Пристрій для збирання труб під зварювання

Формула / Реферат
Пристрій для збирання труб під зварювання, що містить змонтовані на основі з можливістю поздовжнього переміщення платформи з шарнірно встановленим на кожній з них з можливістю повороту у двох взаємно перпендикулярних площинах коромислом з опорами обертання, а також центратор, виконаний у вигляді штанги з розтискними колодками для кожної з труб, який відрізняється тим, що кожна платформа оснащена закріпленим на ній регульованим упором, який взаємодіє з коромислом, центратор оснащений торцевим упором для труб і механізмом переміщення розтискних колодок вздовж осі штанги, а на основі змонтовані відкидні роликоопори для труб.
Текст
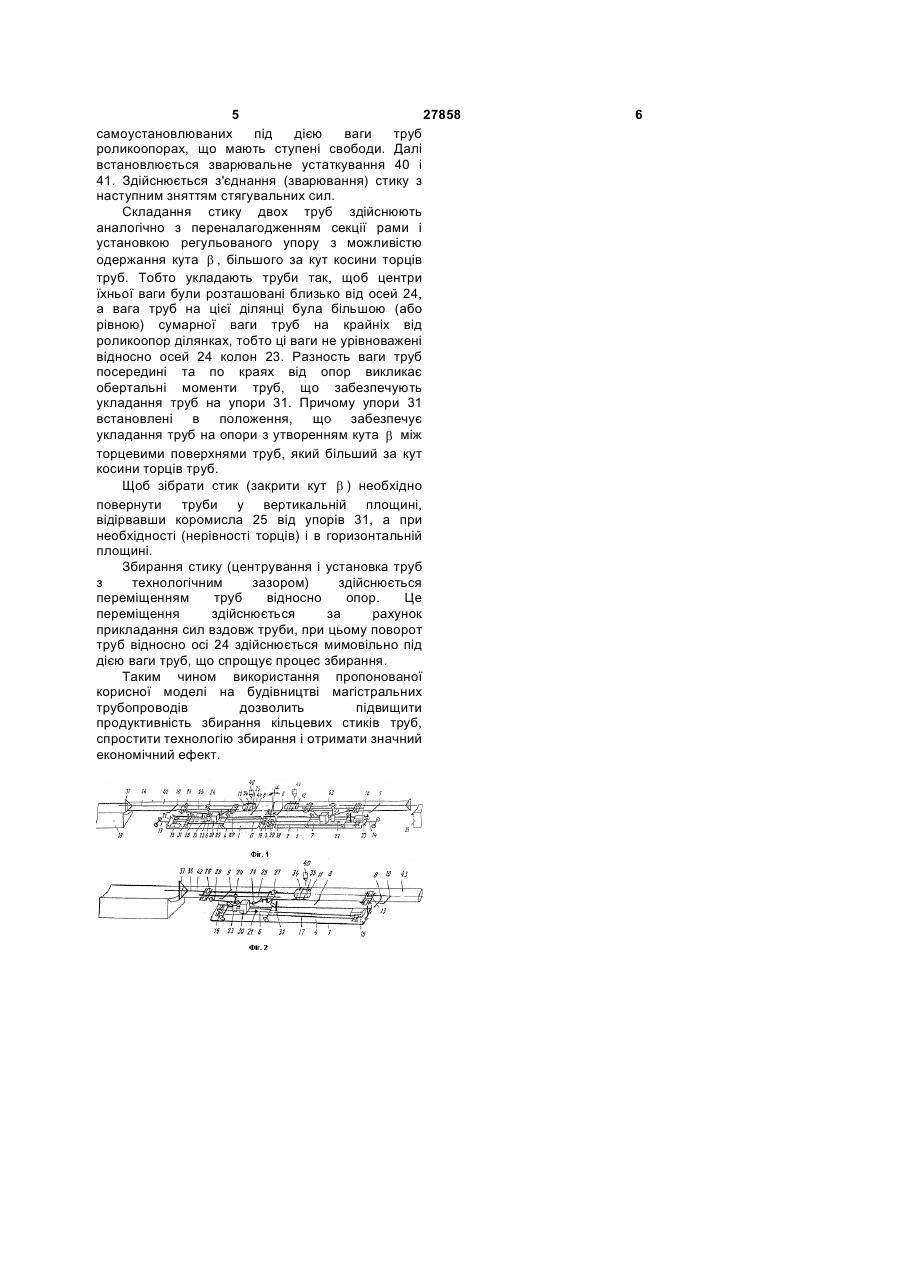
Пристрій для збирання труб під зварювання, що містить змонтовані на основі з можливістю поздовжнього переміщення платформи з шарнірно встановленим на кожній з них з можливістю 3 27858 4 Однак установка технологічного зазору у верхньому положенні, важелі 9 і 10 - у нижньому відомому способі складна, вимагає оснащення положенні (звільняючи рейковий шлях 4 і 5), платформи приводом повороту коромисел, а коромисло 25 опирається на регулюємий упор 31, також не забезпечує складання одночасно відкидні роликоопори 13 і 14 опущені (Фіг. 1). декількох стиків. Потім платформу 6 переміщують і В основу корисної моделі поставлена задача встановлюють проти важелів 8, які укладають на підвищення продуктивності збирання труб під пари роликів 26 і 27 трубу 42. Після цього зварювання шляхом забезпечення одночасного платформу 6 переміщають у крайнє ліве складання декількох стиків і спрощення установки положення для введення і установки центратора технологічного зазору. 11 у трубу 42 (на стикуємий торець) і перестановки Пристрій для збирання труб під зварювання, упору 37 до упору в протилежний торець. що містить змонтовані на основі з можливістю Одночасно в міру руху платформи 6 з трубою поздовжнього переміщення платформи з шарнірно 42 переміщують платформу 7 під важелі 8, які встановленим на кожній з них з можливістю укладають трубу 43, потім повертають платформу повороту у двох взаємно перпендикулярних у крайнє праве положення для введення і площинах коромислом з опорами обертання, а установки центратора 12. Одночасно переміщують також центратор, виконаний у вигляді штанги з центратори 11 і 12 по трубах 42 і 43 до стикуємих розтискними колодками для кожної з труб, який торців, важелі 8 встановлюють трубу 44 співвісно відрізняється тим, що кожна платформа оснащена трубам 42 і 43, а платформи 6 і 7 переміщують до закріпленим на ній регульованим упором, який торкання збираємих торців труб 42-44,, після чого взаємодіє з коромислом, центратор оснащений здійснюють підведення розтискних колодок 34 і 35 торцевим упором для труб і механізмом центраторов 11 і 12 до внутрішніх поверхонь труб переміщення розтискних колодок вздовж осі 42-44 (без силового розтиску), причому на штанги, а на основі змонтовані відкидні розтискних колодках 34 можуть бути аксіально роликоопори для труб. встановлені ролики (не показані). Таким чином Суть корисної моделі пояснюють креслення, здійснюють