Спосіб обробки розплаву
Номер патенту: 28716
Опубліковано: 16.10.2000
Автори: Волков Генадій Володимирович, Грабовий Валерій Михайлович
Формула / Реферат
Спосіб обробки розплаву, який включав позапічну обробку розплаву з використанням високовольтних електричних розрядів напругою V=30...60 кВ. енергією в імпульсі Wo<100 кДж та частотою f>0,5 Гц, який відрізняється тим, що енергію в імпульсі Wo та частоту f визначають з емпіричних залежностей, що забезпечують отримання потрібних значень твердості HRC(л) та відносного подовження ![]() металу у литому стані та твердості HRC(B), відносного подовження
металу у литому стані та твердості HRC(B), відносного подовження ![]() та міцності
та міцності ![]() у відпаленому стані:
у відпаленому стані:
HRC(л)=38,075-0,325Wo+0,225f;
![]() =5,706-0,024Wo-0,479f;
=5,706-0,024Wo-0,479f;
HRC(B)=34,125-0,575Wo-0,725f;
![]() =6,456+0,576Wo+0,349f;
=6,456+0,576Wo+0,349f;
![]() =428,8+34,31Wo-2,8f,
=428,8+34,31Wo-2,8f,
де: HRC - твердість за Роквелом;
![]() - відносне подовження, %;
- відносне подовження, %;
![]() - границя міцності, МПа.
- границя міцності, МПа.
Текст
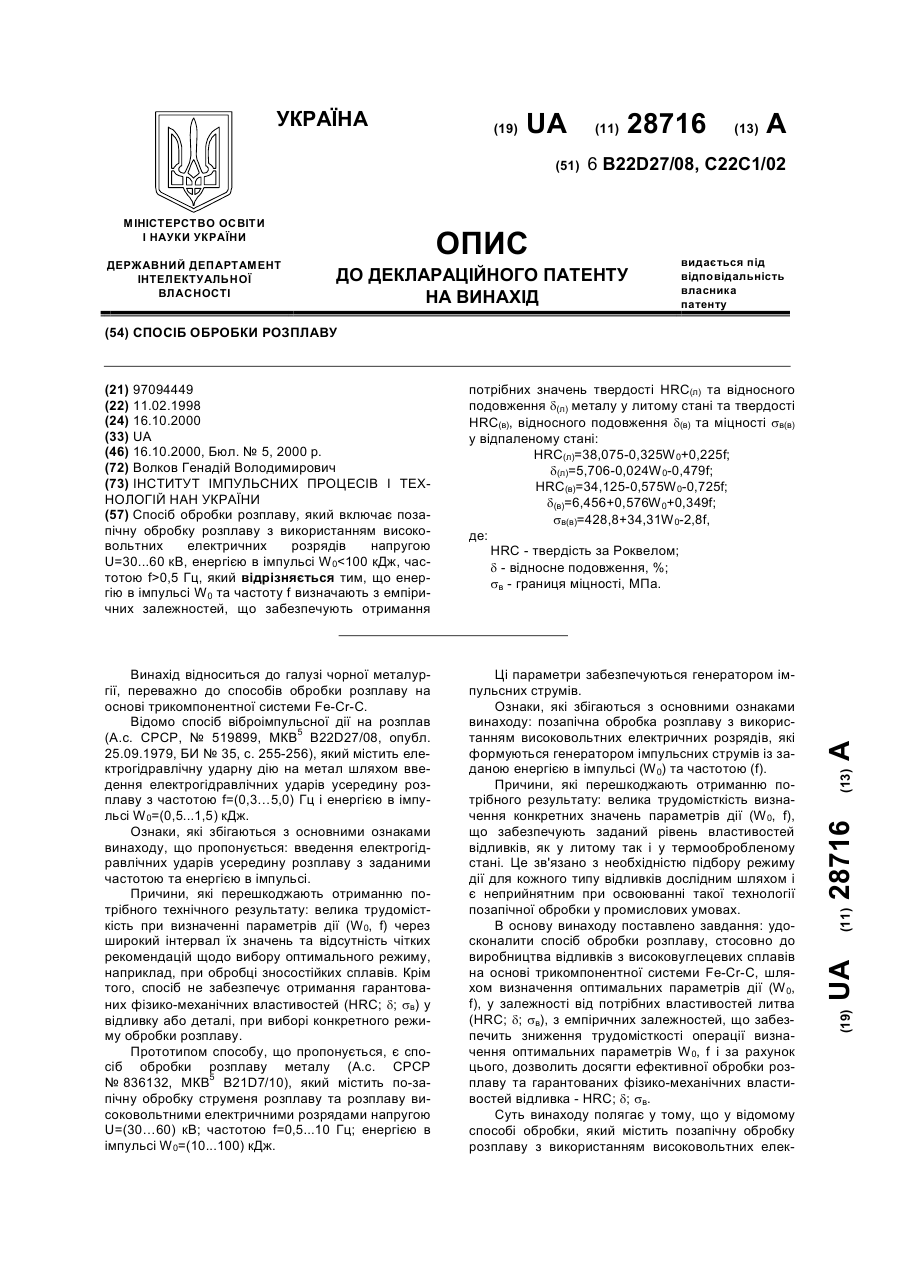
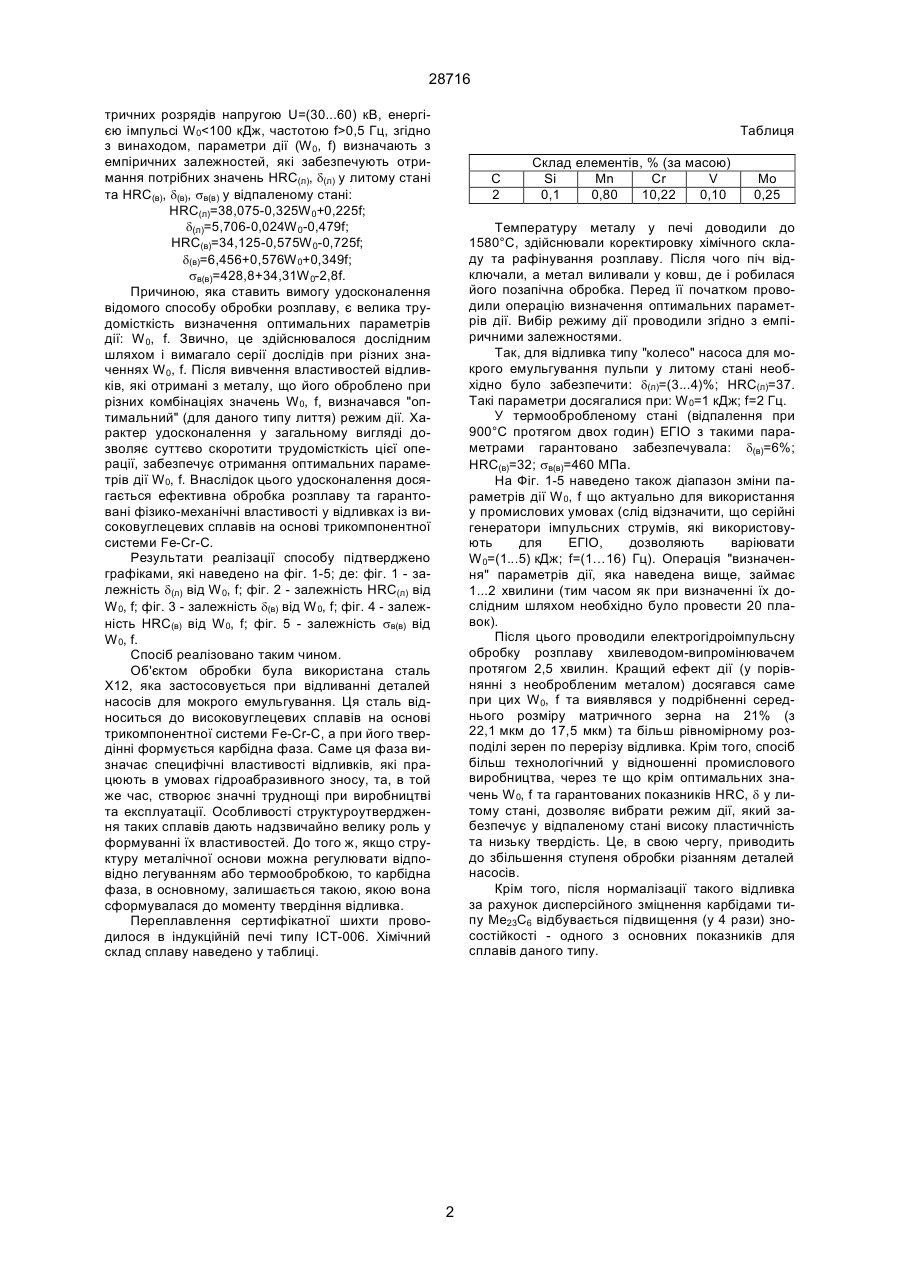
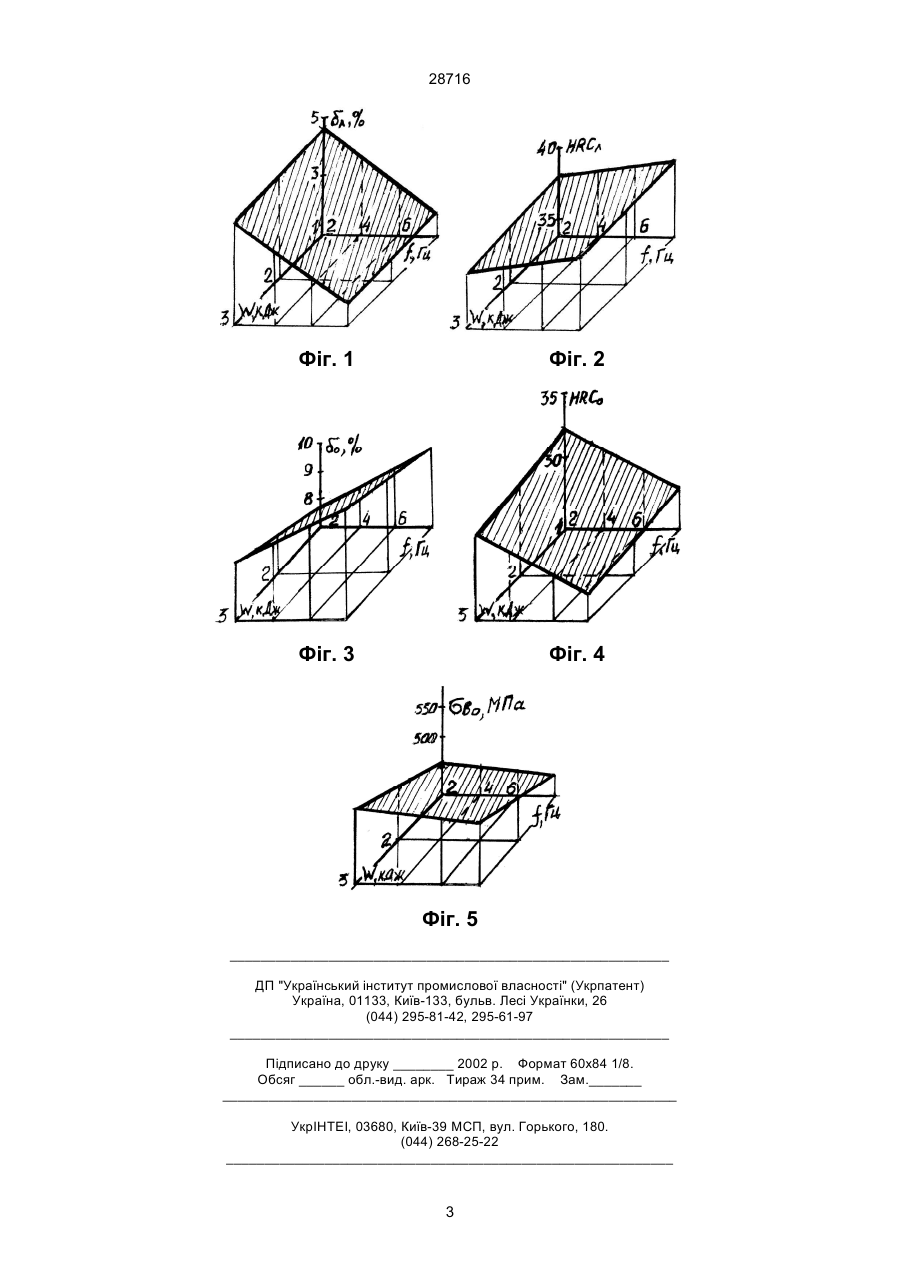
Спосіб обробки розплаву, який включає позапічну обробку розплаву з використанням високовольтних електричних розрядів напругою U=30...60 кВ, енергією в імпульсі W00,5 Гц, який відрізняється тим, що енергію в імпульсі W0 та частоту f визначають з емпіричних залежностей, що забезпечують отримання 28716 тричних розрядів