Спосіб відновлення внутрішніх циліндричних поверхонь чавунних виробів
Номер патенту: 79671
Опубліковано: 10.07.2007
Автори: Сідорченко Дмитро Олександрович, Афтанділянц Євген Григорович, Лопатько Костянтин Георгійович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Зазимко Оксана Володимирівна
Формула / Реферат
Спосіб відновлення внутрішніх циліндричних поверхонь чавунних виробів, що включає направлену термопластичну деформацію в процесі нагріву та охолодження виробу, який відрізняється тим, що попередньо виконують відпал виробу при температурі 600-650 °С з витримкою в електропечі протягом 1,5 години, після відпалу виріб прогрівають до температури 450-550 °С, потім проводять нагрівання виробу до температури 820-840 °С з охолодженням його у спреєрі зі швидкістю 150 °С/с при переміщенні виробу відносно джерела нагріву та охолодження зі швидкістю 2-4 мм/с, після чого виконують кінцевий відпуск виробу в електропечі при температурі 180-200 °С протягом 2 годин.
Текст
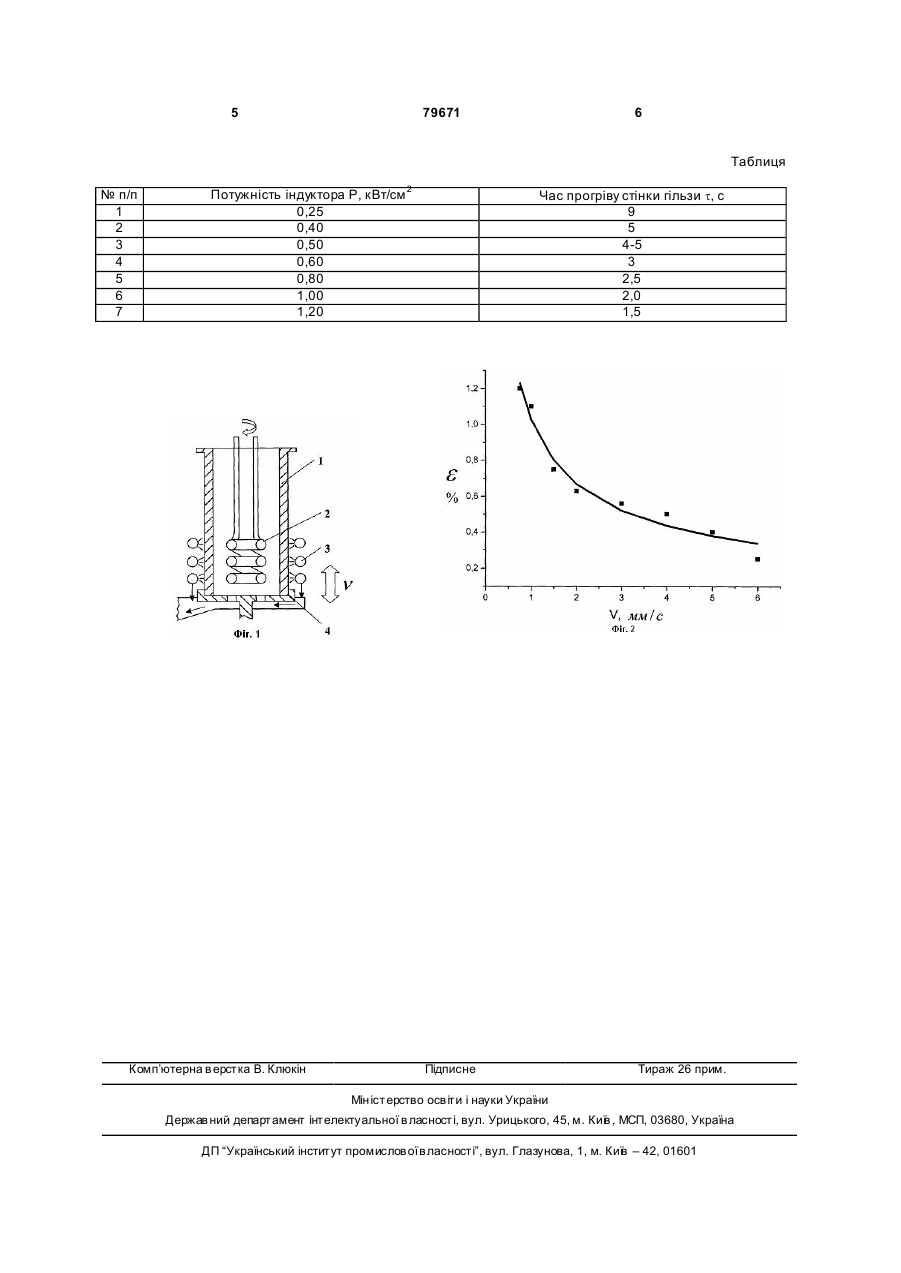
УКРАЇНА (19) UA (11) 79671 (13) C2 (51) МПК B23P 6/02 (2007.01) МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ ВІД НОВЛЕННЯ ВНУТРІШНІХ Ц ИЛІНДРИЧНИХ ПОВЕРХОНЬ ЧАВУННИХ ВИРОБІВ 1 2 (13) 79671 (11) при переміщенні гільзи відносно індуктора із швидкістю V=(0,75-1,5)мм/сек., у відновленій партії гільз із 24шт. 3 мали тріщини в зоні переходу від циліндра до пояска верхнього бортика, що становить приблизно 12% браку. Твердість зразків в цих гільзах по внутрішній поверхні у верхній частині гільз була більшою на (80-140) НВ, ніж у середній і нижній. Ступінь деформації при переміщенні гільзи із швидкістю 8мм/с не забезпечує відновлення розмірів за один цикл обробки. У способі відсутні значення швидкості охолодження гільз. Цей параметр побічно регулюється витратою води, яка становить 15л за хвилину. При відсутності даних по конструкції спрейєра і тиску води користуватися цією величиною не коректно. Більш близьким аналогом (прототип) винаходу є спосіб відновлення внутрішніх циліндричних поверхонь чавунних гільз двигунів Д-50, виготовлених із чавунів марок СЧ15 і СЧ20 [А.с. СССР №1468932, А.А. Г урмазы, А.И. Семененка, О.И. Матвиенка, В.И. Савченка, С.И. Удода, Д.К. Зайцева, Ю.И. Климента и В.Н. Чеснокова, С21D 1/78, 1980]. Згідно цього способу нагрів чавунних гільз виконують струмами високої частоти (СВЧ) до температури 710-790°С, а охолоджують їх із швидкістю 150-200°С/с, яка забезпечується витратою води в кількості 50-80л*хв/м 2. Для зміцнення гільз гартуванням температура нагріву їх повинна забезпечити a®g перетворення. UA Винахід відноситься до способів відновлення отворів корпусних виробів, виготовлених із чавуну, і може бути використаний для ремонту гільз двигунів внутрішнього згорання, циліндрів насосів і гідросистем та інших деталей, які мають форму тіл обертання з внутрішніми отворами. Відомі методи відновлення розмірів внутрішніх поверхонь, які досягаються внаслідок направленої термопластичної деформації за рахунок термічних напружень, які створюються в процесі нагріву і охолодження виробів. Величина відновлення розмірів внутрішніх отворів і характер отриманих структурних складових сплаву регламентується режимами обробки: температурами нагріву та швидкостями охолодження деталей. Відомий спосіб відновлення внутрішніх поверхонь гільз діаметрами 93мм (ГАЗ-53), 130мм (ЯМЗ) та 158мм (Катерпиллер), при використанні якого відновлення розмірів деталі у радіальному напрямку досягається за один цикл теплової дії [А.