підготовку труб до збирання.. де на Фіг.1 зображений пристрій для стикування Для здійснення процесу збирання повинні бути трьох труб, загальний вид; на Фіг.2 - те ж, для виконані такі умови: при укладанні труб на стикування двох труб. платформи їхні центри ваги установлюють між Пристрій містить дві ідентичні секції рам 1 і 2, поворотною колоною 23 і регульованим упором 31. жорстко з'єднані фланцевим розніманням 3 і Регульовані упори встановлюють так, щоб між оснащені рейковими шляхами 4 і 5 для платформ торцевими поверхнями труб був кут a , який 6 і 7, перевантажувачами з важелями 8-10 більше кутів косини торців труб (з метою укладання цих перевантажувачів, центраторами запобігання зачеплення коромисел за упори при 11 і 12, відкидними опорами 13 і 14 і приводами 15 обертанні зібраних труб). Розподіл ваги труб на і 16 переміщення платформ, виконаними у вигляді поворотних колонах повинен бути близьким до тягових лебідок з канатами 17 і 18 через блоки 19 і рівноважного, але вага труб на ділянці між 20, з'єднаними за допомогою вузлів кріплення 21 і колонами повинна бути трохи більшою сумарної 22 з платформами 6 і 7. ваги на крайніх від колон ділянках (для Платформи 6 і 7 оснащені поворотною забезпечення відривання коромисел 25 від колоною 23, що несе на горизонтальній осі 24 регулювальних упорів 31). Сили тертя труб на коромисло 25 з опорами обертання у вигляді парах роликів 26 і 27 роликоопор повинні бути роликів 26 і 27, з'єднаних карданними валами 28 і більшими сил стягування візків. Сили тертя ряду 29 з приводом обертання 30 і регульованими колодок 35 центратора щодо труби повинні бути упорами 31. значно більшими стягувальних зусиль механізмів Відкидні роликоопори 13 і 14, змонтовані на переміщення колодок, встановлених на секціях рам 1 і 2 за допомогою осей 32 і 33, центраторах. з'єднані з приводом переміщення платформ і З урахуванням виконання наведених умов фіксуються, наприклад, замковим пристроєм (не складання стиків продовжують у наступному показане). порядку. Центратори 11 і 12 з розтискними колодками За допомогою важелів 8 повільно опускають 34 і 35 оснащені механізмами переміщення цих трубу 44, одночасно до платформ 6 і 7 приводами колодок уздовж штанги 36 і торцевими упорами їхнього переміщення 16 і 15 прикладають 37, з'єднаними з розтискними колодками 34. На стягувальні зусилля, при яких коромисла 25 основі змонтовані підставки 38 і 39 для укладання відходять від регульованих упорів 31, а кути а на них центраторов 11 і 12. Пристрій містить також закриваються з можливістю появи зворотних кутів зварювальне устаткування 40 і 41 і труби 42-44. b , причому при переході від кута a до кута b Поворотна колона 23 на платформі, здійснюють силове розтискування колодок 35 з коромисло 25 на горизонтальній осі 24, пари наступним стягуванням труб механізмами роликів 26 і 27 на коромислі 25, торцевий упор 37 переміщення колодок, установленими на по штанзі 36 виконані з можливістю перестановки центраторах, з силою відриваючи трубу 44 від відносно друг до друга, тобто переналагодження. важелів 8, а потім розтискають колодки 34. Кути b Пристрій працює в такий спосіб. закриваються