напругою U=(30...60) кВ, енергією імпульсі W00,5 Гц, згідно з винаходом, параметри дії (W0, f) визначають з емпіричних залежностей, які забезпечують отримання потрібних значень HRC(л), d(л) у литому стані та HRC(в), d(в), sв(в) у відпаленому стані: HRC(л)=38,075-0,325W 0+0,225f; d(л)=5,706-0,024W 0-0,479f; HRC(в)=34,125-0,575W 0-0,725f; d(в)=6,456+0,576W 0+0,349f; sв(в)=428,8+34,31W 0-2,8f. Причиною, яка ставить вимогу удосконалення відомого способу обробки розплаву, є велика трудомісткість визначення оптимальних параметрів дії: W 0, f. Звично, це здійснювалося дослідним шляхом і вимагало серії дослідів при різних значеннях W0, f. Після вивчення властивостей відливків, які отримані з металу, що його оброблено при різних комбінаціях значень W 0, f, визначався "оптимальний" (для даного типу лиття) режим дії. Характер удосконалення у загальному вигляді дозволяє суттєво скоротити трудомісткість цієї операції, забезпечує отримання оптимальних параметрів дії W0, f. Внаслідок цього удосконалення досягається ефективна обробка розплаву та гарантовані фізико-механічні властивості у відливках із високовуглецевих сплавів на основі трикомпонентної системи Fe-Cr-C. Результати реалізації способу підтверджено графіками, які наведено на фіг. 1-5; де: фіг. 1 - залежність d(л) від W0, f; фіг. 2 - залежність HRC(л) від W0, f; фіг. 3 - залежність d(в) від W 0, f; фіг. 4 - залежність HRC(в) від W0, f; фіг. 5 - залежність sв(в) від W0, f. Спосіб реалізовано таким чином. Об'єктом обробки була використана сталь Х12, яка застосовується при відливанні