перерізу графіто вого дорну Тому величину з усилля Р вибирають в інтервалі (0,68-0,99) Pр, а значенням зусилля Р в заданому інтервалі регулюють зміною величини шагу L. Винахід ілюструється малюнками. На Фіг.1. показана машина горизонтального безперервного лиття заготовок із кольорових сплавів. На Фіг.2. показано вплив величини шагу L на зусилля витягання заготовки з кристалізатору при розмірах внутрішніх діаметрів заготовки, що дорівнювали 0.05,0.1 та 0.15м. Спосіб здійснюється наступним чином. У металоприймач 1 подають розплав оплаву 2, що надходить у порожнину між графітовою втулкою кристалізатора 3 та дорном 4, розплав сплаву твердіє, після того, як теплота перегріву віддається крізь багато шаровий кристалізатор до охолоджувальної рідини 6, а сплав виходить з 4 кристалізатору заготовкою дорнового типу 7. Переміщення заготовки здійснюється завдяки тягнучому вузлу 8. Далі кінцевий вимикач 9 подає команду на зажимания дорнової заготовки зажимами 10, а дискова гота 11 відрізає задану довжину заготовки. В процесі поперечного перерізання заготовки 6 візок 12 переміщується вздовж вісі заготовки. В процесі циклічного руху заготовки за допомогою приладу 13 визначаються сигнал зусилля витягування заготовки дорнового типу 6 із кристалізатору. Цей сигнал зусилля подається на блок 14 порівняння отриманого поточного сигналу з сигналом граничнодопустимих значень, після чого блоком 14 видається сигнал на систему керування електроприводом 15 машини безперервного лиття, яка корегує величину шагу на наступний цикл руху заготовки. Для розрахунку граничнодопустимих значень зусилля витягування заготовки дорнового типу з кристалізатору з внутрішніми діаметрами 0.05, 0.1 та 0.15м по даним авторів [3] вибираємо найменше значення граничної міцності - sр 17Мн/м 2. Таблиця Розрахунок граничнодопустимих дорнового типу з кристалізаторузначень зусилля витягування заготовки Розмір заготовки, Площа перерізу дорну, м S, 10-4 м 2 80/50 80/50 80/50 80/50 80/50 130/100 130/100 130/100 130/100 130/100 180/150 180/150 180/150 180/150 180/150 19.625 19.625 19.625 19.625 19.625 78,5 78,5 78,5 78,5 78,5 176,6 176,6 176,6 176,6 176,6 Значення граничної допустимої Шаг заготовки, L, Значення кое- Зусилля витягування заготовки із крисм фіцієнту k міцності, sр, талізатору, Р,МН 2 МН/м 0,033 11.0 0.5 0.0165 0,033 12,5 0.7 0.023 0,033 15.3 0.85 0,028 0,033 18.0 0.99 0,033 0,033 22.0 1.20 0,0396 0,133 15.5 0.5 0.066 0,133 22.0 0.7 0.093 0,133 26.0 0.84 0.111 0,133 31.0 0.99 0,133 ОД 33 35.0 1.20 0,151 0,300 24.0 0.5 0,280 0,300 33.0 0.680 0.214 0,300 41.0 0.857 0.257 0,300 48.0 0.99 0,300 