с. СССР №969495, Е.П. Меркулова, Л.И. Вахр ушева, Б.А. Гомзякова, З.С. Колясинского, М.С. Розтошинского, В.Й. Пшегодского и Ю.П. Шелагина, МКИ В23Р6/02, 1982]. Результатами досліджень по відновленню гільз двигуна СМД - 60 згідно режимам, приведеним у відомому способі встановлено, що при температурі нагріву 870-920°С і різних швидкостях переміщення деталі неможливо досягнути позитивного ефекту за один цикл обробки. Так, C2 (57) Спосіб відновлення внутрішніх циліндричних поверхонь чавунних виробів, що включає направлену термопластичну деформацію в процесі нагріву та охолодження виробу, який відрізняється тим, що попередньо виконують відпал виробу при температурі 600-650°С з витримкою в електропечі протягом 1,5 години, після відпалу виріб прогрівають до температури 450-550°С, потім проводять нагрівання виробу до температури 820-840°С з охолодженням його у спреєрі зі швидкістю 150°С/с при переміщенні виробу відносно джерела нагріву та охолодження зі швидкістю 2-4мм/с, після чого виконують кінцевий відпуск виробу в електропечі при температурі 180-200°С протягом 2 годин. (19) (21) a200507781 (22) 05.08.2005 (24) 10.07.2007 (46) 10.07.2007, Бюл. №10, 2007р. (72) Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна, Котречко Олексій Олексійович, Афтанділянц Євген Григорович, Сідорченко Дмитро Олександрович (73) НАЦІОН АЛЬНИЙ АГРАРНИЙ УНІВЕРСИТЕТ (56) SU 1468932, C21D1/78, 30.03.1989 SU 969495, B23P6/02, 01.11.1982 RU 2174901, B23P6/02, C21D7/13, 20.10.2001 SU 1330178, C21D1/10, 1/42, 15.08.1987 RU 2181650, B23P6/02, 27.04.2002 3 79671 При нагріванні гільз СВЧ, враховуючи короткий час нагріву, для повного a®g перетворення, необхідно виконувати перегрів сплаву на 60-80°С. При цьому перегрів повинен бути мінімальним, щоб запобігти процесу росту аустенітних зерен. Температура нагріву СВЧ стінки деталей визначається питомою потужністю індуктора і часом нагріву Нагрів чавунних гільз до температури 710-790°С не забезпечує отримання по всій товщині стінки гомогенної структури аустеніту, а як наслідок розкид значень твердості після гартування. Крім того, такі параметри обробки гільз в процесі відновлення їх розмірів, як потужність використовуваного індуктора і час нагрівання гільз, у винаході-прототипі не вказані. Швидкість переміщення гільзи відносно джерел нагріву і охолодження є похідною від потужності індуктора і часу нагріву. Тому режими згідно винаходу-прототипу, є винятковим випадком, і не можуть бути загальним технологічним методом відновлення внутрішніх розмірів чавунних гільз. Винаходом ставиться завдання підвищення зносостійкості відновленої зони деталей, зокрема чавунних гільз, шляхом отримання рівноважної дисперсної структури сплаву. Поставлене винаходом завдання досягається тим, що у способі відновлення внутрішніх циліндричних поверхонь чавунних гільз, що включає направлену термопластичну деформацію в процесі нагріву і охолодження гільз, згідно винаходу перед їх відновленням виконують відпал при температурі 600-650°С з витримкою в електропечі протягом 1,5год., причому в першому циклі обробки гільзу попередньо прогрівають до температури 450550°С, а в наступному циклі нагрівання гільзи проводять до температури 820-840°С з охолодженням її у спрейєрі із швидкістю 150°С/с при переміщенні виробу відносно джерела нагріву і охолодження зі швидкістю 2-4мм/с, з кінцевим відпуском гільз в електропечі при