деталей насосів для мокрого емульгування. Ця сталь відноситься до високовуглецевих сплавів на основі трикомпонентної системи Fe-Cr-C, а при його твердінні формується карбідна фаза. Саме ця фаза визначає специфічні властивості відливків, які працюють в умовах гідроабразивного зносу, та, в той же час, створює значні труднощі при виробництві та експлуатації. Особливості структуроутвердження таких сплавів дають надзвичайно велику роль у формуванні їх властивостей. До того ж, якщо структуру металічної основи можна регулювати відповідно легуванням або термообробкою, то карбідна фаза, в основному, залишається такою, якою вона сформувалася до моменту твердіння відливка. Переплавлення сертифікатної шихти проводилося в індукційній печі типу ICT-006. Хімічний склад сплаву наведено у таблиці. Таблиця С 2 Склад елементів, % (за масою) Si Mn Cr V 0,1 0,80 10,22 0,10 Mо 0,25 Температуру металу у печі доводили до 1580°C, здійснювали коректировку хімічного складу та рафінування розплаву. Після чого піч відключали, а метал виливали у ковш, де і робилася його позапічна обробка. Перед її початком проводили операцію визначення оптимальних параметрів дії. Вибір режиму дії проводили згідно з емпіричними залежностями. Так, для відливка типу "колесо" насоса для мокрого емульгування пульпи у литому стані необхідно було забезпечити: d(л)=(3...4)%; HRC(л)=37. Такі параметри досягалися при: W 0=1 кДж; f=2 Гц. У термообробленому стані (відпалення при 900°C протягом двох годин) ЕГІО з такими параметрами гарантовано забезпечувала: d(в)=6%; HRC(в)=32; sв(в)=460 