0,300 55.0 1.15 0,330 Із таблиці випливає, що гранично допустиме зусилля витягування заготовки дорнового типу із кристалізатору залежить як від перерізу дорну, діаметр якого приблизно дорівнює внутрішньому діаметру заготовки, так і від величини шагу заготовки. Для кожного значення коефіцієнту k - є особливості при стабільності безперервного лиття та якості внутрішньої поверхні заготовки: - оптимальне значення коефіцієнту для ведення процесу безперервного лиття є значення - 0.85 при якому процес безперервного лиття є стабіль ним, а якість внутрішньої поверхні заготовки задовольняє вимогам ДСТу; - мінімально-допустиме значення коефіцієнту k є 0,68 при якому маємо граничні значення якості внутрішньої поверхні заготовки; - гранично допустиме значення коефіцієнту k є 0,99 при якому процес безперервного лиття € стабільним, а якість внутрішньої поверхні заготовки задовольняє вимогам ДСТу; - при значенні коефіцієнту k=1,2-1,25 - процес безперервного лиття заготовок дорнового типу вести неможливо. 5 79724 На Фіг.2. показано як впливає регулювання величини шагу на зусилля витягання заготовки з кристалізатору. Комп’ютерна в ерстка В. Клюкін 6 Таким чином, в загалі для процесу безперервного лиття заготовок дорнового типу із кольорових сплавів значення коефіцієнту k знаходиться в інтервалі від 0.68 до 0.99. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of core type billets
Автори англійськоюKhoroshylov Oleh Mykolaiovych, Shatahin Oleh Oleksandrovych
Назва патенту російськоюСпособ непрерывного литья заготовок дорнового типа
Автори російськоюХорошилов Олег Николаевич, Шатагин Олег Александрович
МПК / Мітки
МПК: B22D 11/16, B22D 11/00
Мітки: типу, заготовок, спосіб, безперервного, дорнового, лиття
Код посилання
<a href="https://ua.patents.su/3-79724-sposib-bezperervnogo-littya-zagotovok-dornovogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття заготовок дорнового типу</a>
Машина горизонтального безперервного лиття заготовок
Номер патенту: 79415
Опубліковано: 11.06.2007
Автори: Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович, Шатагін Олег Олександрович, Сварник Іван Олександрович, Руденко Анатолій Олександрович
МПК: B22D 11/045
Мітки: безперервного, горизонтального, лиття, машина, заготовок
Формула / Реферат:
Машина горизонтального безперервного лиття заготовок, яка містить металоприймач розплаву, кристалізатор, графітову втулку кристалізатора (ГВК) з металевим водоохолоджуваним кожухом, тягнучий вузол та вузол розподілу заготовки на задану довжину, яка відрізняється тим, що у металоприймачі донне місце для приймання нових порцій розплаву підняте до рівня верхньої твірної лінії графітової втулки кристалізатора та відокремлене буртом від...