і стики збираються з необхідним Центратори 11 і 12 встановлюють на технологічним зазором без можливості розкриття підставках 38 і 39, при цьому платформи 6 і 7 внаслідок обертання плеті на двох перебувають у крайніх положеннях, важелі 8 - у 5 27858 самоустановлюваних під дією ваги труб роликоопорах, що мають ступені свободи. Далі встановлюється зварювальне устаткування 40 і 41. Здійснюється з'єднання (зварювання) стику з наступним зняттям стягувальних сил. Складання стику двох труб здійснюють аналогічно з переналагодженням секції рами і установкою регульованого упору з можливістю одержання кута b , більшого за кут косини торців труб. Тобто укладають труби так, щоб центри їхньої ваги були розташовані близько від осей 24, а вага труб на цієї ділянці була більшою (або рівною) сумарної ваги труб на крайніх від роликоопор ділянках, тобто ці ваги не урівноважені відносно осей 24 колон 23. Разность ваги труб посередині та по краях від опор викликає обертальні моменти труб, що забезпечують укладання труб на упори 31. Причому упори 31 встановлені в положення, що забезпечує укладання труб на опори з утворенням кута b між торцевими поверхнями труб, який більший за кут косини торців труб. Щоб зібрати стик (закрити кут b ) необхідно повернути труби у вертикальній площині, відірвавши коромисла 25 від упорів 31, а при необхідності (нерівності торців) і в горизонтальній площині. Збирання стику (центрування і установка труб з технологічним зазором) здійснюється переміщенням труб відносно опор. Це переміщення здійснюється за рахунок прикладання сил вздовж труби, при цьому поворот труб відносно осі 24 здійснюється мимовільно під дією ваги труб, що спрощує процес збирання. Таким чином використання пропонованої корисної моделі на будівництві магістральних трубопроводів дозволить підвищити продуктивність збирання кільцевих стиків труб, спростити технологію збирання і отримати значний економічний ефект. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for assembly of pipes for welding
Автори англійськоюOcheretnyi Kostiantyn Valeriiovych
Назва патенту російськоюУстройство для сборки труб под сварку
Автори російськоюОчеретний Константин Валерьевич
МПК / Мітки
МПК: B23K 37/04
Мітки: пристрій, зварювання, збирання, труб
Код посилання
<a href="https://ua.patents.su/3-27858-pristrijj-dlya-zbirannya-trub-pid-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для збирання труб під зварювання</a>
Пристрій для зварювання труб з термопластів
Номер патенту: 24692
Опубліковано: 10.07.2007
Автори: Гончаренко Василій Власович, Ніконова Катерина Станіславівна, Коваленко Ігор Валентинович
МПК: B29C 65/02
Мітки: труб, пристрій, зварювання, термопластів
Формула / Реферат:
1. Пристрій для зварювання труб з термопластів, що містить зварювальний блок-центратор у вигляді встановлених на напрямні двох плит, на яких шарнірно закріплені затискні хомути, виконані з двох напівобойм із змінними вкладишами, і привід для центрування труб, їх переміщення і створення зварювального тиску, нагрівач та електронний блок керування, який відрізняється тим, що гідроциліндри виконані знімними з початковою різною довжиною та...