МПа. На Фіг. 1-5 наведено також діапазон зміни параметрів дії W0, f що актуально для використання у промислових умовах (слід відзначити, що серійні генератори імпульсних струмів, які використовують для ЕГІО, дозволяють варіювати W0=(1...5) кДж; f=(1…16) Гц). Операція "визначення" параметрів дії, яка наведена вище, займає 1...2 хвилини (тим часом як при визначенні їх дослідним шляхом необхідно було провести 20 плавок). Після цього проводили електрогідроімпульсну обробку розплаву хвилеводом-випромінювачем протягом 2,5 хвилин. Кращий ефект дії (у порівнянні з необробленим металом) досягався саме при цих W0, f та виявлявся у подрібненні середнього розміру матричного зерна на 21% (з 22,1 мкм до 17,5 мкм) та більш рівномірному розподілі зерен по перерізу відливка. Крім того, спосіб більш технологічний у відношенні промислового виробництва, через те що крім оптимальних значень W0, f та гарантованих показників HRC, d у литому стані, дозволяє вибрати режим дії, який забезпечує у відпаленому стані високу пластичність та низьку твердість. Це, в свою чергу, приводить до збільшення ступеня обробки різанням деталей насосів. Крім того, після нормалізації такого відливка за рахунок дисперсійного зміцнення карбідами типу Me23C6 відбувається підвищення (у 4 рази) зносостійкості - одного з основних показників для сплавів даного типу. 2 28716 Фіг. 1 Фіг. 2 Фіг. 3 Фіг. 4 Фіг. 5 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMetod for melt treatment
Автори англійськоюVolkov Henadii Volodymyrovych
Назва патенту російською?????? ????????? ????????