температурі 180-200°С протягом 2 годин. Розробку оптимальних режимів технологічного процесу, заявлених винаходом, виконували при відновленні внутрішні х розмірів гільз двигуна СМД60 з внутрішнім діаметром 130мм, товщиною стінки 10мм і висотою 225мм. Матеріал гільзи - сірий хромо-нікелевий чавун наступного хімічного складу: вуглець - 3,2-3,5%, кремній - 2,3-2,5%, марганець - 0,6-0,8%, хром - 0,2-0,4%, нікель - ³0,15%, мідь - 0,5-0,4%, титан - 0,03-0,08%, сірка - £0,12%, фосфор - £0,12%. Для здійснення запропонованого методу відновлення внутрішніх поверхонь чавунних гільз 1 використовували спеціальну установку, до складу якої входить індуктор 2, спрейєр 3 і стіл 4 для установки гільзи 1 і забезпечення їй обертального та зворотно-поступального руху у вертикальній площині. Технологічна схема передбачає розміщення 4 джерела нагріву всередині гільзи, а охолодження ззовні. Попередньою операцією перед відновленням гільз був їх відпал при температурі 600-650°С з витримкою в електропечі при даній температурі протягом 1,5год. Для уникнення початкових теплових напружень перший цикл обробки виконували при нагріванні гільзи СВЧ до температури 450550°С. В подальшому, після нагріву нижньої зони гільзи до температури 820-840°С, яка забезпечує повне a®g перетворення, її переміщували вниз і включали подачу води в спрейєр. Швидкість переміщення гільзи у вертикальній площині визначали потужністю індуктора і часом, необхідним для досягнення оптимальної температури оброблюваної зони гільзи. В таблиці приведений час необхідний для повного прогріву стінки гільзи товщиною 10мм до температури 820-840°С в залежності від потужності індуктора. Величина відносної радіальної деформації (e, %) за один цикл теплової обробки при температурі нагріву стінки гільзи до 820-840°С в залежності від швидкості її переміщення (V, мм/с) графічно представлена на Фіг.2 і визначається за формулою: e=а* V-b, %, де а - коефіцієнт, величина якого дорівнює 1,0285±0,03386, b - показник ступеня, величина якого дорівнює 0,62185±0,05035, V - швидкість переміщення гільзи відносно джерел нагріву і о холодження, мм/с. Критичну швидкість охолодження (Vкр>150°C/c) забезпечували в спрейєрі з 68 отворами діаметром 0,8мм при тиску води в системі 196кПа. Витрата води становила 4,7л за хвилину. Контроль температури в процесі попереднього нагріву до 450-550°С здійснювали контактними термопарами, а при нагріванні до 820-840°С - за допомогою приладу ОППИР - 09. Кількість циклів обробки визначали відновленням необхідного внутрішнього розміру гільзи. Кінцевою операцією технологічного процесу відновлення гільз був низький відпуск при температурі 180-200°С протягом двох годин, який виконували в електропечах. Результати випробувань гільз на стійкість проти спрацювання дали можливість визначити оптимальні параметри запропонованого винаходом технологічного процесу відновлення гільз, які при потужності індуктора Р=0,50кВт/см 2 становлять: - температура нагріву гільзи СВЧ t=820-840°С, - час прогріву стінки гільзи товщиною 10мм до температури t=820-840°С дорівнює t=4-5с, - швидкість переміщення гільзи в індукторі V=2-4мм/с, - охолодження водою в спрейєрі зі швидкістю більше критичної (>150°С/с) при витраті води 4,7л за хвилину. 5 79671 6 Таблиця № п/п 1 2 3 4 5 6 7 Потужність індуктора Р, кВт/см 2 0,25 0,40 0,50 0,60 0,80 1,00 1,20 Комп’ютерна в ерстка В. Клюкін Час прогріву стінки гільзи t, с 9 5 4-5 3 2,5 2,0 1,5 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of renewal of internal cylindrical surfaces of cast iron articles