Пристрій для зварювання пластикових труб
Номер патенту: 1393
Опубліковано: 16.09.2002
Автор: Топорін Сергій Сергійович
МПК: B29C 65/00, B23K 3/02
Мітки: труб, пристрій, зварювання, пластикових
Формула / Реферат:
Пристрій для зварювання пластикових труб між собою і з фітингами при виконанні монтажних робіт, який складається із корпусу, знімних оправок для нагріву кінців труб і фітингів, термометра з таймером, який відрізняється тим, що нагрівальним елементом знімних оправок є полум'я портативного газового пальника, який входить у пристрій.
Пристрій для зварювання труб з термопластів
Номер патенту: 4316
Опубліковано: 27.12.1994
Автори: Новиченко Микола Григорович, Тютюник Микола Сергійович, Персіон Олексій Абрамович
МПК: B29C 65/18
Мітки: термопластів, труб, пристрій, зварювання
Формула / Реферат:
Устройство для сварки труб из термопластов, содержащее неподвижный и подвижный кронштейны с зажимными хомутами, направляющие, закрепленные на неподвижном кронштейне, и приходной винт с трубчатой гайкой, установленной на подвижном кронштейне и снабженной на свободном конце резьбовой втулкой и поворотным кожухом с фиксатором и с тремя парами регулирумых стопоров, установленных с возможностью попарного контакта с торцами направляющих,...
Пристрій для зварювання труб з термопластів
Номер патенту: 13766
Опубліковано: 25.04.1997
Автори: Савицький Олександр Зіновійович, Амброзєвіч Павєл Марьяновіч,, Мінєєв Едуард Олексійович, Сиротенко Андрій Васильович, Кушнірук Володимир Петрович, Кораб Георгій Миколайович, Гальчун Анатолій Миколайович
МПК: B29C 65/02
Мітки: пристрій, термопластів, зварювання, труб
Формула / Реферат:
(57) 1. Устройство для сварки труб из термопластов, содержащее центратор в виде установленных на направляющих зажимных хомутов, выполненных из двух смонтированных на оси полуобойм, и привод для центровки труб, их перемещения и создания сварочного давления, выполненный в виде установленных на центраторе гидроцилиндров, отличающееся тем, что гидроцилиндры установлены на центраторе с возможностью съема, а зажимные хомуты снабжены механизмом их...