Автори російськоюВолков Геннадий Владимирович
МПК / Мітки
Мітки: обробки, розплаву, спосіб
Код посилання
<a href="https://ua.patents.su/3-28716-sposib-obrobki-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву</a>
Спосіб обробки шлакометалевого розплаву
Номер патенту: 19380
Опубліковано: 25.12.1997
Автори: Уніговський Яків Борисович, Найдек Володимир Леонтієвич, Гончар Борис Семенович, Гогульський Роман Васильович, Перелома Віталій Олександрович
МПК: C21C 7/00
Мітки: розплаву, обробки, шлакометалевого, спосіб
Формула / Реферат:
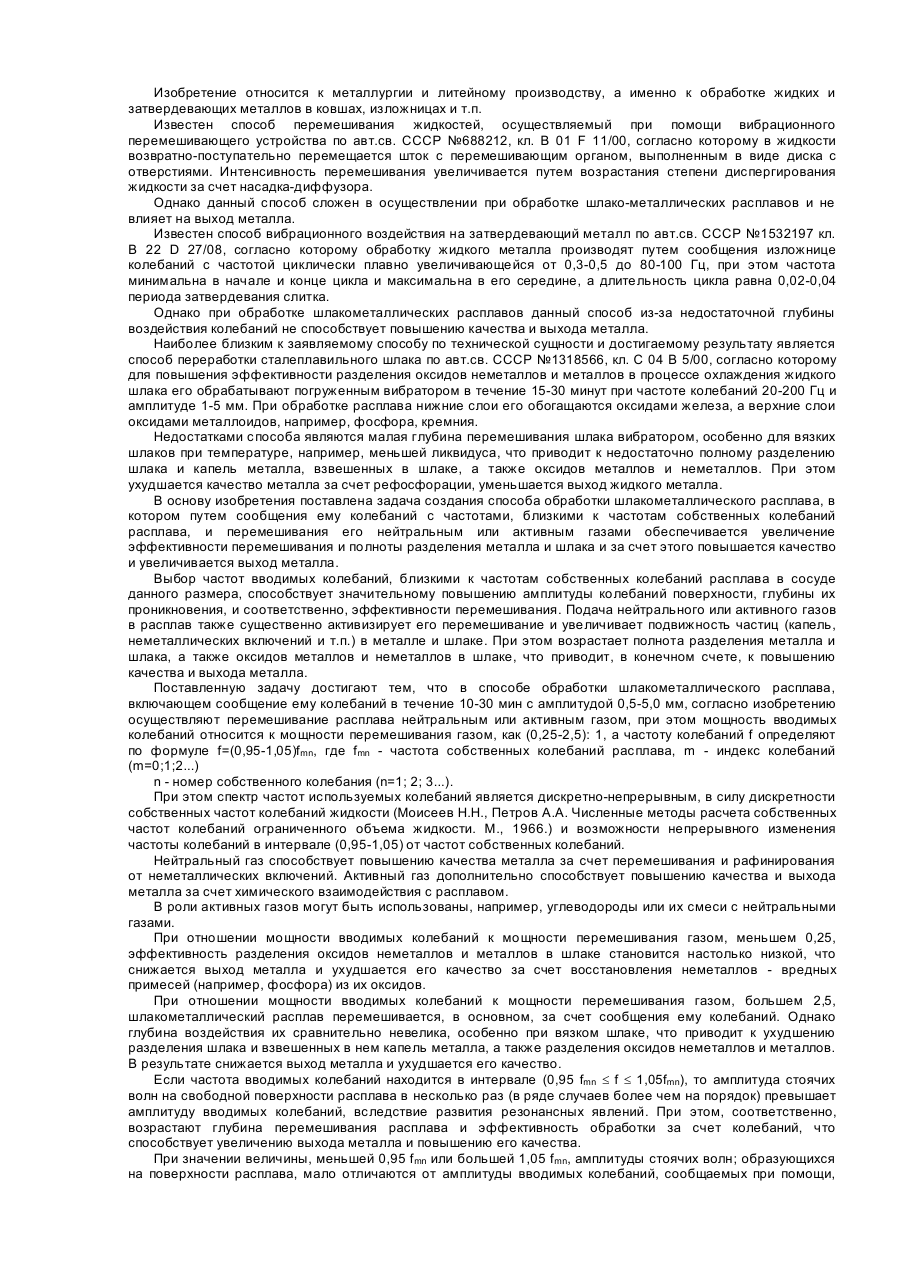
Способ обработки шлакометаллического расплава, включающий сообщение ему колебаний в течение 10-30 мин с амплитудой 0,5-5,0 мм, отличающийся тем, что перемешивание расплава осуществляют нейтральным или активным газом, при этом мощность вводимых колебаний относится к мощности перемещения газом, как (0,25-2,5):1, а частоту колебаний определяют по формуле f=(0,95-1,05) fmn, где fmn - частота собственных колебаний расплава; m - индекс колебаний...