Автори англійськоюLopatko Kostiantyn Heorhiiovych, Zazymko Oksana Volodymyrivna, Kotrechko Oleksii Oleksiiovych, Aftandiliants Yevhen Hryhorovych, Sidorchenko Dmytro Oleksandrovych
Назва патенту російськоюСпособ восстановления внутренних цилиндрических поверхностей чугунных изделий
Автори російськоюЛопатько Константин Георгиевич, Зазимко Оксана Владимировна, Котречко Алексей Алексеевич, Афтандилянц Евгений Григорьевич, Сидорченко Дмитрий Александрович
МПК / Мітки
МПК: B23P 6/02
Мітки: чавунних, поверхонь, відновлення, спосіб, циліндричних, внутрішніх, виробів
Код посилання
<a href="https://ua.patents.su/3-79671-sposib-vidnovlennya-vnutrishnikh-cilindrichnikh-poverkhon-chavunnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення внутрішніх циліндричних поверхонь чавунних виробів</a>
Спосіб термообробки внутрішніх поверхонь циліндричних виробів
Номер патенту: 9578
Опубліковано: 17.10.2005
Автори: Стоян Сергій Леонідович, Свистунов Микола Васильович, Івахненко Микола Миколайович, Жучинський Леонід Андрійович
МПК: C21D 1/09
Мітки: циліндричних, виробів, поверхонь, спосіб, внутрішніх, термообробки
Формула / Реферат:
1. Спосіб термообробки внутрішніх поверхонь циліндричних виробів, що включає загартування шляхом прогріву поверхні виробу індукційним струмом високої частоти при переміщенні й обертанні виробу щодо індуктора і наступного охолодження внутрішньої поверхні, який відрізняється тим, що швидкість переміщення виробу збільшують по квадратичній залежності:V=A+Bt+Ct2де А, В, С - коефіцієнти, t - час переміщення, с; V -...
Пристрій для термообробки внутрішніх поверхонь циліндричних виробів
Номер патенту: 11719
Опубліковано: 16.01.2006
Автори: Івахненко Микола Миколайович, Свистунов Микола Васильович, Стоян Сергій Леонідович, Жучинський Леонід Андрійович
МПК: C21D 1/09
Мітки: внутрішніх, виробів, циліндричних, термообробки, пристрій, поверхонь
Формула / Реферат:
Пристрій для термообробки внутрішніх поверхонь циліндричних виробів, що містить підйомник з верхньою поворотною і нижньою неповоротною планшайбами, розміщені між вертикальними напрямними стояками, індуктор зі спреєром, механізми підйому і обертання виробів, який відрізняється тим, що пристрій оснащений зовнішнім круговим охолоджувачем, виконаним у вигляді ємності, встановленої співвісно виробу, і пристроєм синхронного переміщення виробу...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович, Кирильченко Петро Миколайович
МПК: B23P 6/02
Мітки: внутрішніх, деталей, спосіб, циліндричних, відновлення, поверхонь
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Молодик Микола Володимирович, Гринько Павло Васильович, Кононогов Юрій Андрійович, Хітров Ігор Олександрович
МПК: B23P 6/00
Мітки: відновлення, циліндричних, деталей, спосіб, внутрішніх, спрацьованих, поверхонь
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Василенко Михайло Олександрович, Кузьміч Ярослав Анатолійович, Моргун Олена Анатоліївна
Мітки: чавунних, техніки, відновлення, порожнистих, циліндричних, сільськогосподарсько, спосіб, не-базових, деталей
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Попередній патент: Спосіб ультразвукової віброударної обробки поверхні довгомірних виробів
Наступний патент: Спосіб лікування натрієзалежних аритмій серця
Випадковий патент: Спосіб виготовлення еластичного листового матеріалу