Пристрій для центрування труб до магнітно-імпульсного зварювання
Номер патенту: 1014
Опубліковано: 30.12.1993
Автор: Чудаков Вячеслав Андрійович
МПК: B23K 37/053
Мітки: пристрій, центрування, зварювання, магнітно-імпульсного, труб
Формула / Реферат:
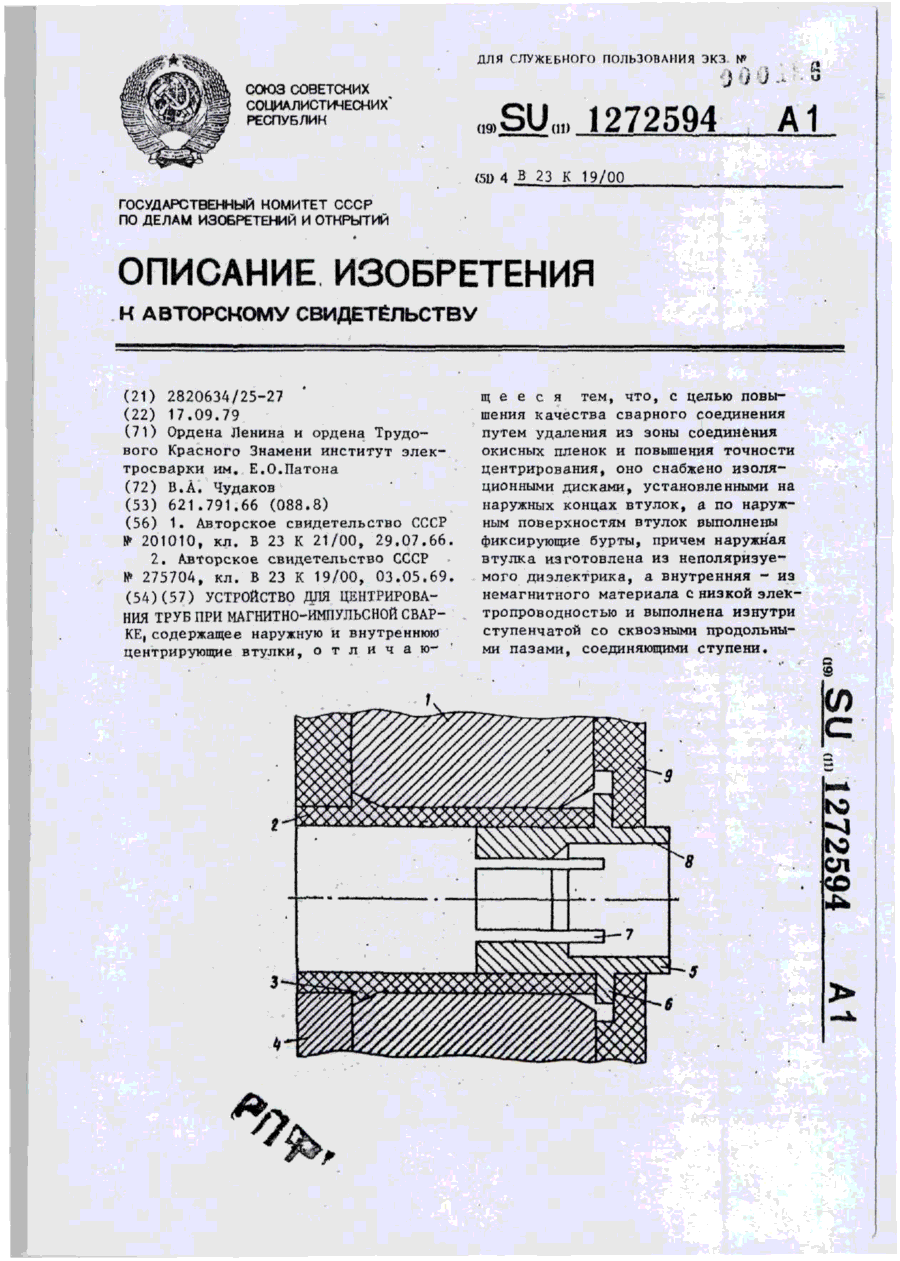
Устройство для центрирования труб при магнитно-импульсной сварке, содержащее наружную и внутреннюю центрирующие втулки, отличающееся тем, что, с целью повышения качества сварного соединения путем удаления из зоны соединения окисных пленок и повышения точности центрирования, оно снабжено изоляционными дисками, установленными на наружных концах втулок, а по наружным поверхностям втулок выполнены фиксирующие бурты, причем наружная втулка...
Попередній патент: Мобільний комплекс контролю автотранспортного потоку “патруль-м”
Наступний патент: Лінія для збирання і зварювання стиків труб
Випадковий патент: Вимірювання гучності зі спектральними модифікаціями