Спосіб обробки шлакового розплаву
Номер патенту: 6999
Опубліковано: 31.03.1995
Автори: Рязанцев Василь Якович, Кравець Іван Олександрович, Саламатов Анатолій Георгійович, Хлопков Леонід Піменович, Кошеленко Олег Федорович, Сальніков Ігор Михайлович, Коваленко Василь Васильович, Сацький Віталій Антонович, Дишлевич Ігор Іосифович, Горб Володимир Іванович
МПК: C04B 5/00
Мітки: шлакового, обробки, спосіб, розплаву
Формула / Реферат:
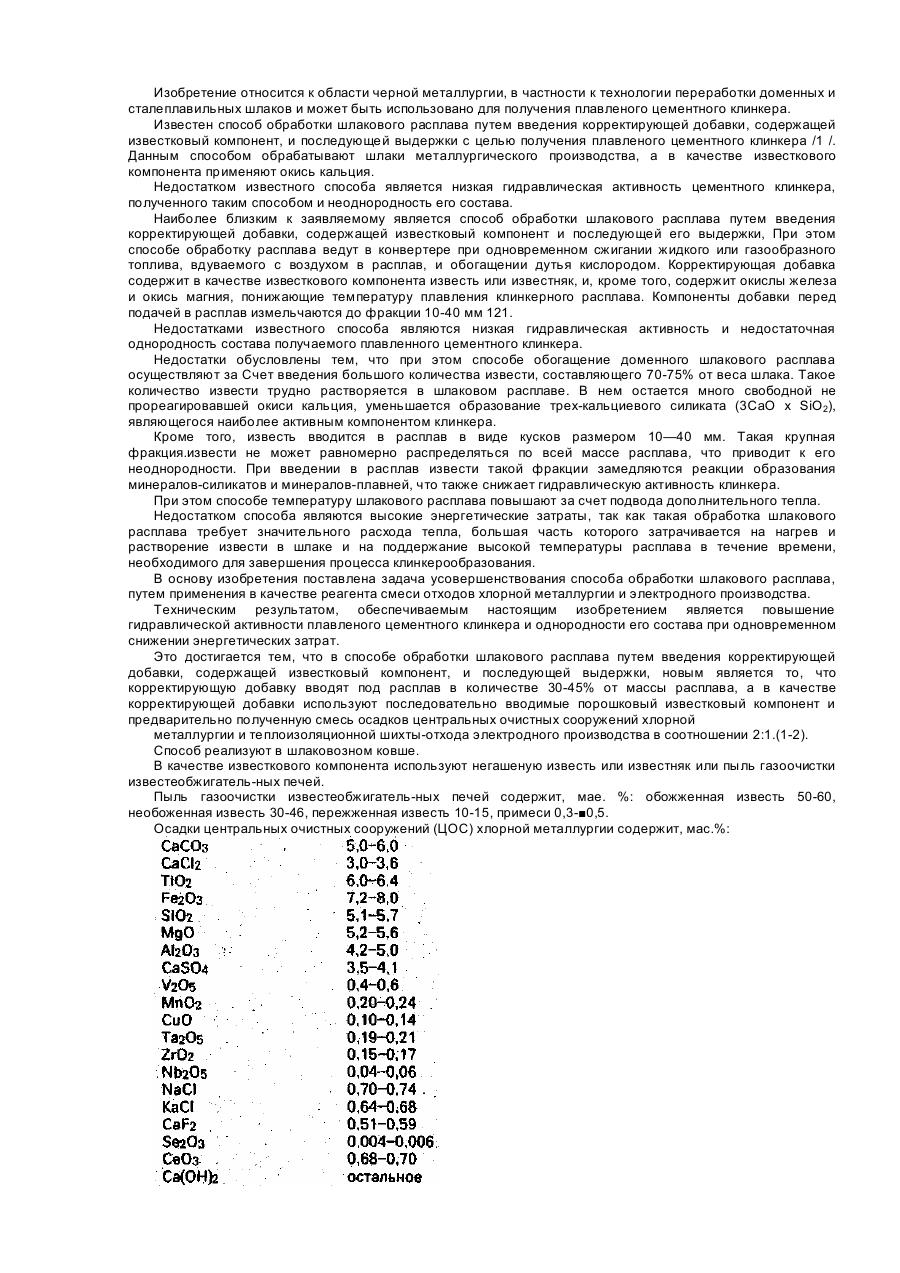
Способ обработки шлакового расплава путем введения корректирующей добавки, содержащей известковый компонент, и последующей выдержки, отличающийся тем, что корректирующую добавку вводят под расплав в количестве 30-45% от массы расплава, а в качестве корректирующей добавки используют последовательно вводимые порошковый известковый компонент и предварительно полученную смесь осадков центральных очистных сооружений хлорной металлургии и...