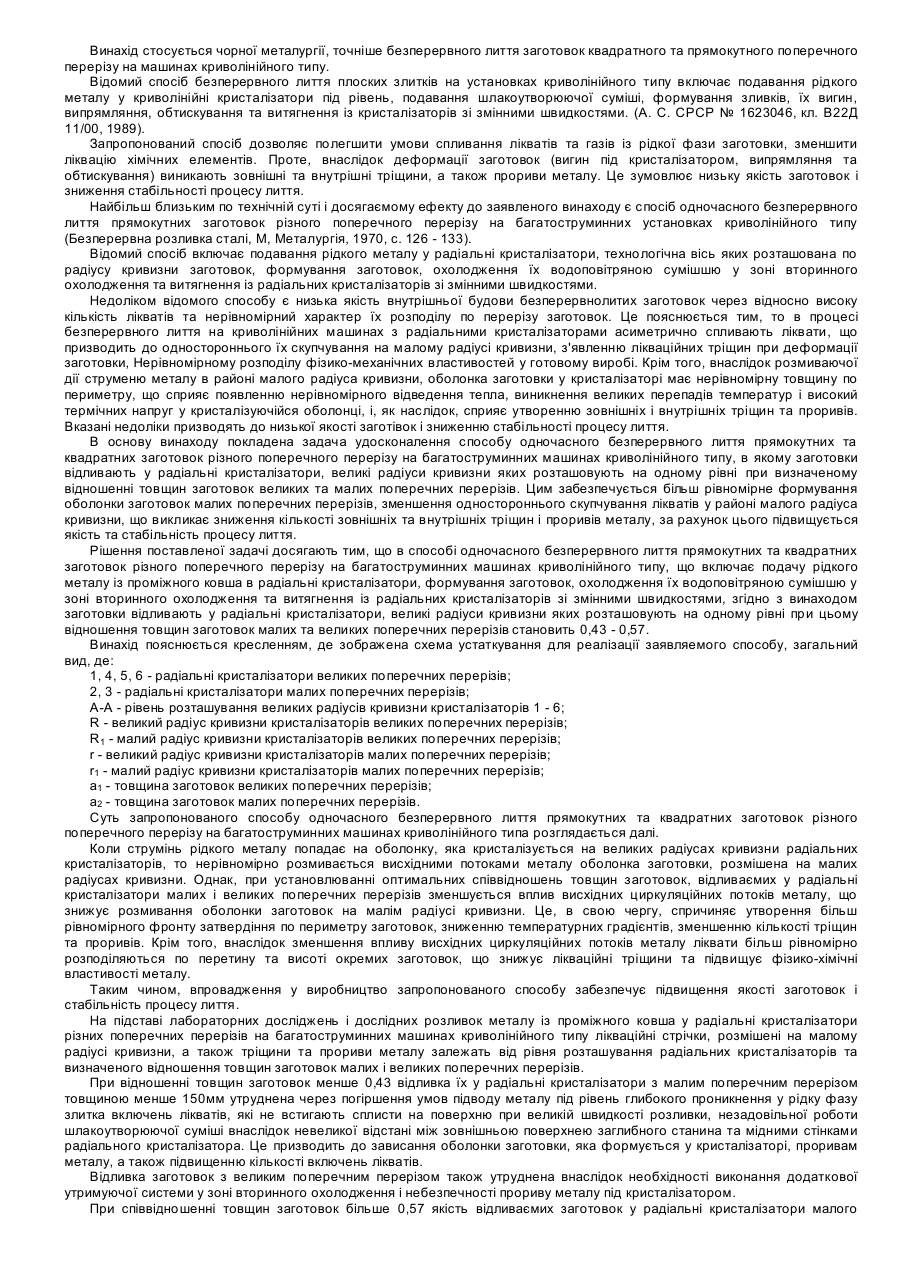
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Несвіт Володимир Васильович, Учитель Лев Михайлович, Бродський Сергій Сергійович, Пікус Марк Ісерович, Єрмоленко Ганна Володимирівна, Підберезний Микола Петрович
МПК: B22D 11/00
Мітки: перерізу, заготовок, різного, поперечного, лиття, спосіб, багатоструминних, одночасного, безперервного, квадратних, типу, машинах, криволінійного, прямокутних
Формула / Реферат:
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у...
Пристрій для безперервного лиття заготовок із розплаву
Номер патенту: 4463
Опубліковано: 17.01.2005
Автори: Кондратов Олександр Олександрович, Ажажа Володимир Михайлович, Свердлов Василь Якович
МПК: B22D 11/00, B22D 27/00
Мітки: лиття, безперервного, заготовок, пристрій, розплаву
Формула / Реферат:
Пристрій для безперервного лиття заготовок із розплаву, що містить установлену в нагрівачі ємність із вихідним отвором, кристалізатор, установлений своєю впускною частиною у вихідному отворі, охолодний пристрій, що охоплює випускну частину кристалізатора, який відрізняється тим, що кристалізатор має охоплюючий його додатковий нагрівач, установлений між охолодним пристроєм та ємністю, а також теплоізолюючий екран, розміщений між додатковим...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Якобше Ришард Якубович, Сахно Валерій Олександрович, Галай Ірина Генадіївна, Найдек Володимир Леонтійович, Галай Володимир Петрович, Ніколаєв Генадій Андрійович, Носоченко Олег Васильович
МПК: B22D 11/04, B22D 11/112
Мітки: кристалізатор, заготовок, машини, лиття, безперервного
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок
Номер патенту: 66905
Опубліковано: 15.06.2004
Автори: Купін Володимир Миколайович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/10, B22D 41/50
Мітки: спосіб, заготовок, живильного, безперервного, запобігання, заростанню, лиття, стакана
Формула / Реферат:
1. Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок, який відрізняється тим, що запобігання заростанню живильного стакана виконують шляхом періодичної зворотної подачі заготовки до виходу її за межі живильного стакана з боку надходження в живильний стакан розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що зворотну подачу заготовки виконують в імпульсному режимі з частотою імпульсів в...
Попередній патент: Пристрій для транспортування та очистки коренебульбоплодів
Наступний патент: Спосіб виробництва віскі
Випадковий патент: Сопло електрозварювального пальника