Установка для обробки розплаву
Номер патенту: 4843
Опубліковано: 28.12.1994
Автори: Фоменко Костянтин Петрович, Шевченко Євген Тімофійович, Ульянов Володимир Андрійович, Грабовий Валерій Михайлович
МПК: B22D 27/02
Мітки: розплаву, обробки, установка
Формула / Реферат:
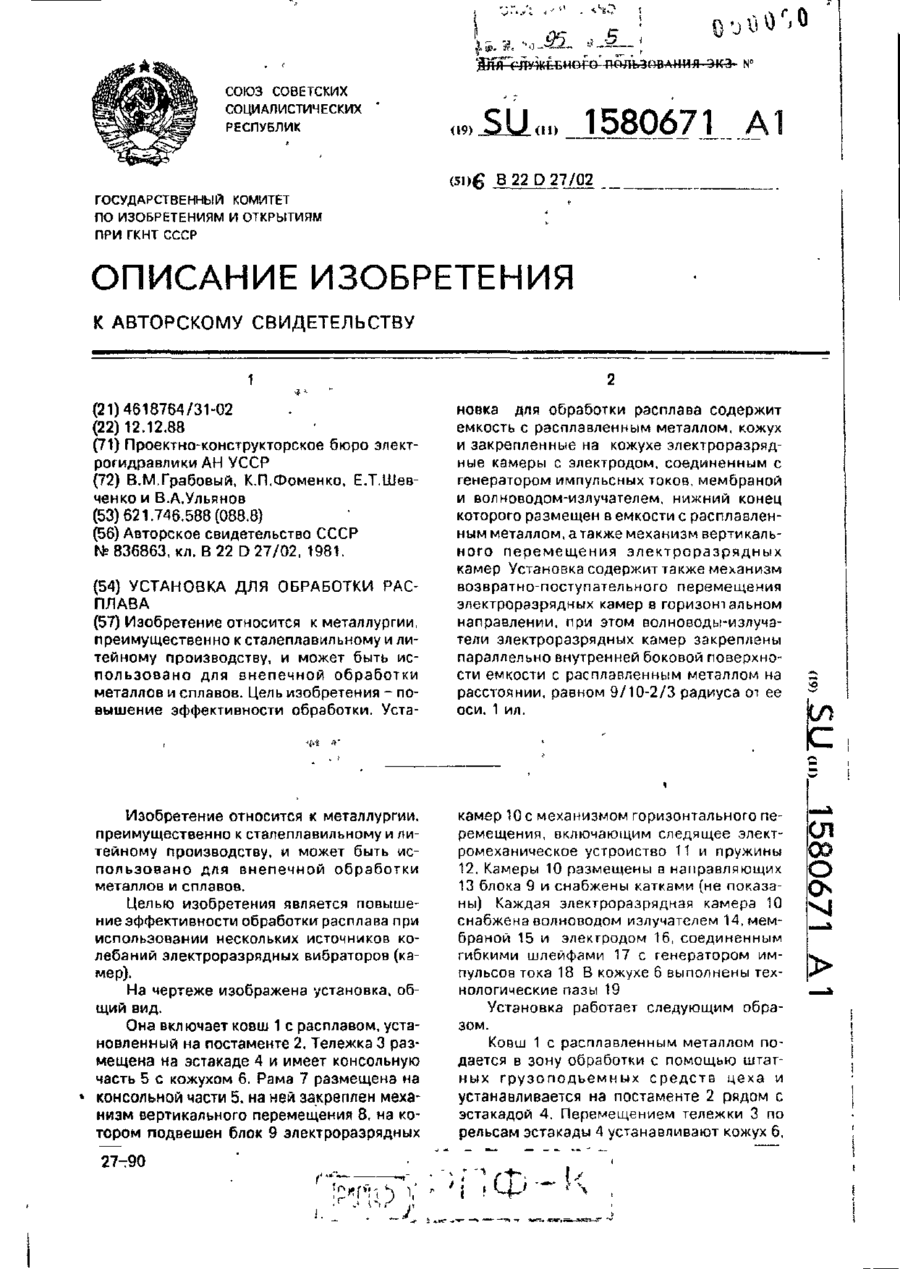
Установка для обработки расплава, содержащая емкость с расставленным металлом, кожух и закрепленные на кожухе электроразрядные камеры с электродом, соединенным с генератором импульсных токов, мембраной и воіноводом-излучателем, нижний конец которого размещен в емкости с расплавленным металлом, а также механизм вертикального перемещения электроразрядных камер, отличающаяся тем, что, с целью повышения эффективности обработки, она снабжена...
Пристрій для обробки розплаву

Номер патенту: 13008
Опубліковано: 28.02.1997
Автори: Лазарєв Володимир Павлович, Грабовий Валерій Михайлович, Ульянов Володимир Андрійович, Бутаков Борис Іванович
МПК: B22D 11/10, C21C 7/00
Мітки: обробки, пристрій, розплаву
Формула / Реферат:
Устройство для обработки расплава, включающее электроразрядную камеру, электроды, мембрану, излучатель - волновод, часть которого выполнена в виде экспоненциального тела вращения, отличающееся тем, что излучатель - волновод выполнен из трех сопряженных частей: верхней цилиндрической формы большого диаметра D, средней - экспоненциальной формы и нижней - цилиндрической формы меньшего диаметра d, при этом верхний диаметр соотносится с нижним по...
Ротаціонний прилад для обробки розплаву газами
Номер патенту: 5181
Опубліковано: 28.12.1994
Автори: П'єр Латі, Жак Жімон, Жан-Марі Іктер, Рішар Гонда
МПК: C22B 21/00
Мітки: обробки, газами, ротаціонний, розплаву, прилад
Формула / Реферат:
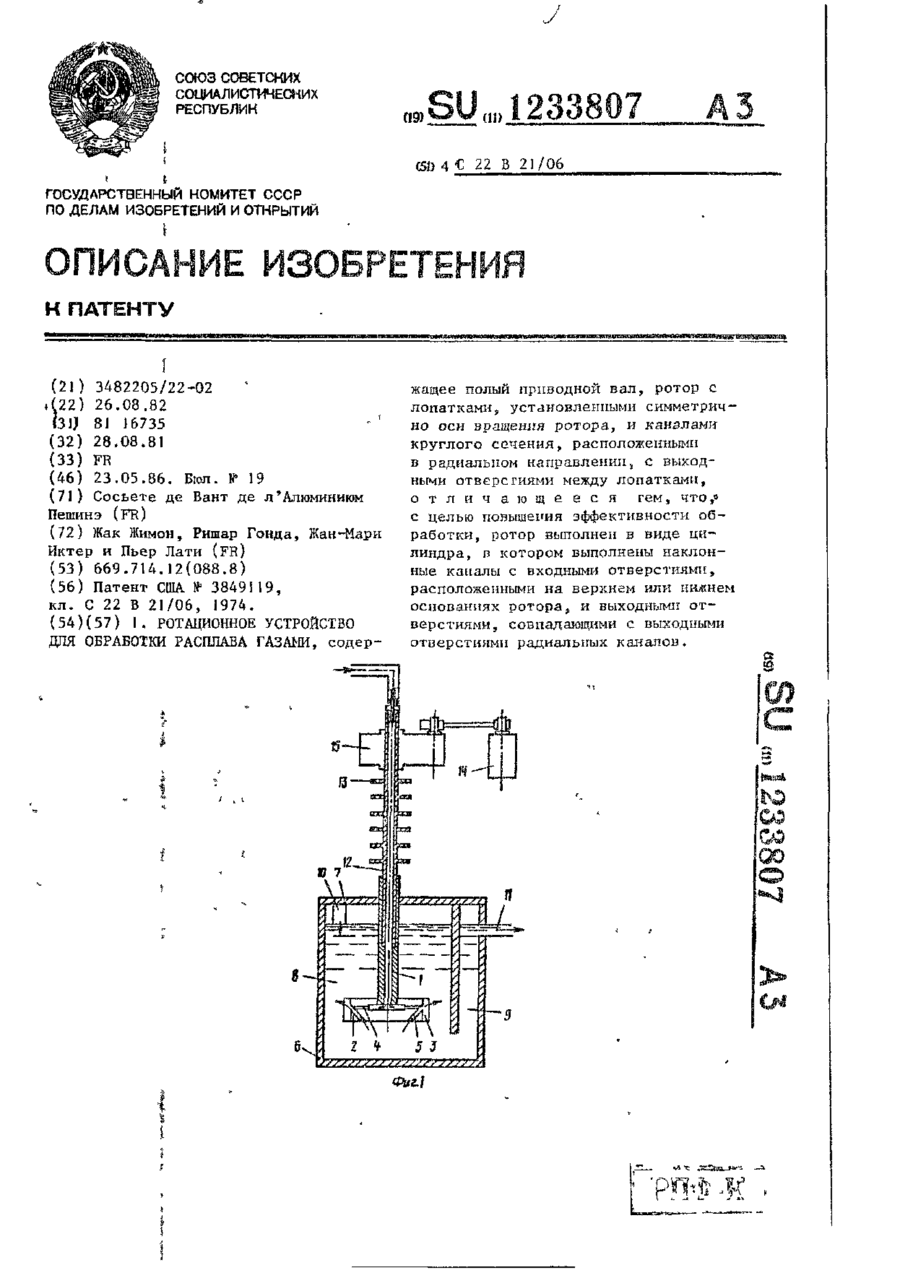
1. Ротационное устройство для обработки расплава газами, содержащее полый приводной вал, ротор с лопатками, установленными симметрично оси вращения ротора, и каналами круглого сечения, расположенными в радиальном направлении, с выходными отверстиями между лопатками, отличающееся тем, что, с целью повышения эффективности обработки, ротор выполнен в виде цилиндра, в котором выполнены наклонные каналы с входными отверстиями, расположенными...
Попередній патент: Спосіб вирощування профільованих сапфірових виробів з внутрішньою порожниною (варіанти)
Наступний патент: Спосіб лікування або профілактики імунозапальних хвороб шкіри або кишечнику у ссавців та фармацевтична композиція, що використовується в ньому
Випадковий патент: Екранована камера